eaman
-
Numero contenuti
6.625 -
Iscritto
-
Ultima visita
-
Giorni Vinti
583
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di eaman
-

Acquisto nuova stampante 3d - aggiornamenti
eaman ha risposto a Rosssiiii nella discussione La mia prima stampante 3D
Che io sappia la Kobra 3 si monta come la Bambu ed e' preconfigurata e si calibra automaticamente, come piu' o meno tutte le stampanti di ultima generazione. Ecco la SV07 e' un po' piu' vecchia e' c'e' da regolare lo z-offset ma mica serve un genio per farlo. -
Acquisto nuova stampante 3d - aggiornamenti
eaman ha risposto a Rosssiiii nella discussione La mia prima stampante 3D
Non e' che deve, in genere si usa quello da 0.4mm Sara incluso, controlla magari Non so', le cinghie non sono standard, devi cercarle. Ma se non le scassi un anno ti durano, anche di piu'... Quello sembra fatto apposta per la A1, ovviamente cambiano in base al tipo di estrusore. Quella roba se non la scassi per user error puo' durare anni, ma almeno un nozzle di ricambio in caso e' meglio averlo. Il problema e' il tempo da attendere se ti serve un ricambio, non farne una malattia. Per le macchine normali compri 10 nozzle a 10e, le cinghie buone costano 5e 2metri, gli hot end se li scassi e' il momento di comprarne uno piu' figo... Ma non buttare soldi a ignoranza a Bambu, lo fanno apposta, piglia magari un nozzle di scorta e amen, la macchina e' nuova si spera che un anno funzioni cosi' com'e'. -
Acquisto nuova stampante 3d - aggiornamenti
eaman ha risposto a Rosssiiii nella discussione La mia prima stampante 3D
Guarda: cerca su internet una guida / immagine con le parti di una stampante 3d. L'estrusore non e' tutta la tool head. Le parti che generalmente si consumano sono nozzle, cinghie, extruder gear. Poi se hai sfiga o fai un casino c'e' caso di scassare l'hotend o l'estrusore, se non hai voglia di imparare a pulirlo te ne compri uno nuovo. Un hotend non originale lo trovi per la Bambu, pure il nozzle. Orientativamente ogni parte che si muove o si scalda e' consumabile, anche il piatto. Per le Bambu c'e' un wiki con le varie parti e le riparazioni. -
Acquisto nuova stampante 3d - aggiornamenti
eaman ha risposto a Rosssiiii nella discussione La mia prima stampante 3D
La Kobra usa decisamente Klipper come firmware pero' l'Anycubic e' un'azineda notoriamente di merda per il software e non ha rilasciato i sorgenti. Io gli ho rotto i coglioni pubblicamente piu' volte (...) e il team marketing, l'unico che mi risponde, mi ha detto che lo rilasceranno "soon", questo fin da prima che cominciassero a venderla... Quello della Kobra 2 Pro non lo hanno mai rilasciato e nessuno sa come minchia funzia la scheda che monta... Almeno c'e' da dire che essendo questi coglioni la prima versione che hanno venduto aveva root aperto quindi un po' di reverse engineering e' stato fatto sull'ACE: https://github.com/printers-for-people/ACEResearch e mi sembra che ci sia qualche via di installare / passare Klipper pulito... ...cosa volete che vi dica, giudicate voi. ma le componenti che si usurano su una bambu lab A1, dato che abbiamo detto che ha Fw proprietario, mi obbliga a dover comprare per forza componenti originali o posso usare anche quelli di terze parti ? Il fw chiuso ti preclude di installare componenti off the shelf generici che puoi trovare su aliexpress. Il fatto che la stampante sia ingegnerizzata come un robot da cucina fa si che se ti si rompe qualcosa al 90% ti devi rivolgere a loro. Capiamoci: e' una questione di soldi, tu paghi un premium per non dover pensare alle cose, ci pensano loro per te e te paghi e non puoi / devi andare attorno a niente. E' tipo un prodotto apple. -
Io il portafoglio digitale lo stamperei in PETg che e' un po' piu' resistente 🙂
-
Dho, mettici della colla a caldo sopra. (La colla a caldo e' un modo rapido e semplice per risolvere il 10% dei problemi e rendere totalmente irrecuperabile il restante 90% 🙂 )
-
Bisogna che quella roba la compri in Cina su Aliexpress.
