Killrob
-
Numero contenuti
14.123 -
Iscritto
-
Ultima visita
-
Giorni Vinti
429
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Killrob
-
con tutto le schede che esistono sul mercato perché proprio una mega? Ci sono le nuove BTT SKR 2, le MKS che non sono affatto male, la Duet, anche clone che costa meno, che è decisamente meglio.
-
il foglio di acciaio armonico? con una di queste
-

Ender 3 pro scheda(forse) andata...
Killrob ha risposto a chipxx_MI nella discussione Hardware e componenti
a parte l fatto che l'hai già presa... ma era saltato il driver del motore, che essendo integrato alla scheda madre ti avrebbe comunque costretto ad acquistarne una nuova -
il problema è che quella scheda ha il bootloader bloccato dalla fabbrica, e per sbloccarlo o sai esattamente come fare e dove andare a mettere le mani oppure lasci perdere, perché guidarti da qui allo sblocco del bootloader di una scheda... non è fattibile
-
Esportare in excel, CSV o file id testo i profili di stampa di Cura
Killrob ha risposto a AndreaG85 nella discussione Software di slicing, firmware e GCode
se provi ad aprire il file .curaprofile con un editor di testo, a parte alcuni caratteri strani, che saranno di formattazione o qualcosa di simile, il file è di testo. Non ho ancora provato la beta -
BTT SKR mini E3 V3.0 e ricompilazione fw
Killrob ha risposto a dnasini nella discussione Software di slicing, firmware e GCode
la V3 non l'ho ancora mai nemmeno presa, ma mi trovo bene con la versione precedente che attualmente equipaggia la Ender 3 ed anche la Titan1. Comunque prima di prenderla verifica che Marlin la supporti -
Software moderazione 3D
Killrob ha risposto a Heda nella discussione Software di slicing, firmware e GCode
credo che tu lo stia prendendo dal lato sbagliato 🙂 non conosco il tuo grado di apprendimento, quindi se ho detto qualcosa che ritieni offensivo chiedo scusa in anticipo, che corso stai seguendo per imparare? Io sono abbastanza duro di capoccia e mi sono trovato benissimo con i corsi free su youtube di dymiostech, cercalo e fai una prova, loro cominciano proprio dalla base. E poi mi sono iscritto al sito Udemy e mi sono comperato un corso abbastanza avanzato. -
se per pei non magnetico intendi il solo foglio di pei, che comunque è adesivo, io te lo sconsiglio, quei fogli sono fatti apposta per essere abbinati alla lastra di acciaio armonico.
-
Ender 3 pro scheda(forse) andata...
Killrob ha risposto a chipxx_MI nella discussione Hardware e componenti
questa è perfetta, e credo che il firmware per la Ender 3 sia già anche precaricato -
rinomina il file TXT in TX e basta che il sito ha ancora problemi a far scaricare i files TXT
