eaman
-
Numero contenuti
6.691 -
Iscritto
-
Ultima visita
-
Giorni Vinti
595
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di eaman
-

problema con disegno per stampa in vase mode
eaman ha risposto a lever63 nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
Io aumenterei lo spessore del disegno originale in modo che sia ampiamente piu' spesso della layer width che userai nello slicer. -
La cinghia non ha i denti nella parte che va sull'idler piatto.
-
Poca adesione al piatto
eaman ha risposto a Bob901 nella discussione Problemi generici o di qualità di stampa
Ma non e' che nel frattempo ti si e' solo bagnato il filamento? Puoi dargli un po di Z-hop fin dal primo layer. -
SKR Mini V 2.0 senza raffreddamento attivo?
eaman ha risposto a eaman nella discussione Hardware e componenti
Si io ho fatto la stessa cosa con la Neptune per la ventola dell'alimentatore che era troppo rumorosa. Stavo quasi pensando di attaccare sia la ventola della scheda che quella dell'hotend al riduttore, magari comprare una 4020 e farla girare piu' piano. Un blower ce l'avrei ma mi spara l'aria di lato e preferirei la sventolina che tira sui driver e poi esce di lato. Intanto ho attaccato quelle due ventole al FAN che si attiva solo quando l'estrusore e' caldo, tanto i driver non vanno se la stampante non va. -
Bho, praticamente pensavo di montare il motore sulla slitta del tendicinghia, vedo che altri hanno messo un tendicinghia sotto (oppure a lato) con un'altra pulley. Ma non e' una priorita' al momento, se la faccio andare piu' veloce fa' piu' casino e invece voglio silenziarla. Grazie lo stesso.
-
SKR Mini V 2.0 senza raffreddamento attivo?
eaman ha risposto a eaman nella discussione Hardware e componenti
Evvabbe', faro' fuori uno step down, magari riesto a farlo tirare fino alla ventola dell'alimentatore e rallento anche quella. Thanks 😞 -
SKR Mini V 2.0 senza raffreddamento attivo?
eaman ha pubblicato una discussione in Hardware e componenti
Sto modificando la Ender per renderla piu' silenziosa, mi e' venuto il prillo di togliere proprio la 40x40x10 che raffredda attivamente la scheda madre / driver: dite che sia una cattiva idea? Cioe' si lo so che e' una cattiva idea, ma e' 100% che cuocio all'istante i driver o posso farci l'inverno? 😉 Ho ridisegnato la cover per lasciarla quasi tutta aperta, ho i motori a ~1.2a. ...altrimenti ci metto un riduttore di voltaggio e provo a farla andare un po' piu' piano, ho dei blower silenziosi ma bisognerebbe disegnargli un fan duct.
-
Perche'? Hanno il doppio grano. Le ultime economiche che ho montato son o queste: https://it.aliexpress.com/item/1005004075200597.html : ci vedi qualche differenza? He ho pensato anche a quello, piu' che altro vorrei metterlo su Y, devo disegnare un supporto che sia stabile e non richieda una pulley aggiuntiva, poi devo vedere se le schede normali di SKR mini riescono a spingere due motori dato che gia' sto attorno ai 1.3ampere. Pero' per il piatto ne varrebbe la pena, X e' gia' abbastana veloce rispetto al piatto.
-
Si ci avevo pensato anche io e ne ho gia' comprate un paio, dici che basti quello? Stavo anche pensando di comprare queste https://www.aliexpress.com/item/33002989677.html che dovrebbero essere fatte un po' meglio delle solite da 1e. Bisogna che trovi un attimo per montare le doppie dentate su una macchina.
-
Ma stai aspettando il Black Friday? Ho visto che la SKR 2.0 e' gia' in offerta a 19e: https://www.aliexpress.com/item/1005006743547807.html , e' quella che uso io sulla mia Ender3 se vuoi la configurazione.
-
Problema con aggiornamento, la stampante non trova la posizione dell'asse z.