-
https://www.google.com/search?client=firefox-b-d&q=jst+22pin
-
Acquisto nuova stampante 3d - aggiornamenti
eaman ha risposto a Rosssiiii nella discussione La mia prima stampante 3D
Io il filamento della Bambu non lo comprerei, costa una fucilata! Di nuove stampanti so che sta per uscire una Elegoo corexy per principianti, ma costera' di piu' della A1 mini mentre se vuoi il multimateriale la Kobra 3 combo e' in offerta al momento. Quei sacchetti sembrano buoni, io per quello uso dei Cuki che trovo al supermercato ma sono un po' sottili.
-
In basso c'e' un'apertura sul lato, prova a spingere il dente in metallo e dovresti riuscire a spingere fuori il connettore in metallo. Magari e' un JST a 20 pin?
-
convogliatore aria sul nozzle
eaman ha risposto a MarcoZen nella discussione Problemi generici o di qualità di stampa
Si chiama fan duct e te ne puoi stampare un'altro. -
FreeCAD 1.0
eaman ha risposto a eaman nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
A me non dispiace l'approccio di FC per la progettazione meccanica: e' meno immediato di Fusion pero' e' piu' esplicito, robe tipo i constrain mi piace che siano ben elencate e individuabili. L'idea della timeline cozza con la progettazione meccanica, ah piu' a che fare con le meccaniche di funzionamento del software. Certo ti costringe a fare certi passaggi e a fare le cose in un certo modo ma di fatto anche in Fusion se non lavori in un certo modo le cose cominciano a esplodere abbastanza rapidamente, solo che hai piu' corda per impiccarti. Il problema principale con Fusion e simili IMHO pero' e' la licenza: quelli di Autodesk si tengono in cloud i tuoi file, non li puoi usare a scopo commerciale, chissa' cosa si inventeranno domani per farti pagare 2k all'anno... Per le cose che si possono fare con FC mi sa che sarebbe meglio usare quello, almeno per avere un'alternativa in modo da evitare che Autodesk e gli altri possano fare qualche merdata per mancanza di concorrenza. Oddio, Fusion comincia anche a funzionare veramente male, si inchioda, non ti dice che certe cose non riesce a farle, la user interface e tutta la baracca cambia continuamente e sei costretto ad aggiornare... -
FreeCAD 1.0
eaman ha pubblicato una discussione in Problemi di modellazione 3D, gestione mesh, esportazione in stl
