eaman
-
Numero contenuti
6.690 -
Iscritto
-
Ultima visita
-
Giorni Vinti
595
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di eaman
-

Artillery Sidewinder X4 Plus - Primo Assemblaggio - Taratura BED e Livellamento
eaman ha risposto a ValerioBI nella discussione Problemi generici o di qualità di stampa
Ma hai un end-stop per Z o usa la sonda? Qualcosa li' non funzia, prima funzionava? -
Stampa di action figures con ugelli da 0.2...accorgimenti?
eaman ha risposto a TheClue nella discussione Problemi generici o di qualità di stampa
he no, se tu avessi il sensore a pressione saresti a posto (forse), come dici tu avvitando il nozzle puo' andare a diverse altezze rispetto alla sonda. Pero' non sara' un decimo di mm, sara' un po' meno... Ma la menata resta. L'intero hotend non ho idea di che tolleranza possa avere, IMHO piu' di avvitare il nozzle. L'ideale e' avere una stampante dedicata 🙂 , pigliati una vecchia scassina da 50e e tienila con nozzle / piatti esotici 😉 -
Stampa di action figures con ugelli da 0.2...accorgimenti?
eaman ha risposto a TheClue nella discussione Problemi generici o di qualità di stampa
Se te sei capace di calibrarla una custom e' meglio, se non sai leggere o scrivere usi una Bambu con i suoi preset da 0.2mm che sono relativamente scazzati ma meglio di niente. I miglioramenti sono prettamente in XY, in Z guadagni qualcosina, puoi usare LH di 0.06mm piuttosto che 0.08mm con lo 0.4mm... Gia' cosi' diventa tutto super lento non vedo il senso di cercare di andare oltre. Scusa sai ma ti farai un preset con i relativi valori, hai una sonda per Z. Ridurre la temp, ritrazione, raffreddamento per cominciare, ricalibrare pressure advance. Overhangs e bridge peggioreranno ma farai tutto con supporti immagino. Se tu li colori devi comunque usare una stampante a resina, se non vuoi usarne una chiaramente e' meglio che niente. Per me ne vale la pena per fare cose enormi, tipo sui 20cm, perche' il materiale costa molto meno e le stampanti a resina grosse sono piu' rare / costose. es: ---- Per concludere: per me ne vale la pena, non tanto usare lo 0.2mm ma stampare hi detail con la FDM, io faccio sempre 2/3 prototipi in FDM anche se poi stampo a resina per provare i colori. Per passarti una settimana comprare un nozzle da 0.2mm e' una spesa irrilevante. -
