Basilietto
-
Numero contenuti
1.589 -
Iscritto
-
Ultima visita
-
Giorni Vinti
9
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Basilietto
-

Problemi layer in vicinanza di angoli
Basilietto ha risposto a IlDieghino nella discussione Problemi generici o di qualità di stampa
Esatto, più è alto e più frena facendo smuovere tutta la stampante ahahah -
progetto per carrello Anet A8
Basilietto ha risposto a Basilietto nella discussione Nuove idee e progetti
Perfetto, non avevo proprio pensato al fatto di metterne due, grazie -
Prusa Geeetech endstop
Basilietto ha risposto a Andico nella discussione Problemi generici o di qualità di stampa
Con pronterface o repetierhost lanciando M119 cosa ti dice? -
sensore capacitivo
Basilietto ha risposto a Joker78 nella discussione Software di slicing, firmware e GCode
Vedi se riesci ad estrapolare qualcosa, io purtroppo ho cominciato direttamente da vscode e utilizzo l'ultimo marlin https://www.youtube.com/watch?v=Sy0ZINoWPew&list=PLFave6NKCpRFLnXGTTtj4C_u6Dcswet4Y&index=24&t=0s -
sensore capacitivo
Basilietto ha risposto a Joker78 nella discussione Software di slicing, firmware e GCode
Si esatto ma le stringhe che hai postato dicono "if" cioè se z_safe_homing è abilitato devi fare così.... Devi cercare la stringa dello z_safe... aspetta che te la posto ecco questa stringa #define Z_SAFE_HOMING -
sensore capacitivo
Basilietto ha risposto a Joker78 nella discussione Software di slicing, firmware e GCode
esatto devi decommentare lo z_safe_homing e ti riporta il nozzle al centro del bed per effettuare lo z home -
TMC2208 v3.0 UART e Ramps 1.6 plus
Basilietto ha risposto a Giovanni28 nella discussione Hardware e componenti
Domanda stupida: i driver li hai dichiarati su marlin? -
Problemi layer in vicinanza di angoli
Basilietto ha risposto a IlDieghino nella discussione Problemi generici o di qualità di stampa
Senti cosa dice a minuto 3:25 https://www.youtube.com/watch?v=qZrk9yA8DdQ&t=635s -
Problemi layer in vicinanza di angoli
