eaman
-
Numero contenuti
6.629 -
Iscritto
-
Ultima visita
-
Giorni Vinti
584
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di eaman
-

Anycubic Kobra 3 Combo errore asse Z
eaman ha risposto a autagi nella discussione Problemi generici o di qualità di stampa
Ecco in questa si vedono bene: Sembra lo stesso esatto range di quelle fatte da me, un po' meno sopra a 180mm/s, praticamente annullate sopra ai ~260mm/s . Sempre lo stesso periodo delle cinghie. BTW anche nell'altro thread sulla A1 sono state pubblicate se vuoi vederlo.
-
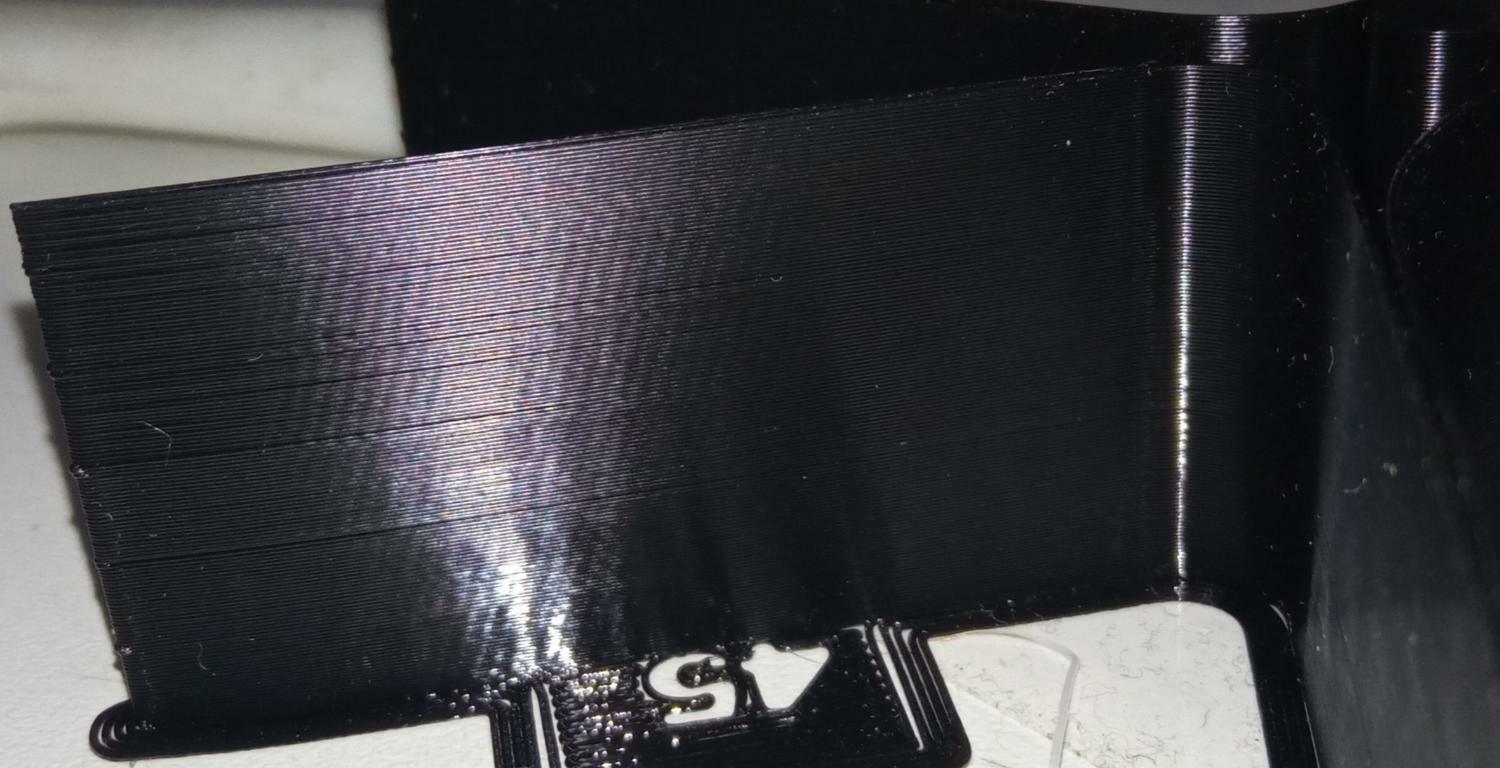
Io non le vedo proprio, tu le riesci a vedere? Su un filamento di colore simile io ho: In cui girando la camera con il flash un po' si vedono degli artefatti verticali, si vedono meglio dal vivo. Non su tutti i lati, in particolare su 45" , 30" e 0" (asse X). Tu sulle tue riesci a vederne? Tempo di stampa e' di ~18 minuti? Altrimenti si direbbe che non ci siano proprio VFA, cosa molto positiva pero' un po' anomala, es queste sono stampe sulla Bambu P1S e X2: https://forum.bambulab.com/t/banding-ringing-type-artifacts/1895/185?page=10 Qui uno con la A1: https://forum.bambulab.com/t/waves-on-x-axis/86506 Qui uno con la A1 che dice di non averne: https://forum.bambulab.com/t/request-comparing-vfa-a1-vs-x1/100230/7 ma e' una stampa con piu' perimetri... Insomma