stampo dritto o rovescio?
eaman ha risposto a Tanbruk nella discussione Problemi generici o di qualità di stampa
Be' dipende anche da quanto sono grandi i bridge o se puoi stondare (fare a ~75") gli overhangs per la flangia. Ma se non ti costa fare i supporti fai come dice @dnasini . -
Artillery Sidewinder X4 Plus - Primo Assemblaggio - Connettore da 6 PIN
eaman ha risposto a ValerioBI nella discussione Problemi generici o di qualità di stampa
E' probabilmente per un accelerometro per input shaping. -
Vendo Creality cr10s completamente modificata
eaman ha risposto a Harlem68 nella discussione In vendita
Magari puoi provare su Subito.it , mettila in vendita a 50e con consegna a mano e alla peggio puoi offrirla anche in regalo. -
La Klipperizzazione della Chiron
eaman ha risposto a Killrob nella discussione Hardware e componenti
1. aprire e modificare un file 2. logs 3. riavviare i servizi Sysadmins in 30 caratteri. -
La Klipperizzazione della Chiron
eaman ha risposto a Killrob nella discussione Hardware e componenti
/var/log/syslog per l'OS https://www.klipper3d.org/Debugging.html#extracting-information-from-the-klippylog-file I log di Klipper lo scarichi anche dall'interfaccia web. -
La Klipperizzazione della Chiron
eaman ha risposto a Killrob nella discussione Hardware e componenti
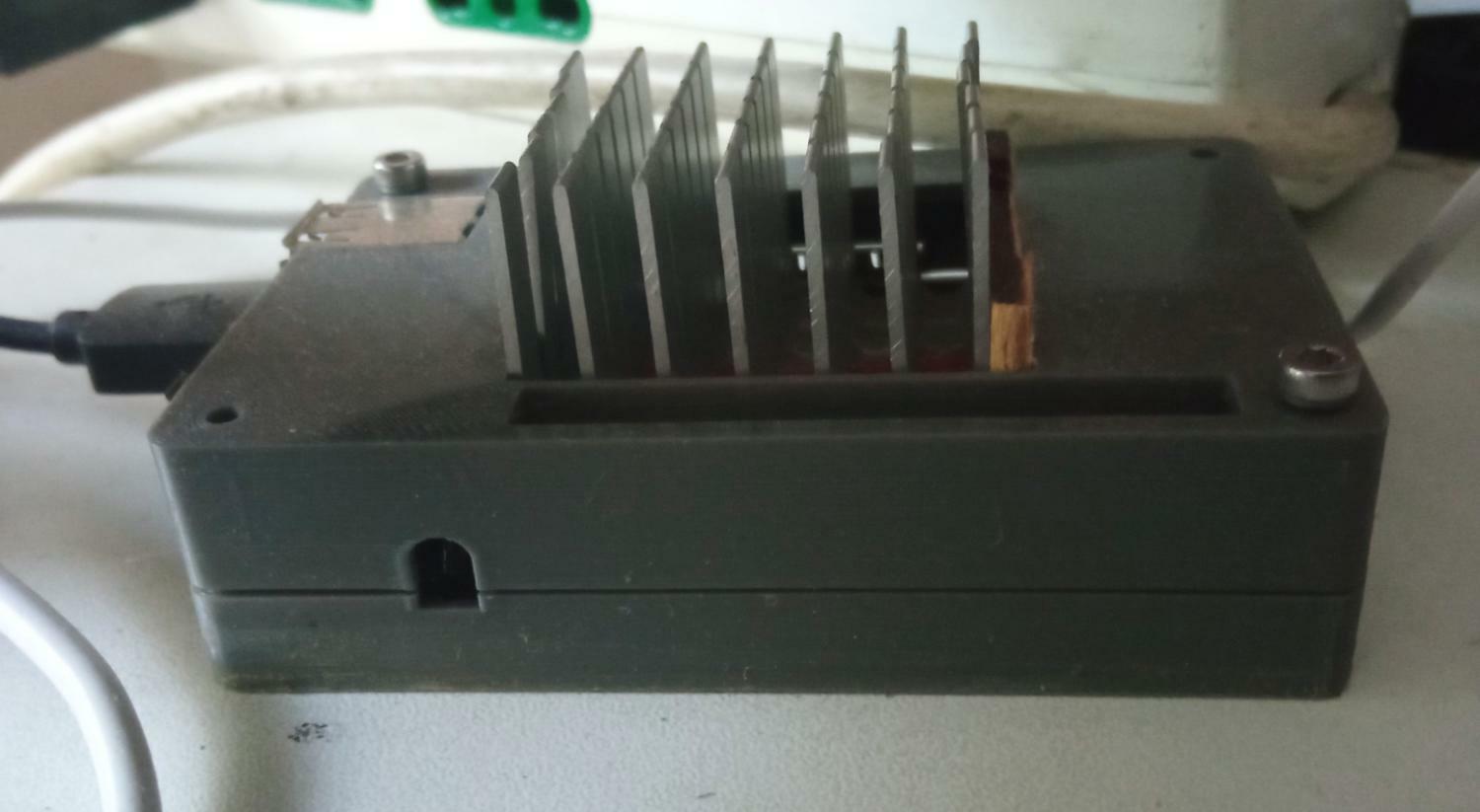
Se sta all'aperto raffreddata passiva ci sta, se e' chiusa e vicino a driver e PSU un blower o un minimo di ragionamento sui flussi d'aria va' fatto. Occhio che un dissipatore a contatto con la CPU, come quelli linkati, se li tocchi ti crashano la scheda con la statica. -
La Klipperizzazione della Chiron
eaman ha risposto a Killrob nella discussione Hardware e componenti
Se guardi su Ali ci sono i dissipatori per quelle schede, puoi anche usare qualcosa di random.
