eaman
-
Numero contenuti
6.695 -
Iscritto
-
Ultima visita
-
Giorni Vinti
596
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di eaman
-

Octoprint e Klipper economico: Orange Pi (PC , Zero)
eaman ha pubblicato una discussione in Software di slicing, firmware e GCode
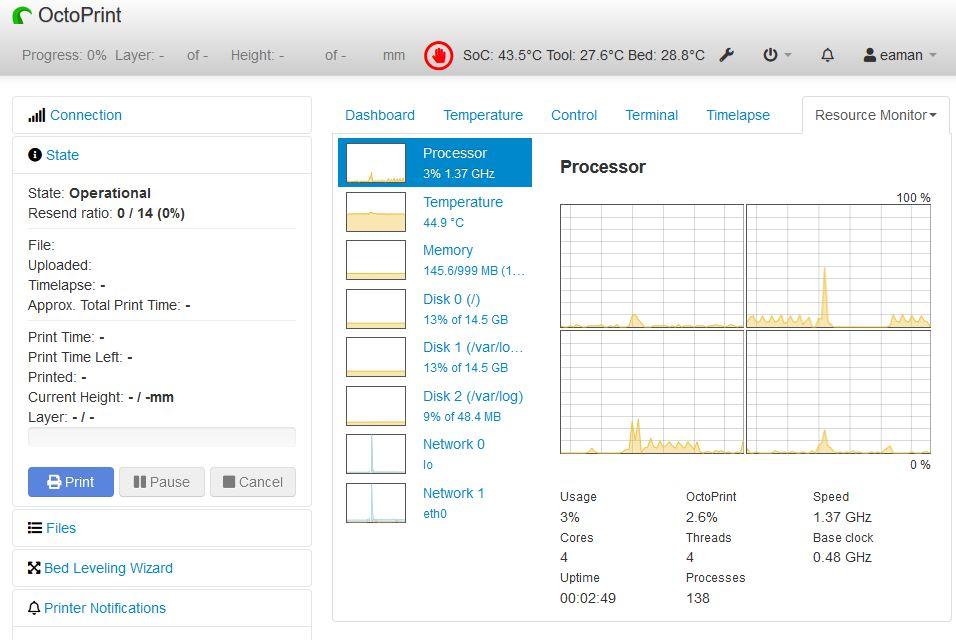
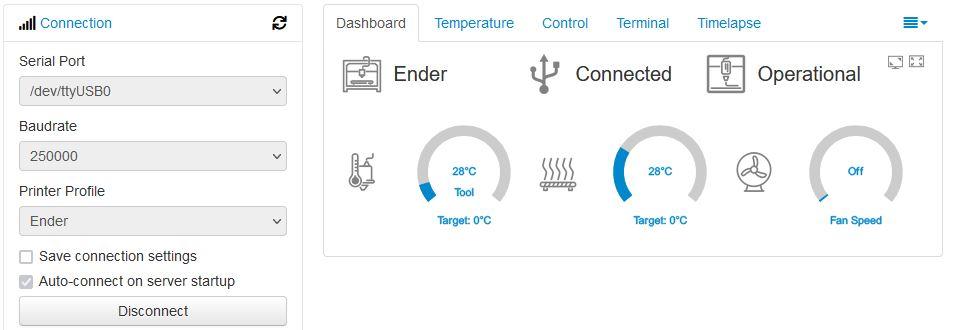
Se velete fare un setup economico per OctoPrint potete considerare un SOB Orange Pi piuttosto che una RapberryPi 4 che costa un botto. Ho provato a installare un release dedicata per le Orange Pi su una Orange Pi PC che avevo in casa, una SOB 4 core con 1GB di RAM che costa ~25e, e sembra funzionare piu' che bene, nel senso che il consumo di risorse di Octoprint e' ~4% quando stampa la mia Ender 3. Altre Info: Welcome to Armbian 21.05.2 Buster with Linux 5.10.34-sunxi System load: 2% Up time: 10 min Local users: 3 Memory usage: 15% of 999M IP: 192.168.0.4 CPU temp: 49°C Usage of /: 14% of 15G [ General system configuration (beta): armbian-config ] root@orange:~# cat /etc/debian_version 10.9 root@orange:~# lsb_release -a No LSB modules are available. Distributor ID: Debian Description: Debian GNU/Linux 10 (buster) Release: 10 Codename: buster root@orange:~# inxi -S System: Host: orange Kernel: 5.10.34-sunxi armv7l bits: 32 Console: tty 1 Distro: Armbian GNU/Linux 10 (buster) root@orange:~# inxi -F System: Host: orange Kernel: 5.10.34-sunxi armv7l bits: 32 Console: tty 1 Distro: Armbian GNU/Linux 10 (buster) Machine: Type: ARM Device System: Xunlong Orange Pi PC details: Allwinner sun8i Family rev: N/A serial: 02c000814b6e6d89 CPU: Topology: Quad Core model: ARMv7 v7l variant: cortex-a7 bits: 32 type: MCP Speed: 1368 MHz min/max: 480/1368 MHz Core speeds (MHz): 1: 1368 2: 1368 3: 1368 4: 1368 Graphics: Device-1: sun8i-h3-mali driver: lima v: kernel Device-2: sun8i-h3-dw-hdmi driver: sun8i_dw_hdmi v: N/A Device-3: sun8i-h3-display-engine driver: sun4i_drm v: N/A Display: tty server: N/A driver: sun4i_drm tty: 109x61 Message: Unable to show advanced data. Required tool glxinfo missing. Audio: Device-1: sun8i-h3-dw-hdmi driver: sun8i_dw_hdmi Device-2: simple-audio-card driver: asoc_simple_card Sound Server: ALSA v: k5.10.34-sunxi Network: Device-1: sun8i-h3-emac driver: dwmac_sun8i IF: eth0 state: up speed: 100 Mbps duplex: full mac: 02:81:4b:6e:6d:89 Drives: Local Storage: total: 14.94 GiB used: 1.87 GiB (12.5%) ID-1: /dev/mmcblk0 model: SD16G size: 14.94 GiB Partition: ID-1: / size: 14.49 GiB used: 1.87 GiB (12.9%) fs: ext4 dev: /dev/mmcblk0p1 ID-2: /var/log size: 48.4 MiB used: 3.9 MiB (8.0%) fs: ext4 dev: /dev/zram1 Sensors: Missing: Required tool sensors not installed. Check --recommends Info: Processes: 134 Uptime: 16m Memory: 999.0 MiB used: 182.2 MiB (18.2%) Init: systemd runlevel: 5 Shell: bash inxi: 3.0.32 Penso che per far girare solo Klipper potrebbe bastare anche la Orange Pi Zero LTS che ha 512MB RAM, non so se bastano anche per Octoprint. Per il solo Klipper con un frontend leggero magari potrebbe andare bene anche la versione a 256MB per quanto il prezzo cambia di poco... Comunque per chi ha una scheda a 8bit sulla stampante una scheda esterna con Klipper per ~15e potrebbe essere una soluzione interessante 🙂
-
- 2
-

-

-
Buchi sulla stampa
eaman ha risposto a DE SANTIS MARCO nella discussione Problemi generici o di qualità di stampa
Magari e' il tubo del bowden che non sta a battuta sul nozzle? https://www.thingiverse.com/thing:2994683 -
Motore stepper che si ferma (o fermano) durante la stampa
eaman ha risposto a Bomb nella discussione Hardware e componenti
Volete usare un Logic Analizer: https://www.aliexpress.com/item/4000190740610.html?spm -
Flying Bear ghost 5: Problemi di calibrazione e di stampa
eaman ha risposto a Gia6co nella discussione Flying Bear
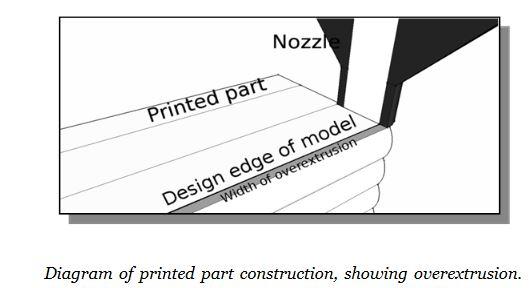
Si, anche perche' lo fa solo sul primo layer E' impostato male. Il nozzle fara' sempre una sovraestrusione di ~1.2 il diametro Have fun!
-
Flying Bear ghost 5: Problemi di calibrazione e di stampa
eaman ha risposto a Gia6co nella discussione Flying Bear
La velocita' delle parete esterne a 55 mi sa che te la scordi, prova a metterla a ~25-30mm/s. Non usare concentriche in "strato superiore / inferiore", fagli fare le diagonali normali. Velocita' degli spostamenti = almeno 120mm/s Dagli anche un po' di sovraestrusione ~120% sul primo layer. Posto che non ci capisco un tubo in Cura in Italiano: hai la "larghezza linea" impostata a 4. Hai un nozzle da 0.4mm? In quel caso la larghezza linea dovrebbe essere in un range 0.44-0.48mm. -
Scaricalo dal loro sito: https://www.chitubox.com/en/download/chitubox-free Tanto il profilo per la Zero e' incluso.