e' questo lo "strano", alcuni possessori della A1 mini dicono (con foto, mica metto in dubbio!) di non averne proprio, bene o male tutte le altre stampanti in genere ne hanno. Se anche tu mi dici che non ne hai tanto meglio, conferma del fatto che la A1 mini e' la stampante con migliore qualita' tra le Bambu (ovviamente fino a che non si fanno stampe alte). Grazie per le foto.
-
Che software 3d semplice?
eaman ha risposto a akita nella discussione Software di slicing, firmware e GCode
Ma lo vuoi free as in libre software o gratis? -
Che software 3d semplice?
eaman ha risposto a akita nella discussione Software di slicing, firmware e GCode
Be' ci sono i CAD per bambini ma non fanno cose serie / egregie. C'era Thinkercad ma Autodesk ha fatto di tutto per renderlo inutilizzabile, non so poi quanto sia educativo per adulti... -
Che software 3d semplice?
eaman ha risposto a akita nella discussione Software di slicing, firmware e GCode
Di software libero c'e' FreeCad, di roba gratis ce n'e' a bizzeffe con varie porcherie accessorie... Se e' un corso breve probabilmente il meglio sarebbe OnShape che non devi manco installare. -
Come modellare un esagono
eaman ha risposto a Lirin nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
Capita che detriti di filamento o polvere si depositino sul v-slot, meglio tenere la stampante sotto un panno quando non lavora e pulire con un pennello il gantry di tanto in tanto. -
Anycubic Kobra 3 Combo errore asse Z
eaman ha risposto a autagi nella discussione Problemi generici o di qualità di stampa
In questo thread stanno provando a stamparlo su una Bambulab A1 mini se ti interessa il confronto: -
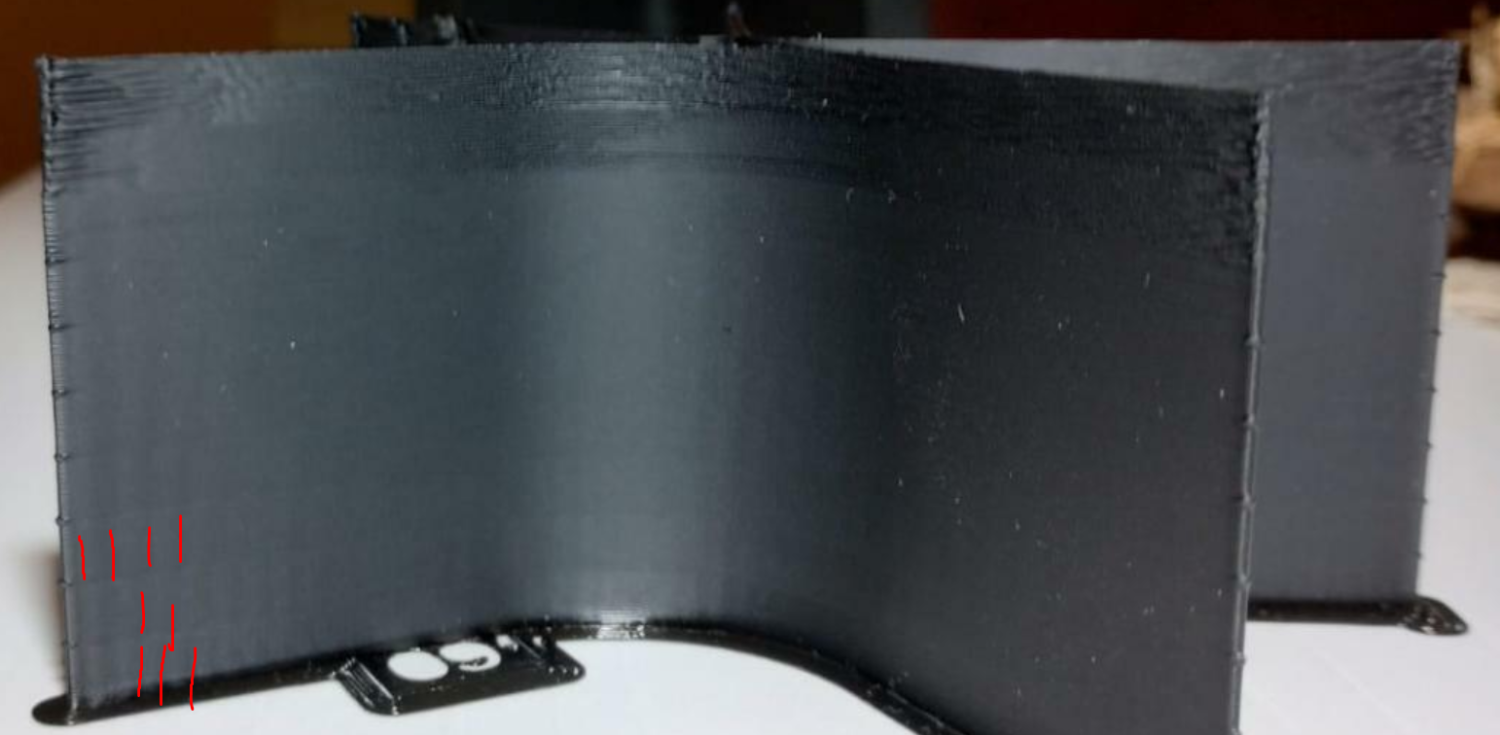
Allora c'e' di buono che e' riuscita a stamparlo fino a 300, pero' io faccio fatica a vedere le linee verticali, tu le vedi dal vivo? Dovrebbero essere tipo queste: Che ho fatto ieri, se ti interessa in questo thread @autagi sta provando a stamparlo su una Kobra 3 Si dovrebbero vedere le bande verticali che diminuiscono con l'aumentare della velocita', meglio con il riflesso quindi serve una buona qualita' delle superfici verticali. Cosi' da lontano direi che la tua stampa ha un problema di z-banding probabilmente dovuto al filamento umido / rovinato. Tu riesci a vedere qualcosa dal vivo? Grazie ancora per lo sbattimento 🙂
-
Anycubic Kobra 3 Combo errore asse Z
eaman ha risposto a autagi nella discussione Problemi generici o di qualità di stampa
-
Non penso che tu possa scaricare / caricare direttamente file sulla memoria della Ender 3 Pro, che io sappia ha solo la scheda SD e non e' visibile con connessione seriale via USB. Puoi stampare da computer, non caricare files.
