FoNzY
-
Numero contenuti
6.831 -
Iscritto
-
Ultima visita
-
Giorni Vinti
515
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di FoNzY
-

Stampe sfalsate
FoNzY ha risposto a Pasquale.13 nella discussione Problemi generici o di qualità di stampa
come ti hanno gia' detto controlla qualche impedimento meccanico, magari prova a stampare un oggetto alto uguale ma molto piu' stretto (in modo da risparmiare) e vedi se in quel esatto punto fa la stessa cosa.... ma su che cavolo si aeromodello devi mettere quel edf? sembra enorme dalle foto.... -
[Risolto] Creality CR-20 Pro: asse X si abbassa da solo quando nn in uso
FoNzY ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
è normale che l'ugello rimanga nell'ultimo stampato se non gli dici di fare altro. ed è anche normale che questo contatto date che è ancora a 200 gradi crei un buco. non è normale un movimento pilotato dei motori a bucare la stampa.... a questo punto non credo ci siano problemi meccanici è solo questione di dire all'estrusore dove andare. è normale che le barre di Z alla minima pressione girino e permettano all'asse di andare in basso perche le barre hanno un avanzamento molto "aggressivo" e di conseguenza l'attrito è molto basso. controlla che la barra non giri libera nella "chiocciola" ma che il motore giri insieme alla barra sempre. -
no, perche' da quello che capisco non hai conoscenza in fatto di firmware e tentare di farlo da solo porterebbe la frustrazione a livelli altissimi 😅 usa il codice originale, non toccarlo ed inverti i cavi sul motore...e questo problema è risolto... l'altro problema ancora non l'ho capito...
-
e perche' ? ma questa parte in marlin non c'è o per lo meno non è nella tab "configuration.h" dove la hai trovata? che scheda madre hai? come fai a compilare il firmware se non imposti la scheda madre come prima cosa?
-
E' gia' tempo di comprare una stampante SLA a resina?
FoNzY ha risposto a eaman nella discussione La mia prima stampante 3D
mi spiace mai provata la resina anycubic. uso la elegoo, la classica...fa abbastanza schifo, il problema è che si macchia creando aloni bianchi qua e la'... la abs like (40\kg) invece è discreta, per uso hobbystico sicuramente adatta purtroppo dovro' inventarmi qualcosa di nuovo, cosi non va bene... il fato è che le soluzioni non sono tante,devo ottenere un piano da 500mm livellato e leggero (3kg max) ed il "sotto-telaio" deve lasciare 40cm liberi nel centro per il riscaldatore... -
troppa ritrazione e tutti i parametri connessi. mettiamo che hai una ritrazione di 4mm, alla prima ritrazione tutto ok poi magari dopo nemmeno 1mm ne fa un altra e o poi dopo poco un altra...alla fine ha estruso 5 ed ritratto 15 causando l'uscita del filo....
-
[Risolto] Creality CR-20 Pro: asse X si abbassa da solo quando nn in uso
FoNzY ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
è normale? la risposta è ni è normale che il peso dell'asse stesso lo spinga in basso ma è molto raro che si verifichi una tale assenza di attriti da permetterlo... "cadendo" per gravita' il minimo attrito che si genera da uno dei due lati potrebbe storcerlo (non piegarlo) e quindi ti ritrovi con un asse X storto in Z (il punto X-min diventa piu' alto\basso di X-max), si risolve subito ma potrebbe risultare noioso alle lunghe... se da un controllo meccanico visivo non c'è niente di "sballato" lasciala stare.... oppure l'asse X si muove da solo perche' è indemoniato...in questo caso serve un esorcista 😅 -
E' gia' tempo di comprare una stampante SLA a resina?
FoNzY ha risposto a eaman nella discussione La mia prima stampante 3D
il vero problema sono i fep che non si trovano, la mono è l'unica ad usare dei fep con cornice incollata, sono stati sold out da novembre a gennaio e poi dopo 15 giorni da gennaio ed ancora adesso lo sono... io ho preso la vaschetta della sovol in metallo coisgliata da @Tomto. la vaschetta è in metallo ed usa fep "classici" come con la mono x peccato che la sovol ha spedito la vaschetta dopo 20 giorni dall'acquisto.... no, confermo che non c'è io la uso in ambito professionale e devo dire che è una bomba, si è fatta 3kg di resina con meno problemi della stampante professionale da 12k che gli sta accanto...il fep originale dura a quanto pare oltre i 3kg di resina e quindi si ripaga ampiamente poi per quel tempo forse si trovano anche ricambi originali a 15 euro (2pz) 200 euro è un prezzo onestissimo, non credo che tra 6 mesi qualcosa cambiera' anzi secondo me se ne troveranno poche data la richiesta... P.s. ti ricordi quando mi hai detto che la lastra inc arbonio era un cattivo conduttore termico...è molto peggio di quello che mi aspettavo.... -
"cambio filamento" questo deve fare...tirarlo fuori per cambiarlo comunque se sto motore gira sempre al contrario in marlin-> configuration.h // Invert the stepper direction. Change (or reverse the motor connector) if an axis goes the wrong way. #define INVERT_X_DIR false #define INVERT_Y_DIR true #define INVERT_Z_DIR false li cambi in true\false per gestire la direzione...oppure scambi i fili sul motore da come sono adesso 1 2 3 4-> 4 3 2 1 (insomma li ribalti a specchio) mi sembra ideale, non vuoi che lo 0 sia 0 veramente altrimenti fai la buca, 0,1mm è un valore perfetto come punto 0 questo è inspiegabile forse un video aiuta perche' io non sono sicuro di aver capito....se va verso i 5cm poi che succede? stampa in aria? hai il bltouch?