-
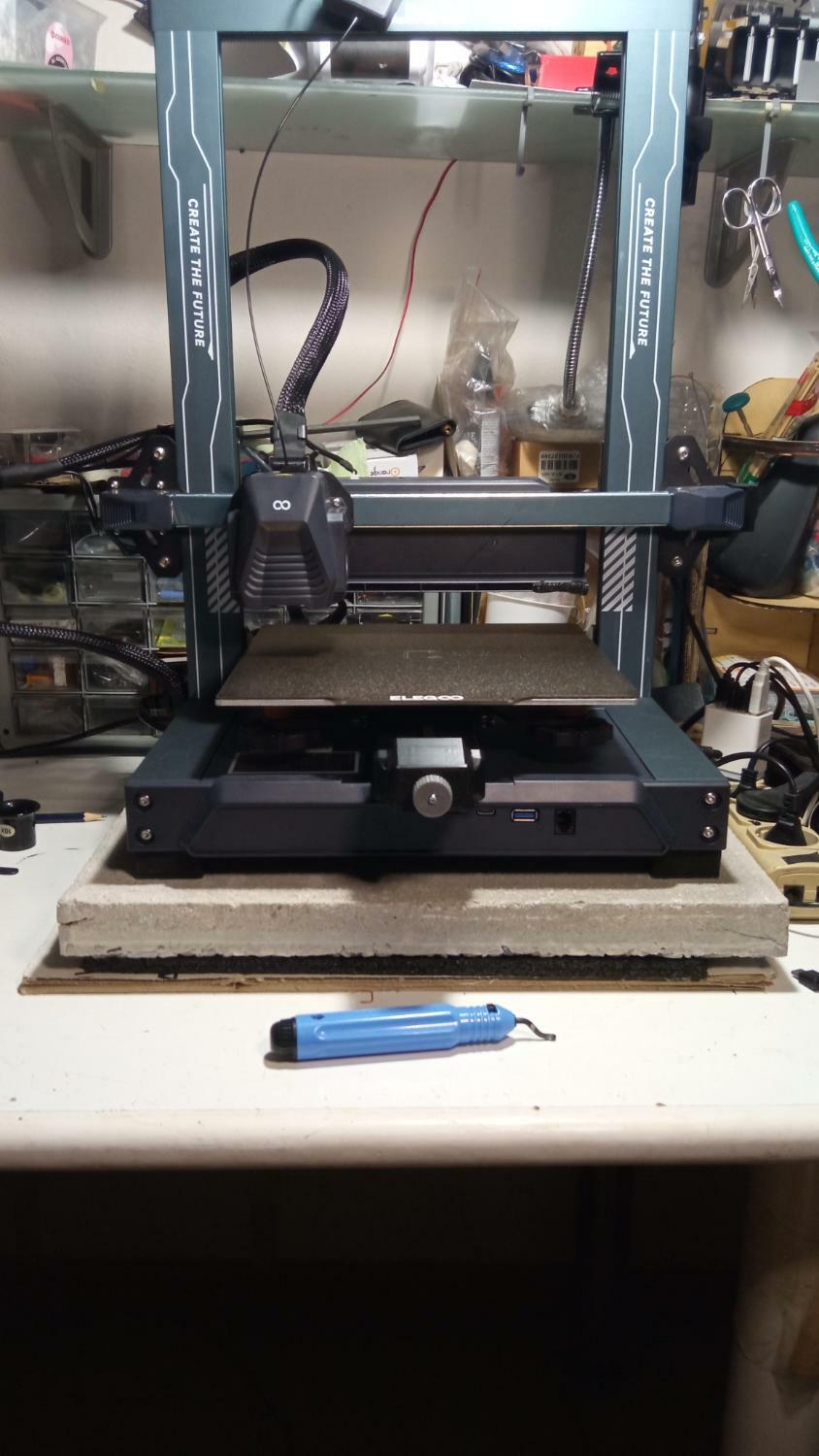
He ma non e' mica detto, devi fare un VFA test, per quei artefatti bisogna stare sopra ai 180mm/s in genere. Bho io uso foam + piastra in pietra nel caso:
-
artillery X1v4 display completamente bianco e comunicazione usb parziale, chiedo suggerimenti
eaman ha risposto a Carlo Macchiavello nella discussione Artillery
Be' in ogni caso una scheda di scorta nel cassetto fa sempre comodo, ancora meglio se in offerta. Perche' come vedi ogni tanto ci mollano. -
Be' potrebbe essere l'hot end intasato o gli ingranaggi dell'estrusore o la ventola di raffreddamento o un qualche tubo / passaggio del filamento impastato. Prova a guardare le varie procedure di manutenzione: https://wiki.bambulab.com/en/a1
-
artillery X1v4 display completamente bianco e comunicazione usb parziale, chiedo suggerimenti
eaman ha risposto a Carlo Macchiavello nella discussione Artillery
Se scegli klipper (che ti consiglio): https://www.klipper3d.org/Overview.html Puoi anche fare a meno del display, puoi usare il telefono o l'interfaccia web o addirittura un monitor da PC. Se il tuo vecchio display e' compatibile con la SKR lo ignoro perche' non la conosco, devi capire che tipo di display / connettore e' e se qualcuno lo usa con la SKR. Ma parti dalla fine: cerca in rete qualcuno / una guida / file di config di qualcuno che ha gia' fatto la cosa e li condivide, poi ti prendi l'hardware che