E' uscita la release candidate di FreeCad 1.0, la nuova versione di FreeCad che risolve vecchi problemi come la topologia dei nomi , assemblies e finalmente una user interface un po' piu' decente. Release notes: https://wiki.freecad.org/Release_notes_1.0 ----------- Se state pensando di darvi al CAD meccanico e' il momento di prendere in considerazione FreeCAD: - Gratuito anche per uso commerciale - Funziona off-line senza bisogna di accounts, completamente autonomo - Non si inchioda continuamente come Fusion360 - Tutto open source e libero, niente limitazioni sul numero di files, exports, condivisione... E' libero e restera' sempre cosi' mentre con Fusion / Onshape non sai mai cosa potrebbe capitare in futuro con la licenza, l'esportazione dei files, plugins e qualsiasi altra cosa si possono inventare per rompere le balle agli obbisti e spingerli verso la versione a pagamento. Tutorial base: -
CR TOUCH CREALITY E ENDER3 PRO
eaman ha risposto a Gs_creazioni nella discussione Hardware e componenti
Hai due valori: 1. probe offset https://marlinfw.org/docs/gcode/M851.html che e' quello che devi calibrare una volta sola XY per tutta la stampante, ma Z cambia se cambi il nozzle. 2. z-offset che puoi variare a ogni stampa a seconda delle esigenze. In pratica tu dovresti stampare con lo z-offset a 0 e intervenire solo su Z (che sarebbe il PROBE_OFFSET su klipper) per il "livellamento". Ricordati di usare adaptive mesh quando hai impostato tutto: https://store.piffa.net/3dprint/ender/first_layer/first_layer_full_size.mp4 -
fessure tra le pareti
eaman ha risposto a marcy69 nella discussione Problemi generici o di qualità di stampa
In quel caso entrambi i perimetri esterni sono appunto external wall e quindi potresti avere 3x2=6 perimetri fino ad arrivare a 2mm. Poi aracne come generatore di perimetri varia autonomamente la line width. Ma si ragiona al contrario: tu devi decidere quanti perimetri vuoi, poi fai il calcolo di quanto spesse disegnare quelle pareti per avere lo spessore che vuoi per i perimetri. Conta che con nozzle da 0.4mm puoi fare tranquillamente 0.65mm di line width per gli esterni e 0.9mm per la roba non a vista, tipo il internal solid infill non c'e' ragione per farlo a meno di 0.65-0.9mm. -
Qualità stampa
eaman ha risposto a francescoevv nella discussione Problemi generici o di qualità di stampa
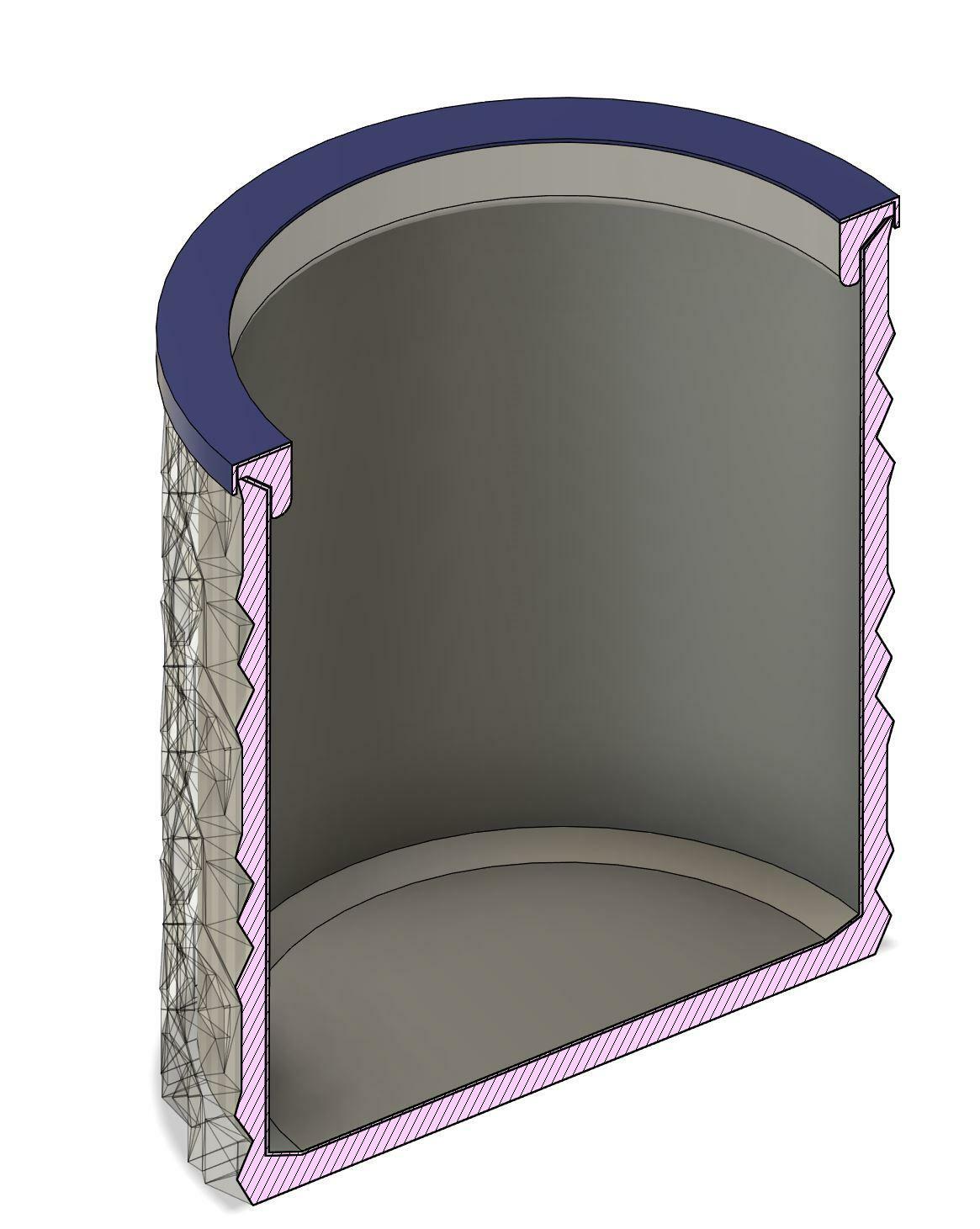
@Otto_969 ma tu l'infill lo disegni a mano composto da piu' perimetri? Perche' altrimenti, se non sono perimetri adiacenti, in materiale non viene spiaccicato tra i layer e non tiene una minchia, tant'e' che spesso l'infill si sfascia mentre lo stampi. Poi usando i vari cubic / gyroid per non fare layer shifting sono praticamente degli overhangs... Se hai un'oggetto grande devi fare webbing: strutture interne di rinforzo https://store.piffa.net/3dprint/box_with_web.3mf (PrusaSlicer). Tip: se vuoi del peso / struttura / watertight extra versaci dentro del gesso.
