eaman
-
Numero contenuti
6.690 -
Iscritto
-
Ultima visita
-
Giorni Vinti
595
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di eaman
-
L'hotend che hai cambiato contiene sia il gruppo riscaldante che il termistore? Controlla cavi e connettori. Se non e' il gruppo riscaldante sara' il termistore, delle volte puo' essere anche che sia stato avvitato troppo.
-

calibrazione step/mm
eaman ha risposto a Sandrin nella discussione Problemi generici o di qualità di stampa
https://chatgpt.com/ ti fa queste robe. Oh be' vedo che anche @dnasini e' capace e ne ha voglia 🙂 -
Cambio stampante
eaman ha risposto a Andrea81 nella discussione Software di slicing, firmware e GCode
Se lo fai per hobby ergo saltuariamente, vuoi spendere poco e hai tempo da metterci -> cambia l'hotend sulla tua stampante e costruisciti una camera chiusa. Per ASA e' meglio camera chiusa e meglio ancora riscaldata: non una bedslinger. Le bed slinger sono lente e vanno meglio piccole, tu la vuoi pure grande. Quindi no: quella macchina stampera' male e piano anche pla ed e' una delle peggiori scelte per ASA. La macchina hobbystica da pochi soldi per stampare ASA a poco e' la QIDI Q1 Pro se per il Black Friday la mettono a ~300-350e dato che ora e' uscita la nuova, che sarebbe quella hobbystica piu' aggiornata. -
Cambio stampante
eaman ha risposto a Andrea81 nella discussione Software di slicing, firmware e GCode
?? -
Estrusioni sull'asse Z.
eaman ha risposto a RkR nella discussione Problemi generici o di qualità di stampa
L'ugello non e' l'hotend. -
Cambio stampante
eaman ha risposto a Andrea81 nella discussione Software di slicing, firmware e GCode
Bho in ogni caso ormai aspetta gli sconti del Black Friday, 11 .11 . Per ASA una bedslinger non va bene. Per stampare veloce una bedslinger non va bene, decisamente non una grande. -
Estrusioni sull'asse Z.
eaman ha risposto a RkR nella discussione Problemi generici o di qualità di stampa
Guarda che non devi metterne uno diverso devi solo assicurarti che le viti siano strette. Non c'e' nessun controllo sulla posizione degli assi oltre all'end stops, non hai dei motori a circuito chiuso. prima volta che sento questo, io ho 2 stampanti senza sync belts. Ma la stampante ce l'hai tu davanti... Quelle vecchie addirittura avevano un solo motore e il gantry stava su con quello. -
righe strane giunzioni, e flusso volumetrico
eaman ha risposto a Fufluns nella discussione Problemi generici o di qualità di stampa
Io te la butto li': ci sono stampanti che fanno z-lines, piu' di tanto non si puo' fare. Per altro le stampanti sono un sistema di componenti che trovano una sorta di equilibrio, se te pigli una macchina un po' ubriaca e cominci ad upgradarla con parti super precise la qualita' di stampa peggiora, magari migliori in prestazioni ma bada bene che ad es. le vecchie pom wheels sui gantry e i piatti ridicoli che avevano le vecchie bedslingers avevano il loro perche' nell'attenuare artefatti. Vallo a chiedere a chi ci ha montato fior di linear rails per poi stampare peggio 😉 -
Estrusioni sull'asse Z.
eaman ha risposto a RkR nella discussione Problemi generici o di qualità di stampa
La toolhead? Non e' che ha un po' di gioco, tutta intera o anche solo l'hotend... Per quanto se perdi in altezza saranno le chiocciole dei motori zeta, le pulleys, le cinghie che saltano. Ecco giusto: puoi provare a sganciare completamente il sistema di sync delle due barre Z, quello puo' fare dei casini. Pero' poi non andare a muovere il gantry a mano se no devi ri livellare il gantry. Comunque se tu hai alzato da console di X cm e poi misurato la posizione del gantry e non perde passi non dovrebbe essere quello. Magari prova a chiedere su un sub Reddit di Anycubic se qualcuno ha avuto quel problema, che non sia proprio un bug del firmware / slicer. -
Estrusioni sull'asse Z.
eaman ha risposto a RkR nella discussione Problemi generici o di qualità di stampa
Eh devi guardare che il grano che tiene le barre attaccate ai motori non sia lasco, da qualche parte perdi degli step in Z. Peraltro se te hai fatto un numero imprecisato di "calibrazioni vibrazioni" c'e' caso che ti si sia smontata mezza stampante, bisogna che ricontrolli tutte le brugole. Mi verebbe da dire: prova a fare lo slicing con un programma diverso giusto per vedere che non si sia incasinato quello, perche' e' il piu' facile da risolvere. Se ci fosse da ripristinare il firmware non saprei cosa preveda Anycubic. -
ho cambiato il noozle alla mia p1s bambu lab ma non si riscalda, sono nuovo di 3d , qualche consiglio
eaman ha risposto a PEPPEONE nella discussione Presentazioni
https://bambulab.com/it-it/contact-us -
Estrusioni sull'asse Z.