hanno usato loro se non e' folle. Per la scheda SBC per klipper qualunque cosa va' bene ma puoi cominciare con una macchina virtuale o un pc / laptop. es: https://gist.github.com/GarthSnyder/082bd165a36c95a1d29cb714254bcc12 Si' perche' andra' decisamente meglio / piu' veloce, cambia lo start gcode. Ma magari trovi i profili gia' fatti. Vedi tu', considera che se compri un SKR Mini in svendita su ali a poco poi non fai fatica a rivenderla su Subito.it se non ci salti fuori. Anzi magari cercala pure li' ma costera' di piu'! 😉 Per darti un cielo: oggi con ~130e compri una stampante nuova con Klipper gia' installato e ovviamente il display https://www.sovol3d.com/products/sovol-sv07-klipper-direct-drive-3d-printer-print-speed-250mm-s 20e ok soprattutto se hai gia' una SBC o un vecchio portatile in casa, sopra ai 50e devi accettare che stai facendo un progetto il cui scopo e' imparare non tanto avere una macchina con un buon valore / prezzo. E ci vorra' tempo e fatica. chiedi pure quello che vuoi. -
artillery X1v4 display completamente bianco e comunicazione usb parziale, chiedo suggerimenti
eaman ha risposto a Carlo Macchiavello nella discussione Artillery
Se ti sbrighi ci sono gli sconti su Ali adesso, https://www.aliexpress.com/w/wholesale-skr-mini-e3.html se sei un softwerista potresti metterti a compilarle il firmware o passare proprio a Klipper. -
stampare con i layer in orrizzontale o in verticale?