eaman ha risposto a MickZip nella discussione Problemi generici o di qualità di stampa
Direi di no. Ma il vecchio proprietario lo ha proprio tolto l'end stop su Z? Magari almeno con l'end stop funziona. Se te la vuoi studiare se non ricordo male ci sono 2 modi per collegare il BLT: su apposito connettore oppure al posto del connettore dell'end stop, metti caso che il firmware e' configurato al contrario di come e' collegato l'hardware. -
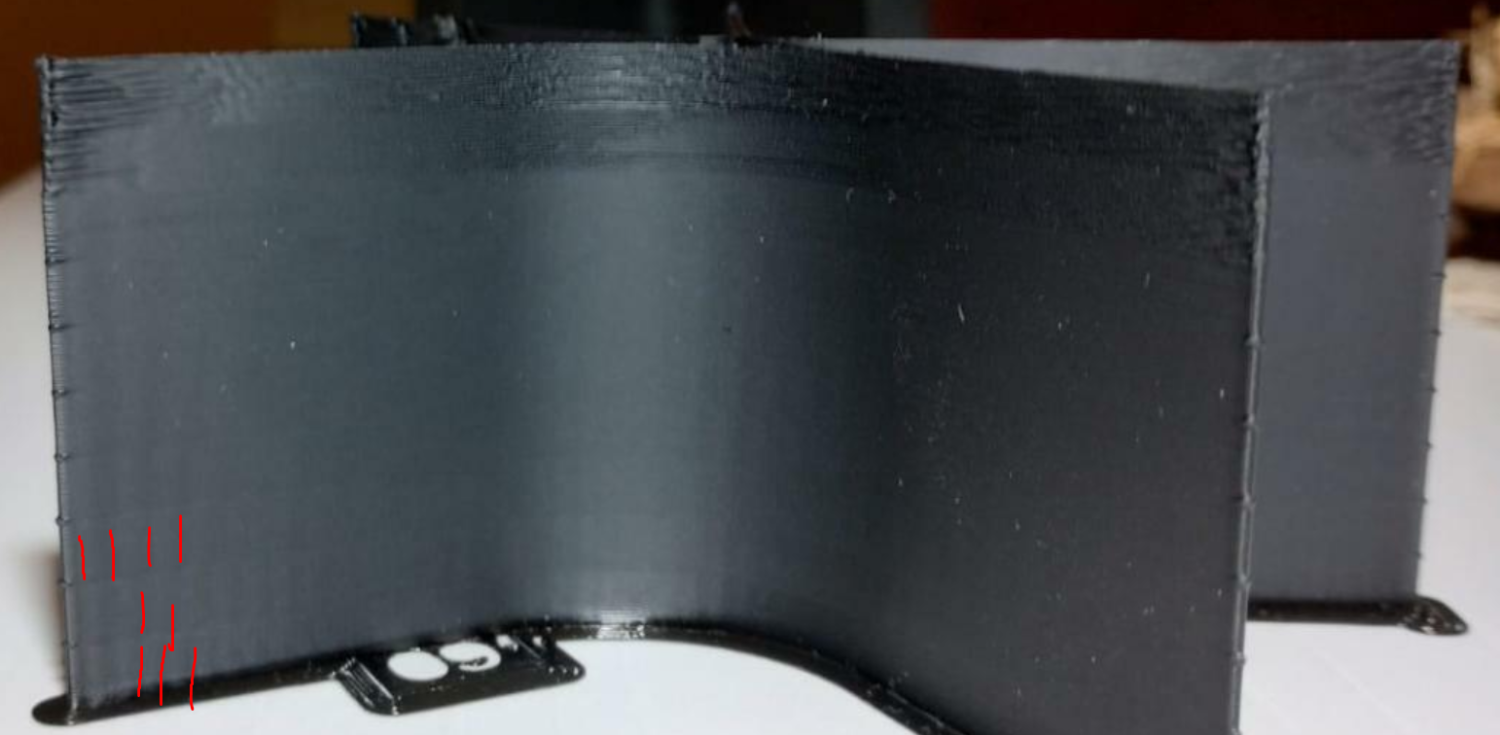
Quelle che ho evidenziato io sono dovute alle cinghie: Il periodo dei pattern corrisponde al passo delle cinghie. Il trucco e' che sulle A1 hanno tolto i denti dalle cinghie nella parte che che non tira dalla puleggia dentata del motore quindi quando quella parte gira sulla opposta puleggia piatta non fa gli impatti. Poi e' una cinghia con passo da 1.5mm piuttosto che la solita 2mm. Be' le foto che ho postato io sono fatte con una Neptue 4 pro che a 300mm/s di stampa ci arriva, con meccanica di serie, magari prima o poi provo a montare cinghie e puleggie migliori e un po' migliora. Oppure provo a modificare le cinghie rimuovendo i denti, va te a sapere... Ti credo. E' un risultato bello importante IMHO, questa non solo e' una macchina relativamente economica ma e' praticamente l'unica di serie che stampa veloce (c'erano alcune opzioni di motori per le vecchie Prusa pero' stampando lento) che ha pareti verticali esenti da artefatti. Devo ammettere che mi fa anche un po' inca77are! Thanks again. Ah per altro mi sembra che la A1 si comporti bene anche come z-banding, cioe' per la stabilita' di estrusione sulle pareti verticali: Questo e' una stampa con un filamento difettoso su una macchina che ha un po' di z-banding.