Basilietto ha risposto a IlDieghino nella discussione Problemi generici o di qualità di stampa
Si un jerk basso o assente tende a stondare l'angolo, troppo alto tende invece ad essere troppo acuto oltre al fatto che possa uscire fuori strada 😂😂😂😂. Io almeno so così -
progetto per carrello Anet A8
Basilietto ha risposto a Basilietto nella discussione Nuove idee e progetti
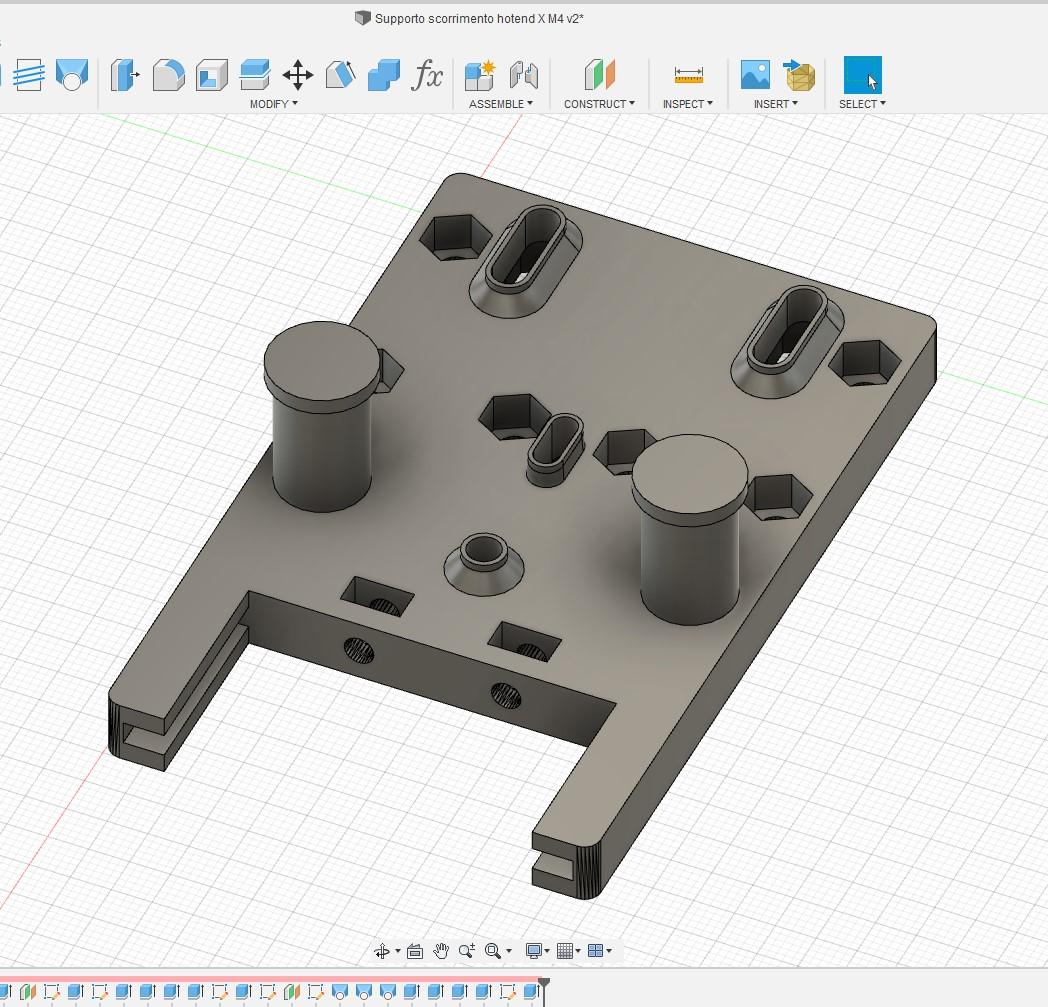
Ciao @Eddy72 e buona Pasqua. Alla fine anch'io ho optato per i cuscinetti con la puleggia che mi hai dato, almeno non ho problemi di perpendicolarità tra i vari cuscinetti. Ho ordinato gli f684, giusto una domanda stupida: siccome le pulegge sono molto più profonde dei cuscinetti, cosa hai intenzione di metterci, attack o farai in modo che entri a pressione? Tutto corretto per ospitare gli M4
-
Prusa Geeetech endstop
Basilietto ha risposto a Andico nella discussione Problemi generici o di qualità di stampa
Di punto in bianco ti ha dato questi problemi o la stai montando nuova nuova? -
Problemi layer in vicinanza di angoli
Basilietto ha risposto a IlDieghino nella discussione Problemi generici o di qualità di stampa
Ciao e buona Pasqua, mi sembra che il post sia doppio, uno senza foto. In effetti gli angoli sono un pò arrotondati segno di un jerk basso. Su cura sotto la voce "velocità" trovi jerk stampa, se lo hai a 8 portalo a 10 ma non esagerare e non superare la soglia dei 20 che è tantissimo. Guarda che devi anche spuntare la voce abilita jerk sempre li sotto velocità... PS: solo ora rileggendo bene ho notato che il jerk ce l'hai disabilitato. Lascialo a 8 e prova, dovrebbe andare benissimo, io ce l'ho a 7 -
primi passi
Basilietto ha risposto a dariu-s79 nella discussione Software di slicing, firmware e GCode
Ciao e buona Pasqua, per poter convertire i file stl in gcode ci sono molti software tipo prusaslicer, cura, ideamaker, simplify (a pagamento), io personalmente utilizzo cura e devo dire che, anche con l'installazione di vari plugin, mi ci trovo molto bene. Devi prima di tutto tarare tutta la stampante e se vai qui nella sezione GUIDE troverai tutti i tutorial necessari per tararla. Buona stampa -