eaman ha risposto a Tanbruk nella discussione Problemi generici o di qualità di stampa
Se vai da un OBI hanno tubi in PVC di tutti i diametri, lunghi, raccordi, essendo plastica li puoi anche deformare. Eh ma il problema e' tutto li', la direzione delle sollecitazioni a cui e' sottoposto. Se non ce ne sono stampalo in verticale che ti e' piu' comodo, considera che se invece lo vui fare piatto puoi anche fare dei lati schiacciati. L'epo e' rigida, quindi con i cambi di temperatura / dilatazione crepa, magari usa della fibra di vetro con la epo. \ Le colle siliconiche sono impermeabili e' piu' morbide. -
Problemi di adesione FLSUN SUPER RACER
eaman ha risposto a Edo7152 nella discussione Problemi generici o di qualità di stampa
E' una macchina particolare e hai un sacco di lavoro davanti per imparare a gestire da zero un nuovo firmware. La cosa piu' furba per te e' comprare quella Sovol da ~120e che arriva con Klipper standard cosi' almeno hai gia' una base. Vuoi fare tutto da zero? Compra una Ender3 per 50e, qui ne abbiamo tutti una bene o male e siamo passati a Klipper. Ma FLSUN l'avra' abbandonata immediatamente con il rilascio di un nuovo modello, dovresti almeno cercare un fw custom di Marlin 2.x , con input shaping e linear advance. Che e' IMHO comunque una perdita di tempo... La scheda che hai linkato va' bene per quanto faresti meglio a lavorare su una macchina virtuale o su un PC / portatile (viste le esperienze di altri) se non hai esperienza di SBC / Liunux. Come detto per la guida: stampante sbagliata per cominciare IMHO, per quanto certamente in rete c'e' qualche file di config di chi l'ha gia' migrata. Che poi se tu lo fai per lavoro potresti anche comprare un kit di una Voron Trident, dato che il tempo e' denaro. Che fai ci metti 2 mesi in piu' per riciclare una FLSUN che vale 100e? -
Consiglio su scelta materiale per leva con piccoli fori vicini
eaman ha risposto a Alex_80 nella discussione Materiali di stampa
Per fare fori da 1mm ti serve un trapano, indifferente il materiale. Probabilmente ti serve un service con una fresa CNC oppure ti compri un gira punte da 5e.
-
Lk1 longer componentebrucito da sovratensione
eaman ha risposto a pietrocx nella discussione Problemi generici o di qualità di stampa
Be' dipende, in che situazione sei ora e cosa ci va' attaccato a quelle 2 prese su cui lavora il diodo? -
Lk1 longer componentebrucito da sovratensione
eaman ha risposto a pietrocx nella discussione Problemi generici o di qualità di stampa
Dalla posizione e sigla potrebbe essere un diodo, hai provato con un tester? Oppure toglilo proprio e fai un ponte diretto. -
Quale piatto è meglio??
eaman ha risposto a Gabriele Maseroli nella discussione Hardware e componenti
Il piatto in vetro non va' sollecitato meccanicamente, bisogna sottopotlo a uno shock termico. In pratica, lo lasci raffreddare, non lo tocchi mai -> andava pulito e calibrato 2 volte l'anno. Il problema e' che e' pesante e le stampanti ora tendono ad andare veloci, il PEI comunque ha piu' aderenza ma non dura in eterno. Note: * un piatto liscio avra' meno aderenza di uno frost * quei due piatti si usano per stare a temperature piu' basse o addirittura freddi * piatti diversi si usano per materiali diversi -
Lk1 longer componentebrucito da sovratensione
eaman ha risposto a pietrocx nella discussione Problemi generici o di qualità di stampa
Prova a chiederlo al loro servizio di assistenza. -
Lk1 longer componentebrucito da sovratensione
eaman ha risposto a pietrocx nella discussione Problemi generici o di qualità di stampa
Ma immagino tu sappia su cosa fosse montato: guarda lo schema della scheda se di quella stiamo parlando. -
Quale piatto è meglio??
eaman ha risposto a Gabriele Maseroli nella discussione Hardware e componenti
Bho non capisco bene neanche io, un piatto in PEI da 18cm costa meno di 10e, se ci stampi tutti i giorni e ti dura 6 mesi non e' neanche tanto. Se vuoi un piatto "eterno" torna a usare il vetro, io ho il piatto in vetro della mia prima Ender3 che funzionava come nuovo quando ho smesso di usarlo. I piatti freddi costano il triplo dei normali e dubito siano "eterni". -
Per questo ho detto bomboletta, che e' per pigri e per chi ha fretta, per chi ci tiene c'e' l'aerografo. Se non hai fretto c'e' il barattolo, cioe' il pennello, che con 2-3e ti da' una qualita' di colore che i filamenti non avranno mai. Poi c'e' il vantaggio che usi una solo ruzzola di filamento invece che averne tot aperte che prendono umidita' e si rovinano. 🙂 Altro vantaggio: le stampe diventa UV resistenti, anche contro l'umidita' a seconda del colore. Quei vasi sono al solo da 2 anni e stampati in PLA, quelli non colorati crepano dopo un anno.