-
Anycubic Kobra 3 Combo errore asse Z
eaman ha risposto a autagi nella discussione Problemi generici o di qualità di stampa
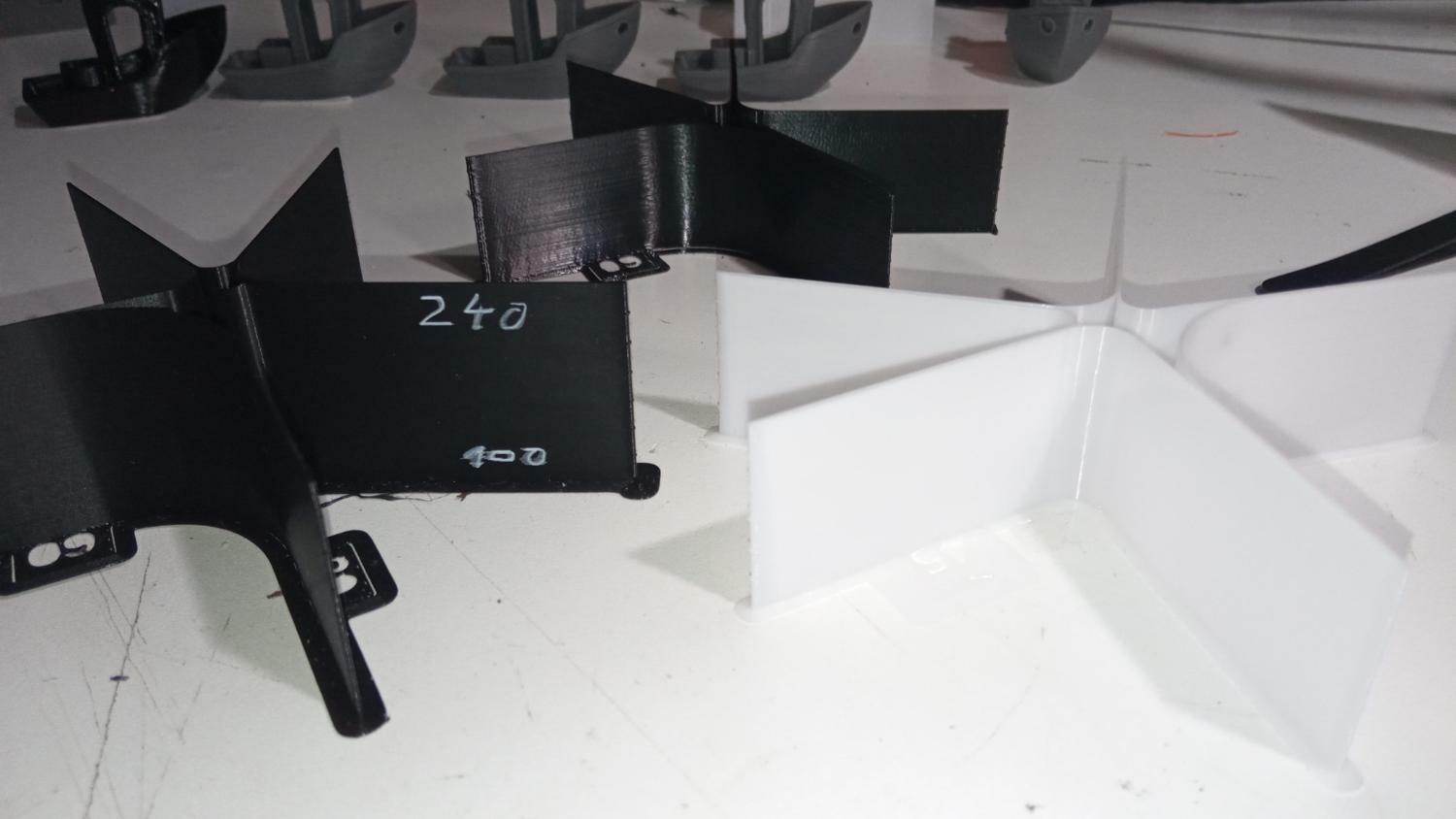
Io ne ho fatti un paio sulla Neptune 4 Pro: 1. Spreadcycle, 64 microstep 2. Stealthchop, 16 microstep, interpolation ...e sono venuti praticamente uguali: Entrambi il lato a 45" dove non ne vedo assolutamente oltre a ~260mm/s, poca roba a 180mm/s. Piu' o meno conforme a altri fatti in precedenza con altri colori in cui la base e' di 160mm/s, si vede che questo PLA+ 2.0 e' un po' piu' riflettente / stronzo. Per chi fosse confuso sulla differenza questa e' una stampa con velocita' sotto al margine VFA comparata alla stessa sopra ai ~180mm/s: -
Anycubic Kobra 3 Combo errore asse Z
eaman ha risposto a autagi nella discussione Problemi generici o di qualità di stampa
Yup l'AMS lite va' bene per chi vive nel deserto, sembra buffo ma tutte le volte che chiedo a chi lo ha come si trova sembra proprio che stiano tutti in Arizona... Anche l'AMS normale penso sia tempo che lo aggiornino. C'e una differenza tra filament dryer e dry box storage: il primo serve per asciugare il secondo solo per mantenere. Io ho ~6 dry box e un solo dryer, secondo me il dry box vale la pena perche' ne fai 5 con 40e mentre i dryer costano 5x, non e' che devi asciugare sempre, diversi filamenti hanno diverse esigenze. -
Anycubic Kobra 3 Combo errore asse Z
eaman ha risposto a autagi nella discussione Problemi generici o di qualità di stampa