eaman ha risposto a RkR nella discussione Problemi generici o di qualità di stampa
No tu devi verificare l'integrita' del file, generi il gcode, fai un MD5 SUM, lo "mandi alla stampante", ri esegui l'MD5 sulla stampante e ti assicuri che si uguale. Oppure dopo averlo caricato sulla stampante lo scarichi, gcode, di nuovo sul PC e fai l'MD5 per vedere che non sia "corrotta qualche riga". Allora hai l'asse Z che perde degli steps. 1. Meccanica / cinematica: guarda se lo fa sempre alla stessa altezza 2. Elettronica: motori 3. Software, come detto c'e' una minore possibilita' che il file gcode si sia deteriorato e la stampante salti delle "righe", poi avrai dei problemi di estrusione... Lo hai fatto questo? -
Estrusioni sull'asse Z.
eaman ha risposto a RkR nella discussione Problemi generici o di qualità di stampa
Ma stampi da scheda SD o carichi i files o la piloti da remoto? Che non si siano danneggiati quei files. Fammi capire: se tu stampi un oggetto alto 40mm capita che questo venga fuori ~35mm perche' la stampante <torna a estrudere sugli stessi path>? Oppure e' un problema di estrusione? -
Difficoltà nella calibrazione del filamento.
eaman ha risposto a NoobMaker nella discussione Problemi generici o di qualità di stampa
Dagliene di z-hop, cambia / riduci infill. -
Di nuovo problemi di stampa.
eaman ha risposto a Sandrin nella discussione Problemi generici o di qualità di stampa
Allora ci devi rimettere l'estrusore originale. Fun Facts: anche quelle lo avresti dovuto calibrare! -
Bambu Studio e problema con i supporti.
eaman ha risposto a NoobMaker nella discussione Software di slicing, firmware e GCode
Si ma non sono lo stesso slicer 😉 Comunque puoi provare con uno altro slicer basato su un engine diverso. In ogni caso se vuoi usare un layer height estremo come 0.08mm i supporti, le interfacce di collegamento, sicuramente sono diversi che con 0.2mm. -
Difficoltà nella calibrazione del filamento.
eaman ha risposto a NoobMaker nella discussione Problemi generici o di qualità di stampa
Tu prova e guarda come viene con 0.8, dipende dal profilo di stampa e dalla stampa. Chiaro che cooling, overhangs, tutto quello che ha a che fare con altezza layer andra' adattato. Bambu per questo e' triste, ti da' solo un profilo di stampa standard, non quelli particolari. -
Estrusioni sull'asse Z.
eaman ha risposto a RkR nella discussione Problemi generici o di qualità di stampa
Allora hai l'asse Z che non si muove come dovrebbe. Prendi una squadra, prova un paio di volte a fare alzare il gantry (l'asse Z) di 20cm e controlla che siano sempre 20cm e non meno e guarda come si muove. Magari hai una barra filettata avvitata male al motore, controlla il grano, guarda se gira liberamente. -
Estrusioni sull'asse Z.
eaman ha risposto a RkR nella discussione Problemi generici o di qualità di stampa
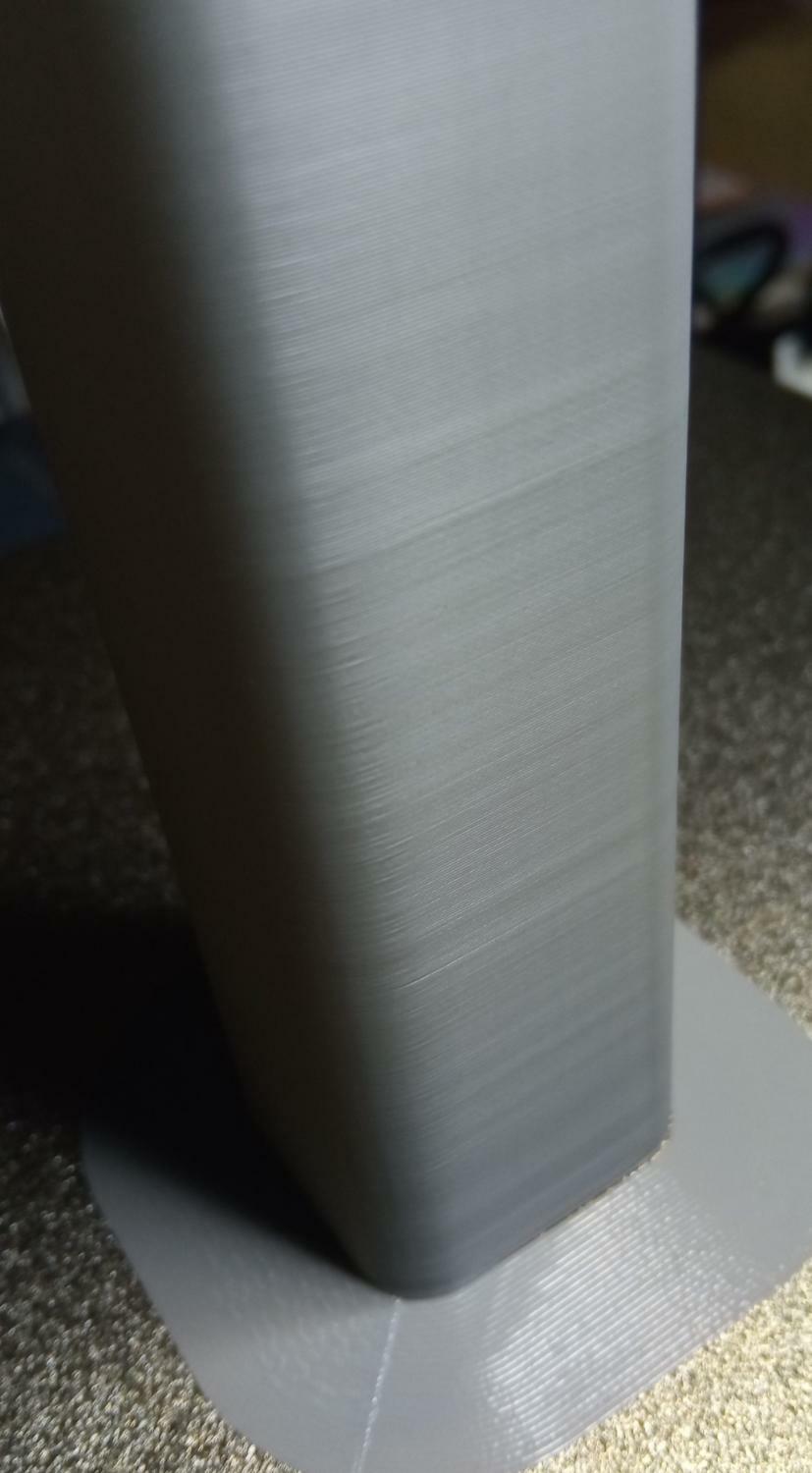