-
Dimensionamento filamento e consigli sulla scelta
eaman ha risposto a Gaarax nella discussione Materiali di stampa
Devi provare e vedere se il tuo hotend riesce a fondere tutto quel filamento a quella velocita', con un accelerazione bassa e delle pareti molto lunghe e dritte a stampare anche molto veloce la meccanica dovrebbe farcela, bisogna vedere se l'hotend ce la fa, devi provare tu sulla tua macchina. -
Problemi stampa Shift asse Y inusuale anche su cubo di default
eaman ha risposto a Luca999 nella discussione Problemi generici o di qualità di stampa
Io guarderei i pin sulla scheda corrispondenti a quella roba marrone. Il PCB del driver sembra saldato bene, che non ci sia un contatto nell'inserto sulla scheda. Guarda anche a cosa corrispondono quei pin, se c'e' della potenza... Se fosse un GND potresti bypassarlo tirando altrove sulla scheda con un bel cavo volante 😛 -
Problemi con stampante Photon S con LCD appena Sostituito
eaman ha risposto a Elena90 nella discussione Problemi generici o di qualità di stampa
Suppongo che tu abbia potute sentire / vedere se il motore dell'asse Z si sia mosso durante la stampa, hai guardato che la luce del display lavori normalmente, senza mettere la vaschetta della resina? -
Octoprint ed interfacciamento a SmartPlug
eaman ha risposto a dnasini nella discussione Hardware e componenti
Al RPI puoi sempre dirgli di spegnersi dopo tot o a una certa ora: https://linuxize.com/post/linux-shutdown-command/ -
Shakle io ti ho dato per almeno 3 volte soluzioni ai tuoi problemi e te invece che ringraziare ti lamenti e hai delle pretese. Ti ho persino caricato del gcode su misura e fatto un STL apposta. Io con te ho chiuso.
-
Be' con un nozzle piu' grande hai anche un linea piu' grande quindi copri base e top in meno tempo, in proporzione puoi fare layers piu' alti e quindi meno layers. potrebber essere piu' fragili, ma anche no'.... (vedi link in basso) Comunque per quel che vale puoi fare una simulazione nello slicer: stesso pezzo lo imposti con un nozzle / extrusion width / layer height diversa e vedi che tempi ti da'. Il nozzle un po' piu' grande paga quando non puoi fare altrimenti, es in vase mode. Usare il nozzle da 0,3 ti permette di fare 3 perimetri da 0.33mm per giusto 1mm di perimetro, cosa che aiuta a fare i conti in fase di progettazione. Ti frega un po' di tempo ma ti dovrebbe aiutare con i bridge e dare piu' solidita' rispetto a 2. Anche io pero' ti direi: all'inizio non farti queste pippe e fatti i tuoi riferimenti con lo 0.4, magari intanto ordinali in Cina cosi' poi tra un mese puoi fare delle prove. E ordina un 0.4-6 di quelli buoni magari. https://www.youtube.com/results?search_query=layer+nozzle
-
indecisione acquisto prima stampante
eaman ha risposto a elpibe85 nella discussione La mia prima stampante 3D
Si certo, e giusto perche' vedo gente che si fa prendere la mano e comincia a comprare upgrade a random "perche' e' un hobby", o pensa di migliorare buttandoci sopra dei soldi invece che facendo esperimenti. Concesso che ognuno spende i suoi soldi come vuole a quel punto invece che inventarsi upgrade che poi magari sono peggiorativi (tipo auto livellamenti, guide lineari di merda...) tanto valto fare un salto di lato e pigliarsi una resina o un taglio laser, tanto per provare cose diverse che lo fanno un po' diverso 🙂 -
indecisione acquisto prima stampante
eaman ha risposto a elpibe85 nella discussione La mia prima stampante 3D
Trianglelab fa un sacco di cose sfiziose, se ti capita di fare un ordine prendi anche un paio di nozzle di quelli buoni. Prendi quelli da 1.75, tipo un 0.4 e magari un 0.6 da provare. Poi io lo dico: piuttosto che upgrade tanto per fare a colpi di 20e alla volta arrivate a una photon zero, oppure una Mono normale da ~150e. -
indecisione acquisto prima stampante
eaman ha risposto a elpibe85 nella discussione La mia prima stampante 3D
He quello e' un bel giocattolino, c'e' gente che ci fa le benchy in meno di 10 minuti 🤪 -
Differenze tra 2 stampanti Industriali ...ma perche ?