Serve installare OrcaSlicer, poi selezioni la K3 Pro e c'e' una voce per generare la stampa: https://www.obico.io/blog/speed-test-in-orcaslicer-vfa-a-comprehensive-guide/ Cosi' magari vedi anche se e' questione di slicer. Se ti interessa fare un confronto un'altra stampa tattica e' una torre per il z-wobble: https://www.printables.com/model/393668-simple-z-bandingwobble-test-tower , ma se fai anche solo il VFA e' gia' buono per vedere come vanno queste macchine di nuova generazione. -
Problemi con il touchscreen
eaman ha risposto a angi nella discussione Problemi generici o di qualità di stampa
Magari prova a resettare il firmware se fai in tempo, oppure prova a spegnere l'access point wifi. -
Come modellare un esagono
eaman ha risposto a Lirin nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
OK ma quindi e' la toolhead, quella che si muove in orizzontale = X ? Bisogna che ci guardi bene e scopri cos'e' che la fa saltare. -
Anycubic Kobra 3 Combo errore asse Z
eaman ha risposto a autagi nella discussione Problemi generici o di qualità di stampa
Penso di si' considerando che la Kobra 3 la vendono come sai a 370 con l'ACE che dovrebbe essere meglio dell'AMS lite. 340e per la sola bedslinger sono mica pochi. A proposito, se non l'hai ancora inscatolata fai in tempo a fare un VFA test su quella Kobra 3? Cosi' vediamo come stanno a qualita' la A1 e la K3. Io vi posso far vedere quelli fatti con la Neptune 4 Pro. -
Come modellare un esagono
eaman ha risposto a Lirin nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
Non mi e' chiara una cosa: tu sembra stia parlando del piatto ma la freccia e' su X. Cos'e' che ha un bozzo: il piatto o il gantry? Y o X? -
La mia Ender 3 a metà stampa smette di estrudere
eaman ha risposto a Stoky04 nella discussione Problemi generici o di qualità di stampa
La ruota sotto e' montata su una ellittica, gira il bullone e si stringe. -
Anycubic Kobra 3 Combo errore asse Z