Filo esce fuori da estrusore
Basilietto ha risposto a AngeloC nella discussione Problemi generici o di qualità di stampa
Ciao e buona Pasqua a te e a tutto il forum... Strano perchè la ventola di raffreddamento (turbina) serve solo a raffreddare il materiale, probabile che nello smontare e rimontare tutto e la ruota godronata tu abbia aggiustato qualcosa -
stampa non buona
Basilietto ha risposto a suunto69 nella discussione Problemi generici o di qualità di stampa
Non ce l'ho e sinceramente non mi sono mai preoccupato di questo, dovresti aspettare qualcuno che lo abbia per dirti cosa devi decommentare su marlin. Che marlin stai utilizzando? -
sensore capacitivo
Basilietto ha risposto a Joker78 nella discussione Software di slicing, firmware e GCode
Perdona la mia ignoranza ma la mks 1.4 non è a 32bit? -
Filo esce fuori da estrusore
Basilietto ha risposto a AngeloC nella discussione Problemi generici o di qualità di stampa
La velocità della ventola raffreddamento materiale non ha niente a che vedere col tuo problema. molto probabile, invece, come ti ha detto @Killrob che sia la gola da sostituire, hai detto di aver cambiato il nozzle e l'avrai fatto a caldo (come bisogna farlo) e molto probabilmente hai piegato la gola nello stringere tutto. A me è capitato che si spezzasse ma una volta mi si è anche piegata e me ne sono accorto. Cambia la gola e vedrai che il filamento non ti darà più problemi. PS. La ventola dell'estrusore ha quella velocità, non la puoi regolare -
stampa non buona
Basilietto ha risposto a suunto69 nella discussione Problemi generici o di qualità di stampa
Cioè sensore di fine filamento? In quel caso devi attivarlo su marlin -
progetto per carrello Anet A8
Basilietto ha risposto a Basilietto nella discussione Nuove idee e progetti
😂😂😂😂😂 sono una frana col cellulare -
progetto per carrello Anet A8
Basilietto ha risposto a Basilietto nella discussione Nuove idee e progetti
