Basilietto
-
Numero contenuti
1.589 -
Iscritto
-
Ultima visita
-
Giorni Vinti
9
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Basilietto
-

[RISOLTO] Dopo metà stampa i layer sono distaccati tra loro!
Basilietto ha risposto a Nicc0lo nella discussione Problemi generici o di qualità di stampa
Quoto @Killrob, specialmente se era un pò di tempo che non la utilizzavi. Se hai del filamento di pulizia ancora meglio dopo averla pulita manualmente. Comunque io vedo la ventola hotend inclinata, @Nicc0lo che gli è successo?- 3 risposte
-
- 1
-

-
- livellimancanti
- problemi stampa
- (and 4 più)
-
Retraction/Stringing su Geeetech I3 Pro B Acrilic
Basilietto ha risposto a Herlings nella discussione Geeetech
Guardati bene questo, ti spiega bene tutti i parametri da attivare su simplify. Ho controllato e sembra che la veocità di retroretrazione è la stessa che imposti per la retrazione https://www.youtube.com/watch?v=v7-MnuFzhK8 -
Retraction/Stringing su Geeetech I3 Pro B Acrilic
Basilietto ha risposto a Herlings nella discussione Geeetech
Penso che il jerk non abbia niente a che vedere con la retrazione. Il jerk serve a far rallentare la macchina in prossimità delle curve su stampa normale. Considera che per il PETG lo stringing è molto più accentuato e difficile da togliere del tutto. Riguardo al tuo problema di retrazione controlla su simplify a quanto hai la retroretrazione (non so se si chiami così), in poche parole è la velocità con cui l'estrusore rimette il filamento nel nozzle, non è che ce l'hai troppo bassa? -
Problema drive max asse z
Basilietto ha risposto a DarioiraD nella discussione Problemi generici o di qualità di stampa
Cosa vuol dire che è una copia? Un clone del clone Anet A8? Scusa ma quegli step/mm sono solo, mi auguro, per X Y E, perchè per Z sono 400 -
Simplify3D Processi Multipli ###10€ se risolvi###
Basilietto ha risposto a Diell nella discussione Problemi generici o di qualità di stampa
Scherzavo @marcottt, so dove trovarli... -
Simplify3D Processi Multipli ###10€ se risolvi###
Basilietto ha risposto a Diell nella discussione Problemi generici o di qualità di stampa
E dirci dove trovarla crakkata 😂😂😂😂😂 -
Per abilitarli ci sono poche righe da correggere, tranquillo, dovessi avere problemi siamo qui anche per questo.
-
Simplify3D Processi Multipli ###10€ se risolvi###
