Basilietto
-
Numero contenuti
1.589 -
Iscritto
-
Ultima visita
-
Giorni Vinti
9
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Basilietto
-

Problema in fase di stampa
Basilietto ha risposto a Crash nella discussione Problemi generici o di qualità di stampa
Scambiarlo Se è il motore avrai perdita di passi sull'asse Z, se te lo fa anche con quel motore hai un problema meccanico -
Problema in fase di stampa
Basilietto ha risposto a Crash nella discussione Problemi generici o di qualità di stampa
Innanzi tutto bisogna saper su quale asse te lo fa, su X o su Y? Una volta indiviaduato l'asse proverei a sostituire il motore con uno Z e vedere se il problema persiste... (visto che hai detto che meccanicamente è tutto ok, cuscinetti e scorrimento lineare fluido) -
Malfunzionamento stepper estrusore
Basilietto ha risposto a stefac17 nella discussione Problemi generici o di qualità di stampa
Non hai parlato di una cosa molto importante: la ruota godronata, hai controllato? E' ok? Potrebbe essere consumata e dovresti sostituirla -
Retraction/Stringing su Geeetech I3 Pro B Acrilic
Basilietto ha risposto a Herlings nella discussione Geeetech
Buongiorno, @Herlings hai fatto come ti ho detto? -
Retraction/Stringing su Geeetech I3 Pro B Acrilic
Basilietto ha risposto a Herlings nella discussione Geeetech
Scaricati il file stl che ho allegato su e con quello utilizzi simplify con la funzione che ti ho detto. Spliti l'oggetto in quante parti vuoi, anche 16, e a ogni parte gli dai i valori di retrazione e stampa. Nel file gcode che ho postato la velocità di stampa è 40mm/s e 20mm/s parete esterna con 120mm/s di spostamento. I valori della retrazione sono solo G1 F.... E.... Non ti conviene fare come ho fatto io e correggere il file gcode perché per ogni layer ci sono da correggere una decina di righe -
Retraction/Stringing su Geeetech I3 Pro B Acrilic