eaman ha risposto a autagi nella discussione Problemi generici o di qualità di stampa
He quello e' un test tosto per il primo layer, tanti perimetri e interruzioni, ci vuole una stampante con i controcoglioni 😛 https://store.piffa.net/3dprint/ender/first_layer/first_layer_full_size.mp4 Be' dai ci hai provato, se ti fanno il reso magari guarda se c'e' qualcosa di interessante oggi che e' prime day (lego technik in sconto 🙂 ) oppure magari tieni botta fino al black friday, c'e' caso che Bambu faccia uno sconto sulla A1. -
Come modellare un esagono
eaman ha risposto a Lirin nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
Be' aspetta, prima prova a muovere l'asse con la cinghia completamente smollata e vedi dov'e' il problema. Se non c'e' e' la cinghia. Poi tira la cinghia: https://belt.connect.prusa3d.com/ -
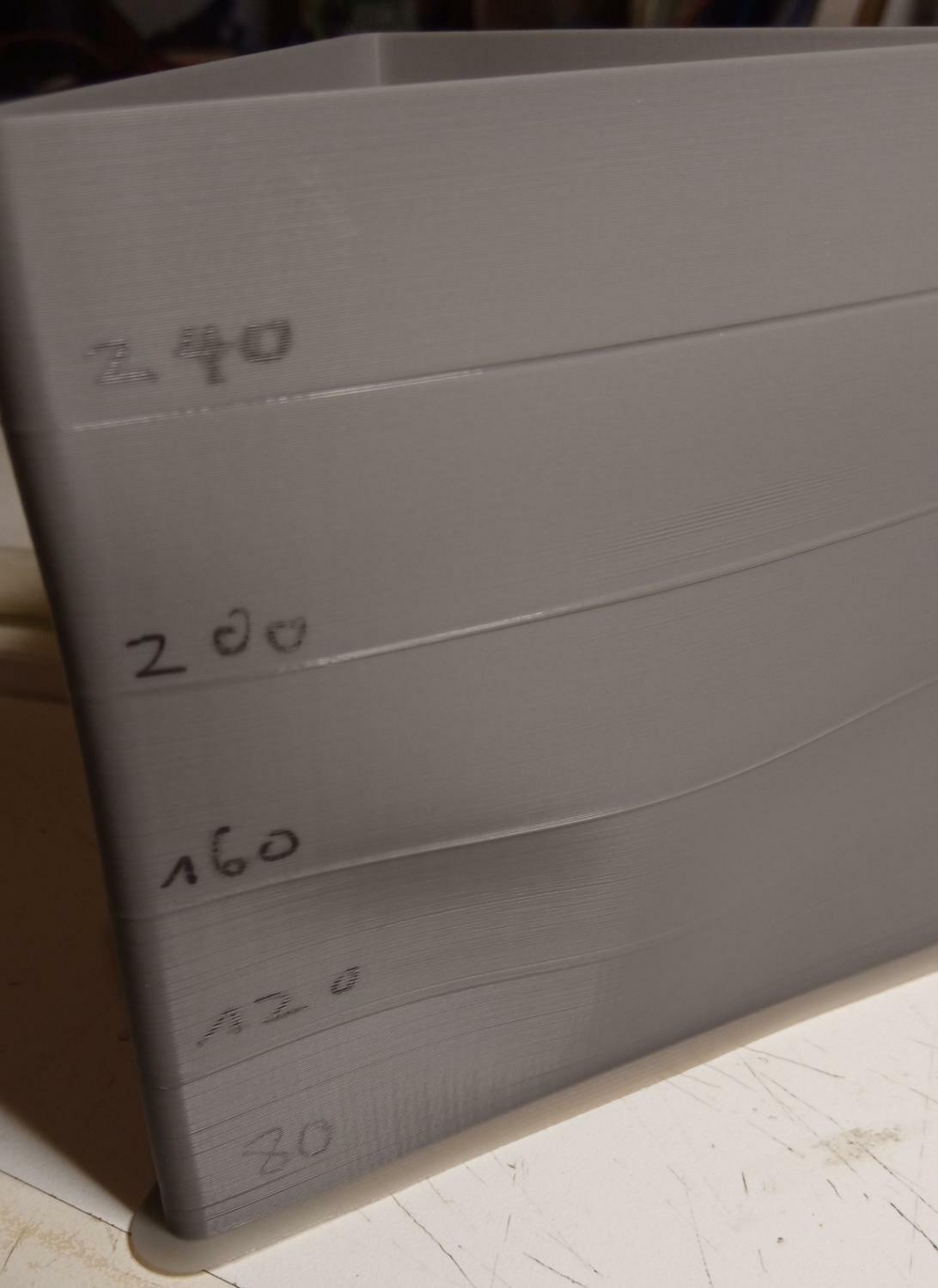
Viene molto grande cosi', si puo' fare anche un po meno. Io partirei tipo da 120mm/s, non penso che tu ti metta mai a stampare a 40mm/s. Ma se vuoi provare da 40mm/s fai un range completo. Diciamo che 120-320 con incrementi da 20mm/s e' gia' comprensibile, considerando che e' anche una bedslinger... Thanks!
-
@giaccaz Posso provare a chiederti se riesci a fare un VFA test sulla A1? Non ci e' mai riuscito nessuno 😞 ... Non so se lo fa BambuStudio ma c'e' nelle calibrazioni di OrcaSlicer: https://www.obico.io/blog/speed-test-in-orcaslicer-vfa-a-comprehensive-guide/ Diciamo in un range di velocita' che usa la stampante, tipo da 160mm/s a 300mm/s, vedi un po' tu con cosa sei a tuo agio...
-
Anycubic Kobra 3 Combo errore asse Z
eaman ha risposto a autagi nella discussione Problemi generici o di qualità di stampa