Basilietto ha risposto a Diell nella discussione Problemi generici o di qualità di stampa
Se tu utilizzassi cura avresti capito che non sto parlando di supporti per il sostentamento del pezzo ma di blocchi di supporto... Comunque auguri -
Simplify3D Processi Multipli ###10€ se risolvi###
Basilietto ha risposto a Diell nella discussione Problemi generici o di qualità di stampa
Non mi interessano i tuoi 10 euro e ti rispondo lo stesso. Non ho simplify ma con cura puoi tranquillamente creare tutti i supporti che vuoi escludendo la parte che vuoi che venga stampata ad una definizione maggiore. Con simplify so che puoi solo splitare l'oggetto e ti ritroverai anche le parti meccaniche coinvolte nel processo -
Retraction/Stringing su Geeetech I3 Pro B Acrilic
Basilietto ha risposto a Herlings nella discussione Geeetech
Di solito a quanto hai lo spostamento? -
Retraction/Stringing su Geeetech I3 Pro B Acrilic
Basilietto ha risposto a Herlings nella discussione Geeetech
Una cosa che ancora non ho ben capito è quanto incide la velocità degli spostamenti sullo stringing.... più alta è la velocità cosa ottengo più stringing o di meno? -
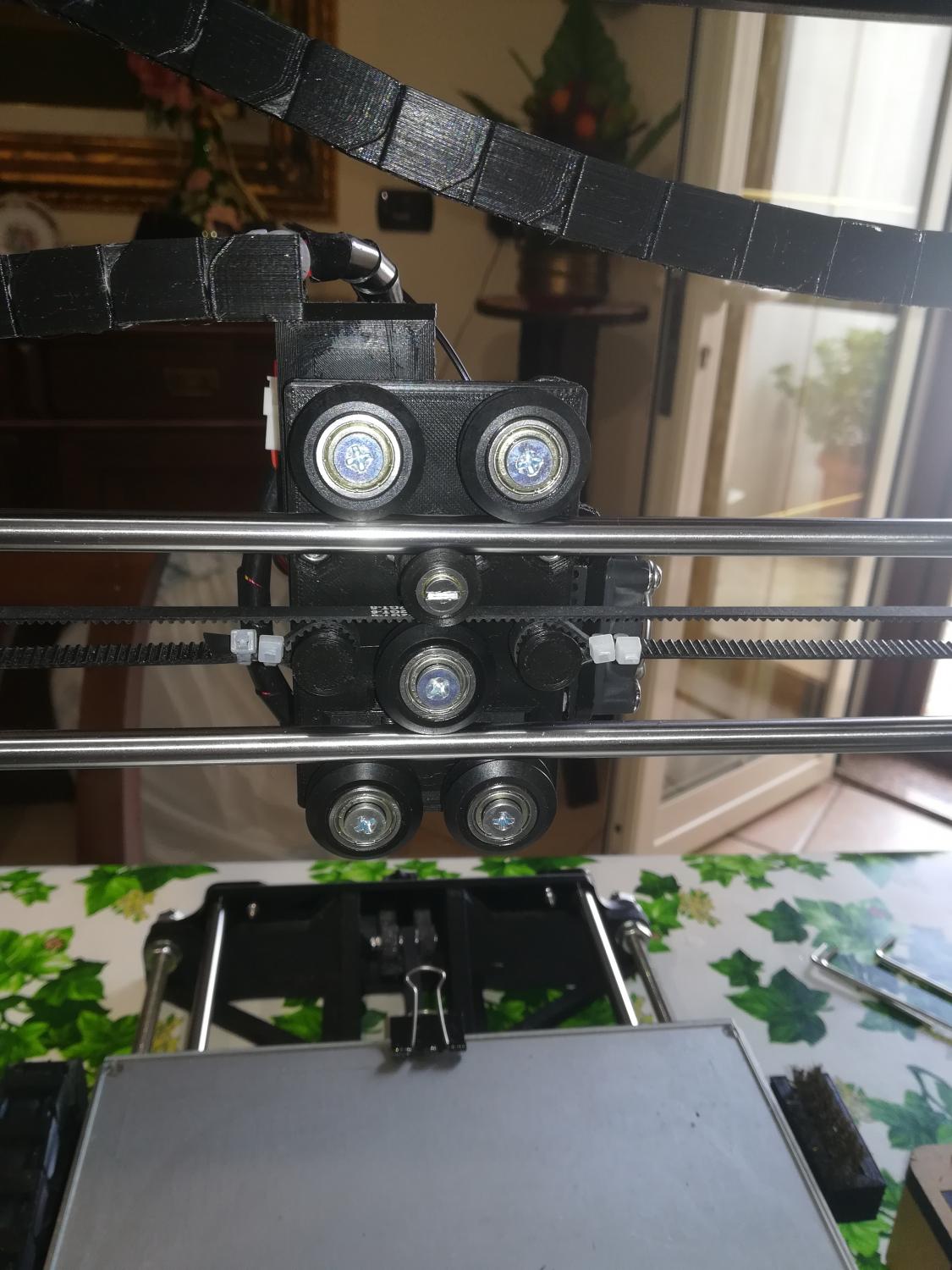
progetto per carrello Anet A8
Basilietto ha risposto a Basilietto nella discussione Nuove idee e progetti
Io ho terminato, alla fine ho optato per rimettere i cuscinetti da 25, per quello superiore ho rifatto la puleggia da 16 ma con foro 9 per ospitare gli f684. Ora non mi resta che provarla... Per le rondelle le ho stampate io dato che mi serviva anche distanziare i cuscinetti da 25 rispetto a quello da 16 per avere la perpendicolarita tra tutti i cuscinetti
-
Anycubic Kossel Linear : Ventole
Basilietto ha risposto a Lazarus nella discussione Problemi generici o di qualità di stampa
Poi mi dici dove hai visto la 4.6 beta dato che nel loro sito ufficiale son fermi alla 4.5...... Comunque inverti prima i connettori poi vediamo la ventola materiale. Ok ho trovato quella versione, la mettono in una versione precedente... mah -
Anycubic Kossel Linear : Ventole
Basilietto ha risposto a Lazarus nella discussione Problemi generici o di qualità di stampa
Ah, non lo sapevo, scusa, io sono rimasto alla 4.5 -
Anycubic Kossel Linear : Ventole
Basilietto ha risposto a Lazarus nella discussione Problemi generici o di qualità di stampa
Fai come vuoi, io non ti ho detto l'ultima 😂😂😂😂 -