Basilietto ha risposto a Herlings nella discussione Geeetech
Considera che gli ho dato una velocità negli spostamenti di 120mm/s. Io di solito lavoro con questo valore. Riguardo alla funzione pulisci ugello non la conosco e non so cosa dirti. Io lo pulisco col filamento di pulizia 😂😂😂😂😂 -
Retraction/Stringing su Geeetech I3 Pro B Acrilic
Basilietto ha risposto a Herlings nella discussione Geeetech
Quale funzione? In ogni caso avresti dovuto lavorare con simplify sul file stl con la funzione variable setting wizard, splitare l'oggetto stl in quante parti desideri e dare i valori di retrazione a ogni parte. In 5 minuti crei il file gcode. Io ci ho messo ore e ore perchè ho dovuto correggere il file gcode 🤪 -
Retraction/Stringing su Geeetech I3 Pro B Acrilic
Basilietto ha risposto a Herlings nella discussione Geeetech
Cavolo, non avevo capito che hai simplify.... non avrei perso tante ora a correggere quel benedetto file della torre.... -
Retraction/Stringing su Geeetech I3 Pro B Acrilic
Basilietto ha risposto a Herlings nella discussione Geeetech
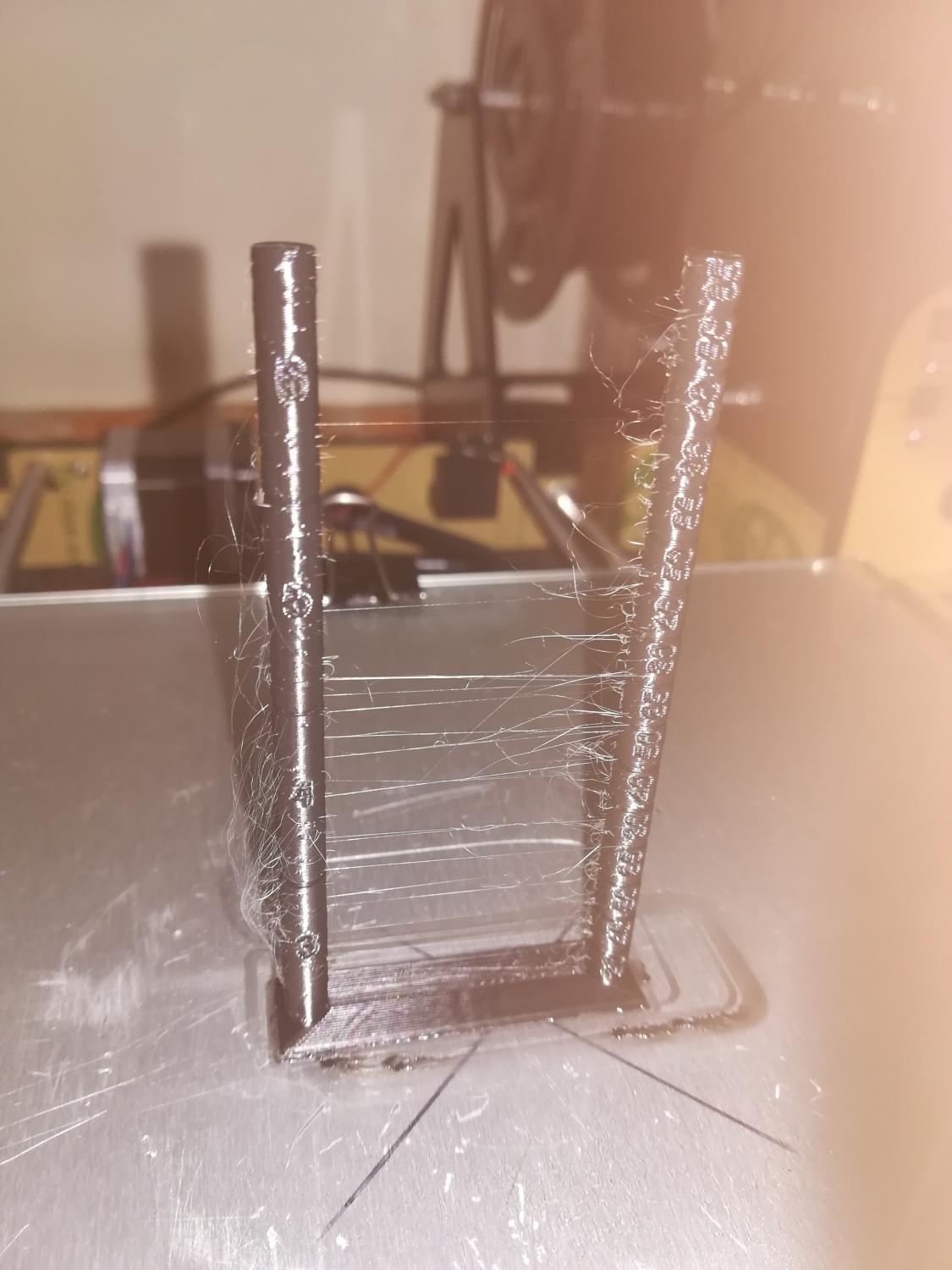
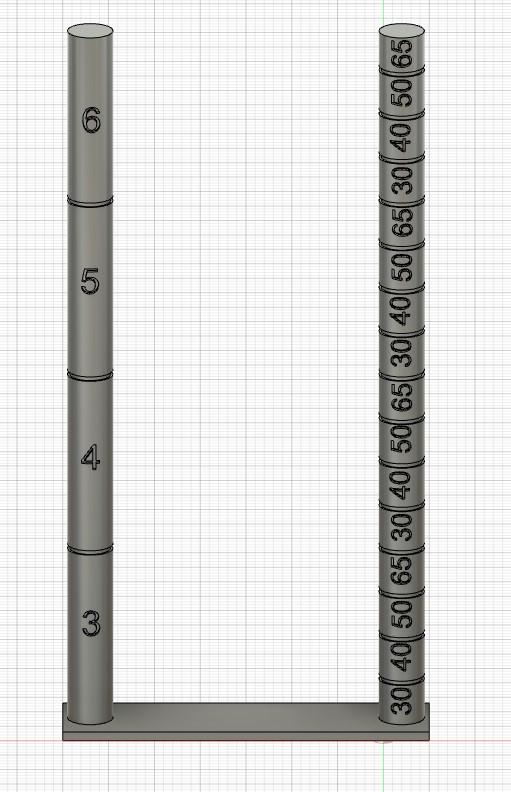
Controllate il codice g avvio a inizio file per la vostra stampante, ho cancellato molte impostazioni che ho io ma dovrebbe andar bene... Torre retrazione CUSTOM.gcode -
Retraction/Stringing su Geeetech I3 Pro B Acrilic
Basilietto ha risposto a Herlings nella discussione Geeetech
Ecco qui, il risultato migliore l'ho avuto alla fine ossia 6/65mms
-
Layer sfalsati ciclicamente
Basilietto ha risposto a Mauro Mori nella discussione Hardware e componenti
lascia perdere, pensavo montassi driver migliori che avessi la modalità stealthchop, quel comando serve a disabilitarla ma non è il tuo caso con quella scheda -
Questo mi è molto utile perché in attesa della prolunga sto configurando marlin. Cosa dovrei decommentare al posto del bltouch?