Posso indirizzarti a questa che e' per un altra stampante, ma i concetti sono quelli: https://drive.google.com/file/d/1sTHUbAnGNLwwWpDrvgP9OlkK0qBMIdQE/view seconda pagina. Be' puoi fare dei quadratini, es: 5x5-Bed-Level-Calibration-v2.stl , togli 1 cm dalla misura del piatto. Per provare giusto l'offset basta anche un solo rettangolino, magari stampalo sopra alla cella di carico dell'offset. - https://www.klipper3d.org/Bed_Mesh.html La prima e' lo z-offset sulla cella di carico, la seconda e' la mesh ma non dovrebbe essere necessario fare tutto il piatto, basta la dimensione della stampa. Dipende da come e' configurato lo slicer. -
Che piatto uso per materiali ingegneristici??
eaman ha risposto a Gabriele Maseroli nella discussione Problemi generici o di qualità di stampa
Io piuttosto guarderei a un qualche spray colloso da usare come strato intermedio con quei materiali che possono avere troppa adesione al piatto E' anche che magari non sta bene dire che certe cose sono pagliacciate fatte per stampanti che si atteggiano "eng" quando poi non hanno manco la camera riscaldata. Ma se te lo vuoi sentire dire te lo dico io. -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
eaman ha risposto a Cubo nella discussione Nuove idee e progetti
Peggio pero' devi guardare quanto smoothing fa. C'e' https://github.com/Frix-x/klippain-shaketune per fare un po' di debug. C'e' anche caso che tu possa poi fare di piu', a parte che quella potrebbe essere l'accelerazione max per le pareti esterne per le stampe draft puoi andare anche di piu'. Ieri con una stampante con accelerazione consigliata 4.2k ho fatto una benchy con pareti esterne a 12k e tutto il resto a 18k: di ringing era "a posto" (12mm/s di corner velocity). Piuttosto io farei una stampa per i VFA che potrebbero aumentare stringendo le cinghie di piu'.