Stampa di prova. Devo aspettare solo l'arrivo del cuscinetto di blocco superiore, misurare la perpendicolarita con gli altri cuscinetti e fare eventuali modifiche al supporto 😉
-
progetto per carrello Anet A8
Basilietto ha risposto a Basilietto nella discussione Nuove idee e progetti
Ah no c'è ancora tutta la discussione, scusate ma avevo aperto un altro post Comunque @Eddy72 il cuscinetto di blocco inferiore puoi utilizzare tranquillamente uno grande (al posto di quello da 16)... Ci sta benissimo
-
progetto per carrello Anet A8
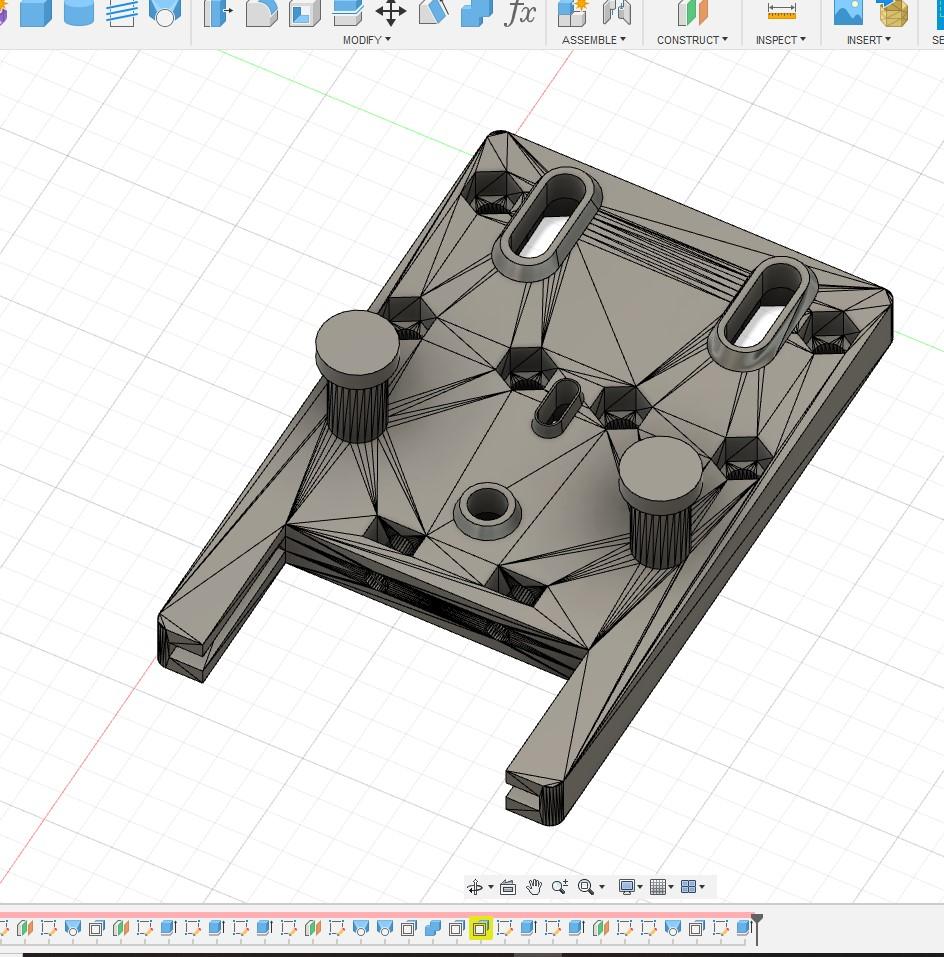
Basilietto ha risposto a Basilietto nella discussione Nuove idee e progetti
Si tratta del progetto per lo scorrimento dell'estrusore sulle barre lisce utilizzando i cuscinetti a V, in un altro post (utilizzato per questo progetto invadendo il post originale) abbiamo cominciato ma abbiamo anche quasi finito (se non sbaglio è stato cancellato tutto dall'altro post)....
-
Shifting asse Y - Anet A8
Basilietto ha risposto a Devil3D nella discussione Problemi generici o di qualità di stampa
Ok scusa, non ci avevo pensato -
progetto per carrello Anet A8
Basilietto ha risposto a Basilietto nella discussione Nuove idee e progetti
Asolando solo i cuscinetti superiori dovresti essere strapreciso con la distanza dei cuscinetti di blocco rispetto alle barre, sbagli di 0.5mm e pieghi leggermente le barre..... Io per sicurezza ho asoltato anche il solo cuscinetto di blocco superiore, stringo prima giù poi quello di blocco superiore ed infine i cuscinetti da 25 superiori... I cuscinetti f683zz li ho presi qui, costicchiano ma dovrebbero essere migliori di quelli cinesi venduti da amazon https://www.ebay.it/itm/2-Cuscinetto-a-Sfere-con-Federale-Flangia-F683-Zz-3-x-7-x-3-MM/264053578982?ssPageName=STRK%3AMEBIDX%3AIT&_trksid=p2057872.m2749.l2649 -
progetto per carrello Anet A8
Basilietto ha risposto a Basilietto nella discussione Nuove idee e progetti
Molto probabile dovrò sollevare i supporti dei cuscinetti da 25 per dare una perpendicolarità giusta col cuscinetto di blocco superiore