-
Logo da png a stl
eaman ha risposto a FoNzY nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
Minchia adesso me lo dici! lol 😄 -
Logo da png a stl
eaman ha risposto a FoNzY nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
Se volete io l'ho ricalcato in Fusion / Inkscape, se @FoNzY e' d'accordo posso condividerlo. Adesso sarebbe da estrudere e stondare a piacimento. -
Acquisto nuova stampante 3d - aggiornamenti
eaman ha risposto a Rosssiiii nella discussione La mia prima stampante 3D
Non c'e' problema per lo slicing, ci metterai qualche secondo in piu'... -
Scelta materiale di stampa per progetto
eaman ha risposto a Nicche05 nella discussione Stampa 3D industriale
Puoi fare dei prototipi ma con la A1 mini e' gia' tanto se stampi il PETG. Fondamentalmente la stampa 3d casalinga e' per prototipi, il prodotto finale potresti fartelo fare da un service in metallo o in qualche tipo di policarbonato magari. E' anche facile che se e' una forma semplice si possa fare al laser o con una fresa. -
Qualità stampa
eaman ha risposto a francescoevv nella discussione Problemi generici o di qualità di stampa
L'infill serve a tenere su il top layer in modo che non sflappi, devi fare piu' contorni o del webbing per aumentare la resistenza strutturale. L'infill di un solo perimetro non ha valenza strutturale. -
Logo da png a stl
eaman ha risposto a FoNzY nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
Bho' vedi tu, io non sono un grafico / CAD ma almeno te lo faccio a gratis 🙂 -
Logo da png a stl
eaman ha risposto a FoNzY nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
Cioe' ti basta una estrusione per dargli spessore o c'e' da fare qualche sciccheria particolare? Nel primo caso mandami un link e te lo estrudo con Fusion360 se vuoi. -
fessure tra le pareti
eaman ha risposto a marcy69 nella discussione Problemi generici o di qualità di stampa
Dho, prova a resettare Cura oppure ricarica il backup dei tuoi profili, avrai scasinato qualcosa... -
Qualità stampa
eaman ha risposto a francescoevv nella discussione Problemi generici o di qualità di stampa
Stampare roba tondeggiante in Z non e' mica una buona idea con una FDM... Io faccio anche fatica a capire come dovrebbe essere lo STL originale data la riflettanza di quel PETG.