Ma no, si fa solo il livellamento del piatto (solo se non fa la mesh dinamica), se gli fai fare la "vibrazione" a ogni stampa triti la stampante! Il PID lo fai una volta quando cambi il nozzle, quello del piatto quando compri la stampante. Cioe' c'e' una sovraestrusione / trasborda anche dal lato opposto? Oppure dall'altro lato c'e' un incavo all'interno? In quella foto la sovraestrusione c'e' solo su un lato, quindi su un solo asse, e' l'asse X o Y? Prova a muoverli a mano con la macchina spenta e nota se ci sono sbalzi / gradini / scatti. -
Ho visto in giro un AMS reverse engineeried disponibile sia come kit che gia' montato a partire da ~70e: https://it.aliexpress.com/item/1005009241653174.html In pratica e' molto simile al Seleadlab MMX che si trova sui ~50e pero' e' solo per stampanti open source con Klipper.
-
- 1
-

-
Consiglio primo slicer
eaman ha risposto a TheOne1008 nella discussione Software di slicing, firmware e GCode
Orcaslicer -
righe strane giunzioni, e flusso volumetrico
eaman ha risposto a Fufluns nella discussione Problemi generici o di qualità di stampa
Per dire: io una volta sono impazzito 3 settimane con una macchina che mi faceva z-lines. Dopo aver rimontato 2 volte e messo in squadro con estremo sbattimento il telaio, ordinato e montato ingranaggi superfighi per l'estrusore, rifatto il sensore di filamento e reverse bowden. vari test input shaping... Mi sono accorto che il nuovo nozzle CHT che avevo montato 3 settimane prima era lasco, messo a posto quello tutto il resto non ha cambiato la qualita' di stampa di una virgola.
-
Bho' magari prova a guardare qua: https://www.youtube.com/@MyTechFun Questo prova tutti i materiali piu' strani in configurazioni strane...
-
righe strane giunzioni, e flusso volumetrico
eaman ha risposto a Fufluns nella discussione Problemi generici o di qualità di stampa
He e' un problema perche' qualunque parte della stampante, dal piatto riscaldato all'hotend, contribuisce a produrre z-lines. Partendo dalla fine le cose' piu' banali sarebbero hotend / nozzle poco stabile, poi bisogna controllare tutta la meccanica che non ci sia niente di lasco. Proprio per scrupolo potresti assicurati di avere un nozzle nuovo / buono e filamento in ottime condizioni prima di doverti mettere a smontare e rimontare tutto. Tanto per capirci: le stampanti che stampano meglio in assoluto sono quelle meccanicamente piu' semplici con l'estrusore piu' semplice possibile. Piu' roba incasinata ci si mette e piu' artefatti si producono. -
E che vuol dire? Layer shifting e' quando i motori / la cinematica perdono un colpo e l'intera stampa risulta spostata da quel momento in poi. Velocita', amperaggi e parametri di movimenti non puoi farteli dare da altri, li devi trovare sulla tua macchina: https://ellis3dp.com/Print-Tuning-Guide/articles/index_advanced_tuning.html