-
Bolle non da umidità
Killrob ha risposto a Alessandro.M nella discussione Problemi generici o di qualità di stampa
in base a deformazioni più o meno evidenti dal lato dell'hotend -
Problema Geeetech A20M
Killrob ha risposto a michele.siracusa nella discussione Problemi generici o di qualità di stampa
che vuol dire "senza arresto"? pensano che le sostituzione dei componenti le facciamo a stampante accesa? -
riesci a fare uno screenshot e postarlo qui? fammi vedere però anche se hai selezionato la porta com giusta e la scheda giusta
-
Artillery hornet o Creality ender 3 pro
Killrob ha risposto a Mario89 nella discussione La mia prima stampante 3D
io sono di parte e le artillery le conosco poco, ma io opterei per una Ender 3 pro -
Bolle non da umidità
Killrob ha risposto a Alessandro.M nella discussione Problemi generici o di qualità di stampa
senza dubbio che devi pulire il nozzle, se non cambiarlo proprio, dipende da quanto ci hai stampato, se sei in bowden io cambierei anche il PTFE -
Bolle non da umidità
Killrob ha risposto a Alessandro.M nella discussione Problemi generici o di qualità di stampa
A freddo non puoi perché c'è il blocco cold extrusion sul firmware, fai come ti ha detto @dnasini -
Stampa imperfetta ender 3 pro
Killrob ha risposto a Ethan-75 nella discussione Problemi generici o di qualità di stampa
200 per il pla vanno bene io lo stampo in un range da 195 a 205 -
Stampa imperfetta ender 3 pro
Killrob ha risposto a Ethan-75 nella discussione Problemi generici o di qualità di stampa
hai cambiato filamento? quando cambi filamento le calibrazioni le devi rifare -
Stampa imperfetta ender 3 pro
Killrob ha risposto a Ethan-75 nella discussione Problemi generici o di qualità di stampa
sottoestrusione, ma da cosa dipende non lo so. Non hai dato nessun informazione per aiutarti. materiale? temperatura hotend e piatto? velocità? calibrazioni fatte/da fare? -
Problema Geeetech A20M
Killrob ha risposto a michele.siracusa nella discussione Problemi generici o di qualità di stampa
La cartuccia riscaldante dell'hotend non ha polarità quindi escludo che, anche invertendo i fili, tu abbia fatto qualche danno. Piuttosto sei sicurissimo che non ci fosse niente di metallico magari sotto la scheda che ha fatto fare contatto provocando un corto? Da quello che descrivi sembra proprio un corto circuito. Oltretutto, l'hotend lo avevi di ricambio con la stampante o lo hai preso a parte? In ogni caso quando si intasa l'hotend non è necessario cambiare tutto il gruppo, basta anche solo smontarlo, pulirlo, magari cambiare il nozzle ed il PTFE e poi rimontarlo, senza andare a complicarsi la vita con i fili, soprattutto se non si è completamente sicuri di dove andare a mettere le mani. -