-
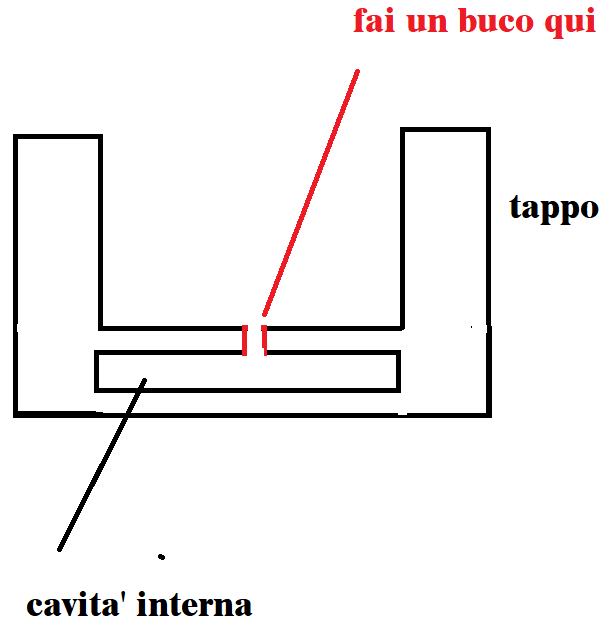
Tappo con rondella incorporata
FoNzY ha risposto a Massimiliano1969 nella discussione La mia prima stampante 3D
gli stl funzionano che se le facce esterne sono chiuse l'interno viene ignorato... ti faccio un esempio con la sfera, consideriamo la sfera come un unica faccia chiusa. se all'interno della nostra sfera vogliamo mettere un vuoto allora dobbiamo collegare questo vuoto interno in qualche modo con la faccia esterna in modo che lo slicer creda che il vuoto interno sia parte della faccia che vede. il modo piu' semplice è collegare il vuoto all'interno con una delle faccie esterne attraverso un piccolo "tubo" o foro sulla faccia esterna.
-
da controllo manuale gira bene o al contrario? non ho capito.... si alza dove? lo 0 in realta' è 5cm?
-
Prime esperienze ABS
FoNzY ha risposto a Basotuz nella discussione Problemi generici o di qualità di stampa
ma invece di fare i cubi perche' non fai prima la temp tower...un cubo ti ruba 1 ora e da come sono usciti quelli si capisce ben poco per la velocita' imposta 50mm\s e non toccarla piu'.... -
in basso nella parte sotto ci sono tutte "scritte" li è dove risponde la stampante, dopo che invi il comando m119 con send in basso trovi la risposta della stampante
-
grazie al cavolo!... scusa ma te la sei cercata 😁 è ovvio che a mano riesci a muoverli altrimenti era veramente un disastro...e comunque non devi farlo (girarli a mano) altrimenti rischi di bruciare i driver se l'interruttore risulta premuto e tu lo premi a mano non gli cambia niente perche' sta funzionando nel modo sbagliato. non è che manca corrente su i motori, come ti ho detto la stampante crede che l'estrusore sia gia' "in home" e quindi non alimenta il motore perche' per come la vede lei è gia' dove dovrebbe essere. non disperare tutto si risolve, cerca di collegarla al pc
-
potrebbe essere questo il problema, quello a 3 pin puo' funzionare sia come nc che na gli altri due o sono nc o na. "stranamente" l'unico a funzionare è quello dove c'è l'opzione di scelta ed è stato impostato correttamente gli altri due no... probabilmente gli end stop di X e Z risultano premuti anche se non lo sono... dovresti testarli collegando la stampante al pc inviando il comando: M119 da controllo manuale sul pc dovresti comunque poter muovere gli assi X e Z in una sola direzione (se si tratta degli end stop)
-
gli end stop hanno due o tre piedini?