-
Ad es se estrude meno o troppo e' un parametro nel firmware, o magari se fa rumori assurdi. Ma quei parametri non e' che cambino all'improvviso, quindi piu' facile sia un problema elettronico / meccanico.
-
Problema con aggiornamento, la stampante non trova la posizione dell'asse z.
eaman ha risposto a MickZip nella discussione Problemi generici o di qualità di stampa
Puoi provare a cercare in rete se c'e' qualche versione gia' pronta corrispondente alla tua dotazione hardware, tanto al momento non funziona puoi anche fare dei tentativi. Se lo trovi qualcosa che sia 2.1.2.x o superiore, con input shaping. Se no prova a chiedere alla assistenza di Creality. -
X-max 3 problemi superfici orientate verso il retro stampante
eaman ha risposto a Cubo nella discussione Problemi generici o di qualità di stampa
Bho, potrei pensare al connettore pneumatico stronzo che tira il filamento in un movimento specifico e in una zona del piatto o altro impedimento meccanico all'entrata del filamento. Ma lo farebbe anche negli altri perimetri,non ha senso solo su quello esterno. Magari prova anche a cambiare l'ordine di stampa dei perimetri, guarda nell'anteprima la effettiva line width di quella parte che Aracne non faccia qualcosa di strano. -
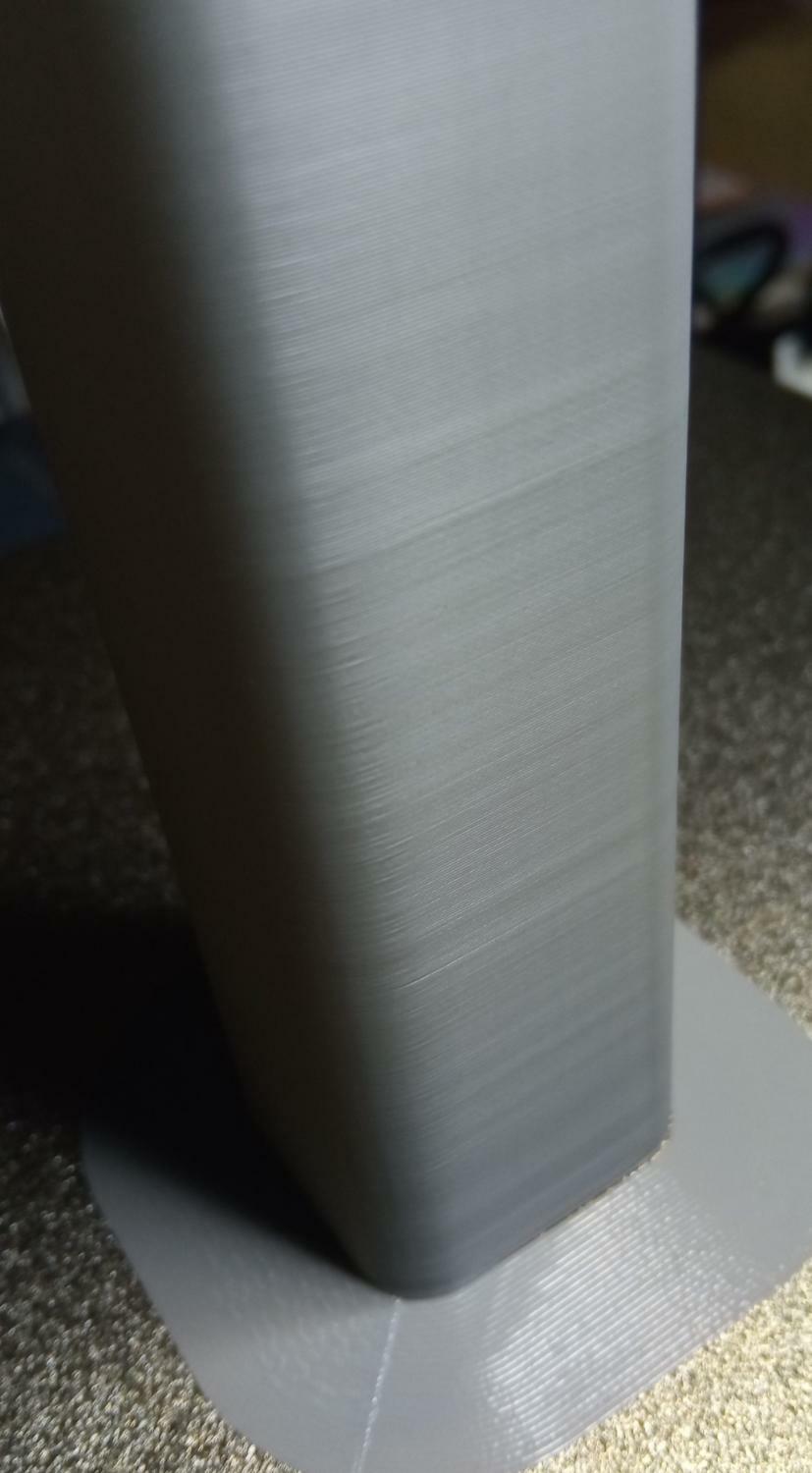
Molte grazie! Be' io cosi' non ne vedo: tu che lo hai davanti muovendolo un po' riesci a distinguere delle zone con bande verticali a circa 1.5mm l'una dall'altra? Sulle altre macchine non Bambu e' tipo cosi': Esempi miei: https://store.piffa.net/3dprint/pics/vfa/ Esempi su Bambulab: https://forum.bambulab.com/t/banding-ringing-type-artifacts/1895/190?page=10 P1P: Oddio c'e' anche caso che non ci siano, sarebbe bello, se in due mi dite che le A1 non ne fanno comincio a crederci anche io 🙂, tipicamente con le bedslinger sono marcati sull'asse X e quelli inclinati, con le corexy sono tutti inclinati. Te le vedi? Grazie ancora. Ah si' c'e' il limite di 1MB per le immagini su questo forum.
-
Ma infatti dovrebbe bastare il multimetro con test di continuita' per vedere se il circuito e' ok, come vada eventualmente e' un problema di firmware. Hai scollegato il carico? Magari e' un ingranaggio con un grano posizionato sul motore, smolla il grano in moda che possa girare o smonta proprio il motore. Mai visto in tutta la mia vita, in genere si brucia il driver del motore o un micro mosfet li' in zona.