Informazione per i possessori di un incisore laser a diodo
Killrob ha risposto a Killrob nella discussione Incisione e taglio laser
ho creato una piccola guida che trovi proprio in questa sezione 😉 -
Guida rapida per attivazione airassit con scheda di controllo MKS-DLC32
Killrob ha pubblicato una discussione in Incisione e taglio laser
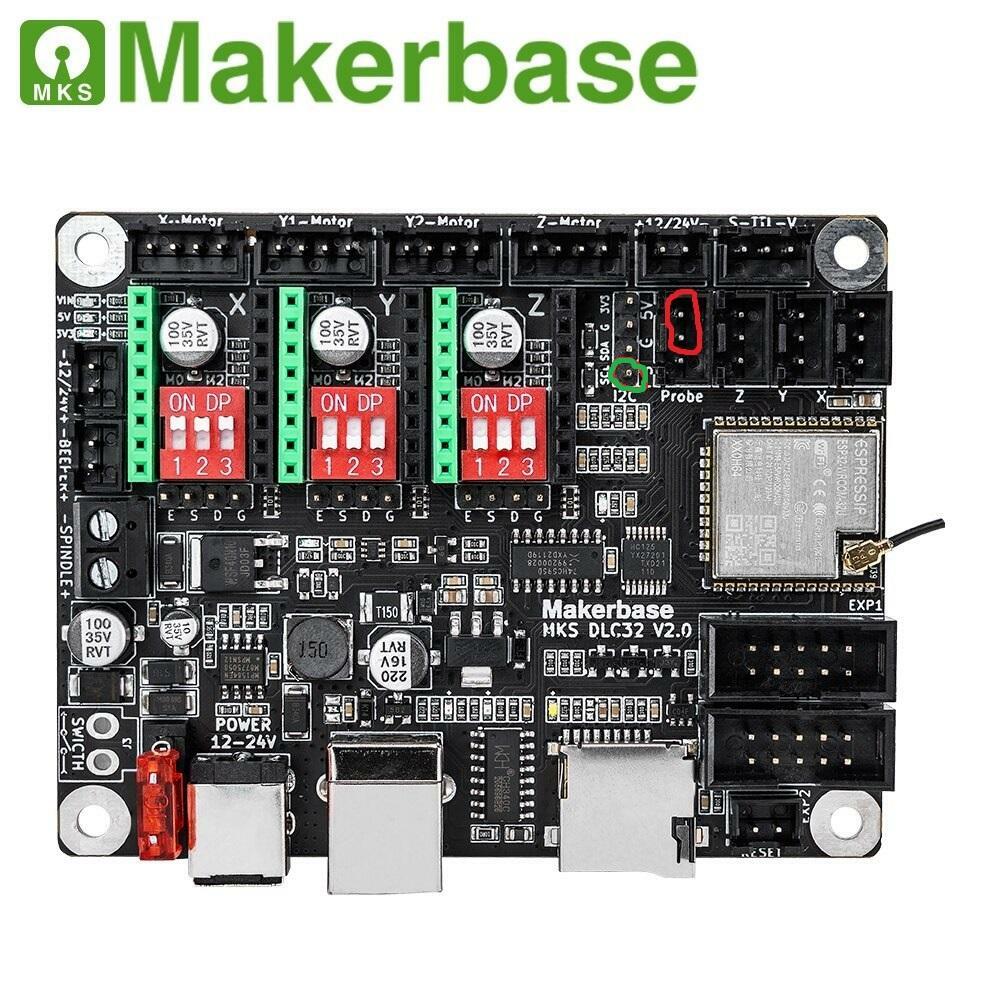
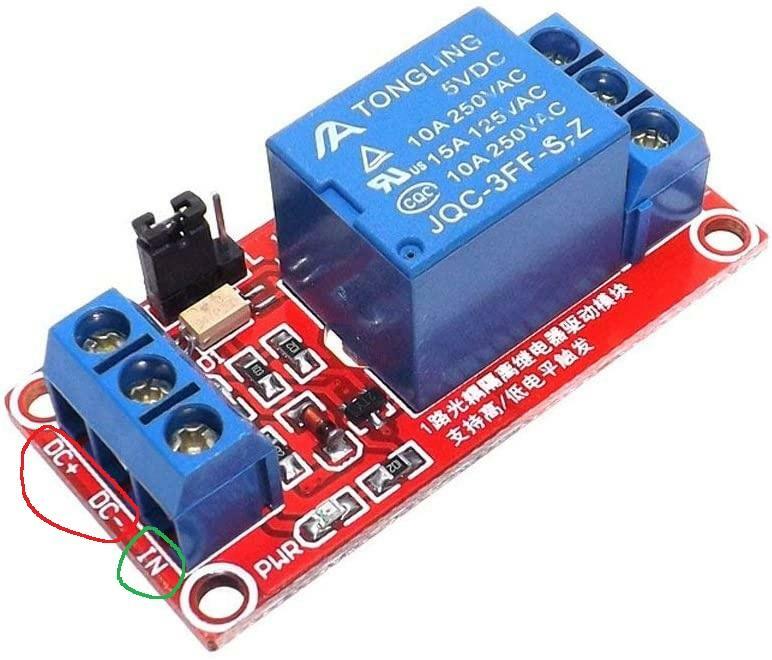
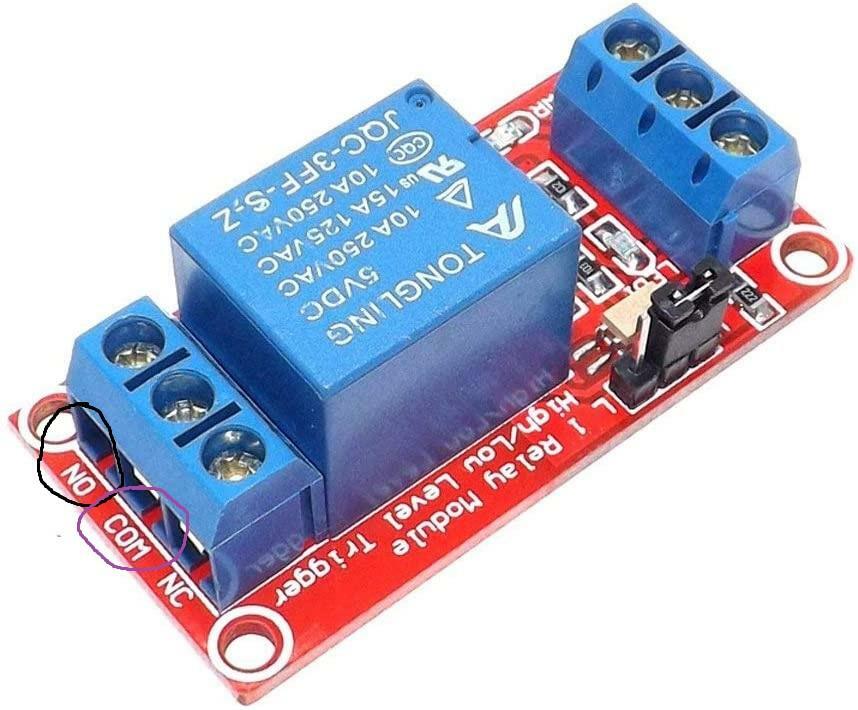
Per attivare automaticamente l'airassit utilizzando la scheda MKS DLC32, innanzi tutto occorre scaricare e flashare l'ultimo firmware da qui in base alla versione della vostra scheda. Prendete da Amazon questi relay o comunque come questo che supportino un carico di 220V 10A e che abbiano in input 5V (sopra al relay ci dovete trovare scritto 5VDC, se c'è sopra 12VDC o 24VDC non funzioneranno). il collegamento è il seguente: collegare il pin cerchiato di verde sulla scheda al connettore "IN" cerchiato di verde sul relay e collegare i pin cerchiati di rosso sulla scheda che sono 5V e G (Ground) rispettivamente 5V a DC+ e G a DC- cerchiati di rosso sul relay. per l'attivazione della pompa dell'aria si può utilizzare una prolunga a tre fili, fase, neutro e terra (se non si vuole intervenire direttamente sul cavo di alimentazione della pompa stessa). Si deve interrompere uno dei fili fra neutro e fase (non ha importanza) e collegare un capo del filo interrotto su "NO" (normally open - normalmente aperto) cerchiato in nero nell'immagine, e l'altro capo a "COM" (common - comune) cerchiato di viola nell'immagine. In Ligthburn o LaserGRBL o qualsiasi altro software che utilizzate per incidere, ricordate che M7 accende la pompa ed M9 la spegne. Se provando non funziona in questo modo, con M7 si spegne e con M9 si accende, su questo relay in particolare (che io uso) c'è un ponticello, se gli cambiate posizione comincerà a funzionare come ci si aspetta. Per domande o chiarimenti, resto a disposizione.
-
Informazione per i possessori di un incisore laser a diodo
Killrob ha risposto a Killrob nella discussione Incisione e taglio laser
Faccio una piccola guida stasera che ora sono al lavoro -
qual'è il metodo migliore per unire una cinghia aperta...
Killrob ha risposto a Killrob nella discussione Hardware e componenti
passa passa il nome -
qual'è il metodo migliore per unire una cinghia aperta...
Killrob ha risposto a Killrob nella discussione Hardware e componenti
cercherò di seguire il manuale 😉