-
di solito si fa home prima in X poi Y e per ultimo Z (in modo da evitare impatti) forse Z non va in home perche' prima devi fare home agli altri assi...hai provate a fare una home generale?
-
no, mai provate rsine ad acqua per quanto riguarda il driver per led, no nessuna scheda arriva con il driver... secondo me hai detto bene ormai usare nano dl è diventato troppo impazzimento, con "pochi soldi" prendi una mono x e ti risparmi tante inc*****ture
-
è raccomandato un estrusore all metal...ma oltre questo... il nylon è molto sensibile all'umidita', andrebbe stampato in camera chiusa e si stampa a 280 gradi, tutte cose difficili da fare con la stampante "stock" (difficili per non dire impossibili) non lo è,puoi stamparlo tranquillamente comunque i fumi prodotti dalla stampante 3d sono minimi se il luogo è ben ventilato no ci sono rischi, insomma vale la regola "di usare la testa" tanto per essere chiari il fatto che non sia tossico non significa che sia adatto al contatto con cibi,liquidi etc.. o che possa essere messo in bocca, per questi usi esistono tpu certificati. P.s ho appena scoperto che siste anche il pla flex che è pla+gomma ma non è veramente flessibile, con le dovute precauzioni il tpu è facile da stampare e molto elastico quindi ti consiglio di andare su quello.
-
piano in fibra di carbonio...ce lo metto il vetro?
FoNzY ha risposto a FoNzY nella discussione Nuove idee e progetti
ho preso un vetro da 2mm per la modica cifra di 8 euro, se si rompe cerchero' qualcosa di piu' resistente ma di solito non ho mai avuto problemi con i vetri "normali" quindi spero bene.... -
pla flex mai sentito, il pla non è flex... è come dire "legno flex" o è flex o è legno.... forse ti confondi con il tpu? il nylon...non è flex per niente ed è un incubo stamparlo.... il tpu per essere un flessibile è piuttosto facile da stampare forse dovresti provare questo...anche perche' non credo tu possa stampare nylon....
-
la scheda a 45 euro (primo link) quella con la cpu ha anche due socket "min probe" che mi fa pensare supportino bltouch o sensori simili anche se non ne capisco il senso... credo che questa scheda con cpu sia stand alone ed abbia bisogno del raspberry solo per la connettivita' wifi (credo) ma se fosse cosi non ne capisco il senso.... visto che viene fornita con cavetto usb forse è "stand alone" e con il rapsberry si programma solo la prima volta?! non ho capito cosa intendi.... questa è quella che avevo io poi abbandonata per disperazione....
-
nessuna delle due ipotesi... con il mosfet l'alimentatore della stampante si ritrova a dover fornire meno potenza (ammesso che tu abbia un secondo alimentatore per il bed) e se questo risparmio di potenza fa si che al motore arrivi la giusta potenza allora prima questo motore perdeva passi che è un evento evidente ad "occhio nudo" forse il fatto che non passi piu' tutta quella potenza attraverso la scheda ha ridotto delle interferenze nel pwm ma il 5% di differenza sarebbe "troppissimo" e comunque è un ipotesi un po' campata per aria... secondo me la calibrazione che si effettua è valida per se stessa e non è una calibrazione perfetta. se 2cm li estrudi con 400 steps non è detto che per 4cm servano 800 steps....esattamente come il cubo 2x2cm regola gli step\mm per una distanza di 2cm il calcolo step\mm estrusore non ha valenza assoluta ma vale solo per la distanza testata (e anche la condizione) morale, non impazzirti a trovare un valore "perfetto" perche' non esiste....
-
piano in fibra di carbonio...ce lo metto il vetro?
FoNzY ha risposto a FoNzY nella discussione Nuove idee e progetti
questo mi sembra un validissimo motivo per non farlo 😅 hahahahahahah....son certo che succedera' nel momento piu' opportuno per creare altri mille problemi 😄 ho preso il carbonio perche' era l'unica scelta anche se on ideale, alla fine è costato meno il carbonio del ricambio originale o di un eventuale lastra tagliata a laser, mi ci son penato parecchio spero che durera' almeno un paio di anni....vado a prendere un vetro! -
credo che questa costa un po' di piu' solo perche' è originale ed ha la possibilita' di aggiungere il bltouch, il prezzo non è che sia cosi alto poi... bisognerebbe capire se è affidabile non ho capito se questa ha anche i mosfet e se viene fornita con il driver...nel caso li avesse sarebbe veramente super economica... io presi una di queste schede per nano dlp (nano dlp v1.1), dovetti buttarla perche' non funzionava, aveva continui problemi perche' mancavano le masse\masse in comune.... alla fine per pochi soldi mi feci realizzare il mio pcd da jlcpcb e comprai i componenti spendendo un 20 euro