-
Yes. lol Basta che non gli dai tanta accelerazione / jerk e dovrebbe stare relativamente quieta, e' una stampa molto lineare. I paramentri sono quelli: da 120 a 300mm/s , con incrementi da 20mm/s per risparmiare materiale, se no poi falla come ti pare, in genere la zona peggiore e' 80 -120 mm/s se gia' sui 110mm/s non fa VFA non c'e' neanche bisogno di spingere, normalmente vai veloce per ridurre i VFA. Cerca di usare un filamento che non nasconda i difetti, qualcosa di riflettente o quello che usi per le stampe di calibrazioni, basta che non sia un bianco... Grazie!
-
@Tomto Posso chiederti un favore? Hai gia' fatto una stampa di calibrazione dei VFA sulla tua A1 mini? Stavo pensando di comprare una mini stampante e sto cercando di decidere tra la A1 mini e la QIDI, se avessi una prova che veramente la A1 mini non fa VFA sarebbe un bel punto a suo favore. Se vuoi dei parametri per il test (che e' quello di OrcaSlicer) dire da 120 a 300mm/s , con incrementi da 20mm/s gia' basterebbe...
-
Eventualmente potresti anche scambiare al volo il cavo del motore dell'estrusore con quello di un motore degli assi giusto per vedere se il circuito e il motore funziona. Occhio a non fulminare niente, stacca la corrente quando trappoli con qualunque cosa.
-
Non saprei, non so cos'e' un punto home. Ma nella definizione della probe si impostano le coordinate della sonda rispetto l'ugello: https://www.klipper3d.org/Probe_Calibrate.html#calibrating-probe-x-and-y-offsets
-
Dove? Sul motore, sui connettori del cavo che va alla scheda o proprio sulla scheda? Vai a ritroso fino a che non trovi dove non c'e' contatto, se non funziona dalla scheda dovrai cambiare questa. Ma guarda che devi avere scaldato l'hotend per poter far muovere l'estrusore e devi farlo dalla console cosi' vedi se ti da' errori.
-
Se vuoi provare un altro approccio io uso questa macro per un line purge adattiva tipo KAMP: https://github.com/LeeOtts/Ender3v2-Klipper-Configs/blob/main/Line_Purge.cfg
-
Bho piglia un PEI frozen su Aliexpress: https://www.aliexpress.com/item/1005004569503247.html magari l'altro lato liscio se vuoi provare, si usa prevalentemente i lati frozen.
-
Il motore non funziona proprio o gira a vuoto senza che esca il filamento? Prova a scaldare il nozzle e poi a estrudere senza il filamento e guarda se gira.