Anycubic Kossel Linear : Ventole
Basilietto ha risposto a Lazarus nella discussione Problemi generici o di qualità di stampa
Non mettere proprio l'ultima ma una precedente già collaudata così vai sul sicuro.... -
Anycubic Kossel Linear : Ventole
Basilietto ha risposto a Lazarus nella discussione Problemi generici o di qualità di stampa
Ma passare a cura un pò più aggiornato no? Non dico l'ultima versione ma una più recente..... di quand'è quella versione? Non c'è da qualche parte setting extruder? -
Anycubic Kossel Linear : Ventole
Basilietto ha risposto a Lazarus nella discussione Problemi generici o di qualità di stampa
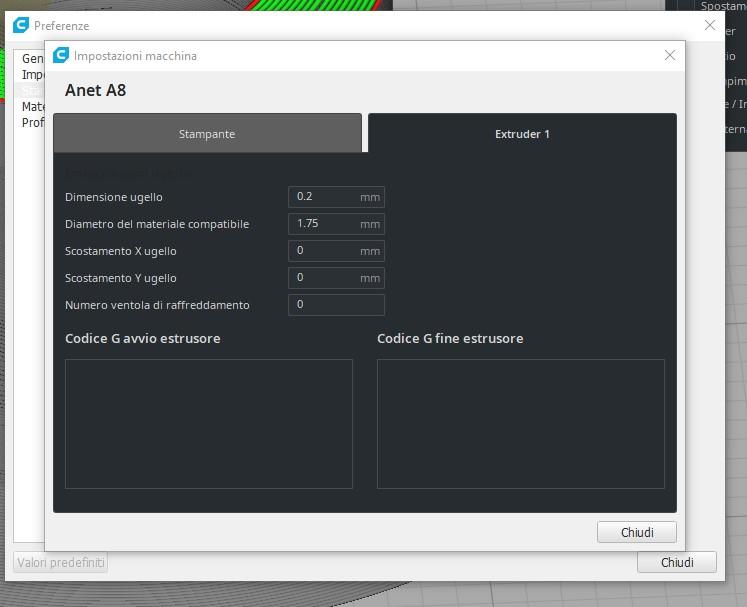
Gli ho consigliato di abbassarlo perchè mi sembrava troppo alto in stampa.... tutto qui Scusa non hai impostazioni-stampante-gestione stampanti? -
Anycubic Kossel Linear : Ventole
Basilietto ha risposto a Lazarus nella discussione Problemi generici o di qualità di stampa
Vai in impostazione stampanti e controlla che su extruder ci sia la ventola selezionata a zero e non 1 Ci ho perso settimane finchè un amico qui del forum mi ha fatto notare l'errore, anch'io dovevo azionarla da lcd. Comunque sei troppo alto dal piatto, abbassa quel 0.3 e portalo a 0.15 (primo layer)
-
Anycubic Kossel Linear : Ventole
Basilietto ha risposto a Lazarus nella discussione Problemi generici o di qualità di stampa
Che slicer utilizzi? -
Problema in fase di stampa
Basilietto ha risposto a Crash nella discussione Problemi generici o di qualità di stampa
Stavo pensando non è che fosse la puleggia dentata mal fissata? -
Problema in fase di stampa
Basilietto ha risposto a Crash nella discussione Problemi generici o di qualità di stampa
Si ok e allora? Non devi correggere i dati della eprom, devi solo provare a stampare -
Problema in fase di stampa
Basilietto ha risposto a Crash nella discussione Problemi generici o di qualità di stampa
Mi dispiace ma non riesco a visualizzare il video, mi manca un codec -
Problema in fase di stampa
Basilietto ha risposto a Crash nella discussione Problemi generici o di qualità di stampa
Ok allora scambia quel motore -
Problema in fase di stampa
Basilietto ha risposto a Crash nella discussione Problemi generici o di qualità di stampa
Non c'è nessun casino, devi solo staccare il connettore dei due motori e invertirli. Su quale asse ti da il problema?