eaman ha risposto a luca63 nella discussione Stampa 3D industriale
Per il legno si usa olio enologico, olio vasellina purissimo. Pel la roba in ghisa si usa dargli sopra dell'olio alimentare e cuocerlo, pulirlo, almeno io faccio cosi' con la mia bistecchiera. Ma stiamo parlando di materiali piu' vecchi dell'uomo, una volta non ci si faceva tante pippe perche' c'era solo il legno... -
indecisione acquisto prima stampante
eaman ha risposto a elpibe85 nella discussione La mia prima stampante 3D
Maggiore area di stampa (non so se vale anche per quella). Ma infatti a chi le compra io chiedo sempre: cosa ci devi stampare? Fai roba grossa sempre? Poi per carita', possono essere un po' piu' veloci ma a parita' di costo non piu' veloci di 2 o piu' ender che stampano contemporaneamente. Ecco, se proprio ti serve la maggiore velocita' sul singolo pezza allora si ha senso, per me ha senso tipo una Voron Mini o una mini Delta incazzata per fare prototipizzazione rapidissima. -
@dnasiniThanks! Si mi sa che ordino una 5010 che sicuramente fa la differenza e provo con il terzo. Avevo pensato di mettere un'altra ventola a SX del nozzle ma effettivamente un bowler dovrebbe avere una portata d'aria molto superiore. Un'altra cosa che sto provando al momento: stampare parti tecniche con il nozzle da 0.3. L'idea e' che overhangs e bridge dovrebbero venire meglio, c'e' un po' piu' di risoluzione in XY, impostando la larghezza di estrusione a 0.33mm si riesce ad avere una misura precisa dei wall di 1mm con 3 perimetri.
-
-
@dnasini bella roba 🙂 La terza e' interessante, ma e' ben stabile? Mi da' l'idea di una cosa che potrebbe oscillare / vibrare con i movimenti di X. Considerando che ogni macchina e' relativa quanto diresti di aver guadagnato rispetto a stock in overhangs e bridge? A me' piu' che altro interessano overhangs e punte dato che il software che uso (S3D) non e' bravo con roba sottile appuntita.
-
indecisione acquisto prima stampante
eaman ha risposto a elpibe85 nella discussione La mia prima stampante 3D
Hai fatto bene, io l'ho detto anche all'inizio: mica siam qua a sponsorizzare Creality: se trovate un clone fatto bene tanto meglio, l'importante e' che sia compatibile con l'ecosistema Ender 3. Guarda, e' proprio il contrario! E' una macchina che stampa gia' bene di suo quando avviti l'asse Y, economicamente e' la scelta piu' furba perche' con ~140e ti fai una macchina che lavora bene, tant'e' che se devi stampare molto ti conviene comprare 2 o 3 Ender e fare 3 pezzi alla volta piuttosto che macchine da 3-400e. Poi trovi ovunque i ricambi che costano pochissimo. Basta spendere 10 euro per l'estrusore e il bowden e' sei gia' messo molto meglio di altre macchine che costano molto di piu'. -
indecisione acquisto prima stampante
eaman ha risposto a elpibe85 nella discussione La mia prima stampante 3D
Per marcare meglio: il vetro e' meglio e piu' facile da usare ma e' delicato: se lo raschi col nozzle lo rovini 😞 Ergo prima impara a fare la calibratura del piano con il sintetico, poi quando hai capito come sono i margini metti il vetro, abbassa a a palla le molle o alza l'end stop (io farei la prima, che stiano belle compresse) e a macchina spenta muovi / regola stando attento che non possa raschiare. -
Ho appena stampato due test overhangs fatti con https://www.thingiverse.com/thing:2814127 Diciamo che per qualita' tipo miniature il valore piu' basso e' 52gradi (dalla parte opposta al blower) mentre per parti funzionale dire ~63gradi (PLA+ con nozzle da 3mm). Con l'orientamente ottimale ci saranno 4-5gradi di bonus. Vado a vedermi quello che hai linkato, thanks.
-
indecisione acquisto prima stampante
eaman ha risposto a elpibe85 nella discussione La mia prima stampante 3D
lol La bobina la metti dove ti pare, tenerla in altro sulla ender aumenta le vibrazioni e le risonanze. Idealmente la vuoi appoggiata di fianco. Il punto e' che la ender dovrebbe essere piu' semplice da debuggare ed e' pre assemblata. Magari parti con la scheda normale, dual drive e capricorn, quando hai capito come funziona il livellamento del piatto monta il vetro. -
indecisione acquisto prima stampante
eaman ha risposto a elpibe85 nella discussione La mia prima stampante 3D
Hemm, la Ender costa ~125e ora con il piatto in vetro, spedita dall'Europa. La Genius quanto ti e' costata?