-
Layer sfalsati ciclicamente
Basilietto ha risposto a Mauro Mori nella discussione Hardware e componenti
Non mi ricordo, se l'hai detto, che tipo di scheda monti... Prova nello start gcode della stampante a mettere M569 Z S0 e vediamo se è un problema di coppia dei motori -
Retraction/Stringing su Geeetech I3 Pro B Acrilic
Basilietto ha risposto a Herlings nella discussione Geeetech
Sono 16 parti, in altezza, e ogni parte ha la sua retrazione con la velocità. Ieri notte ho deciso di correggere il file gcode, sono a metà dell'opera. Purtroppo, non avendo simplify (e mai lo avrò) non posso fare altrimenti -
Retraction/Stringing su Geeetech I3 Pro B Acrilic
Basilietto ha risposto a Herlings nella discussione Geeetech
Su simplify3d c'è un'opzione che si chiama "variable setting wizard", serve a splitare l'oggetto in quante parti vuoi e per ogni parte dare le regolazioni che vuoi, un pò come cura per "blocco supporto"... solo che cura è limitato (non so se ci siamo plugin a riguardo) e non mi fa correggere le retrazioni, molto probabile, invece, che con simplify puoi farlo dato che ogni parte è a se -
Retraction/Stringing su Geeetech I3 Pro B Acrilic
Basilietto ha risposto a Herlings nella discussione Geeetech
Prova a generare un file gcode con retrazione velocità 30mm/s e poi cerca nel file tutti gli F1800 generati... Capirai quello che ti ho detto, naturalmente tutti i G1 F1800 E sono relativi alla retrazione. Se vuoi ti passo il file stl delle torri e capirai quante retrazioni ci sono solo in un unico layer Torre retrazione.stl -
Retraction/Stringing su Geeetech I3 Pro B Acrilic
Basilietto ha risposto a Herlings nella discussione Geeetech
Ricapitoliamo: generando il file con lo slicer e spuntando una retrazione in tutti i layer sono presenti i codici della ritrazione, ossia G1 F... E...., dovrei correggere layer per layer tutto quanto, ci metterei una vita. Io pensavo di eliminare la retrazione con lo slicer e dare un comando generale dal primo layer, passare poi al layer 25 (5mm a 0.2) e dare un altro comando valido per gli altri 25 layer.... non farlo layer per layer, non so se mi sono spiegato. Ecco perchè chiedevo se ci fosse un comando M al posto del G1. Con cura, utilizzando blocco supporto non mi da i comandi della retrazione, probabile lo faccia simplify ma io non ce l'ho -
Retraction/Stringing su Geeetech I3 Pro B Acrilic
Basilietto ha risposto a Herlings nella discussione Geeetech
Allora... esperimento fallito perchè sto sbagliando nell'inserimento dei codici gcode per il cambio dei parametri... parte con G1 F1800 E-3 che sono i valori impostati su cura e resta così per tutto il pezzo benchè gli cambi i codici alle varie altezze. C'è un comando per annullare il codice di partenza e farlo ripartire col G1? Oppure un codice M, io ho provato con M207 ma non va... -
strumento per il calcolo semiautomatico della estrusione
Basilietto ha risposto a marcottt nella discussione Problemi generici o di qualità di stampa
Ormai ho buttato tutto ahahahahaahah, ho visto solo rametti su due facce e su due no, avrei dovuto correggere la velocità perchè per come me l'ha dato @bacconi ha stampato troppo veloce per valutare eventuali stringing -
Retraction/Stringing su Geeetech I3 Pro B Acrilic
Basilietto ha risposto a Herlings nella discussione Geeetech
Cosa vuol dire custom? Io so solo di moto ahahahahahahahaah -
Retraction/Stringing su Geeetech I3 Pro B Acrilic
Basilietto ha risposto a Herlings nella discussione Geeetech
Io sto per eseguire il test con questo, vediamo che succede.... Secondo me non c'è meglio che valutare lo stringing fra due torrette
-
strumento per il calcolo semiautomatico della estrusione
Basilietto ha risposto a marcottt nella discussione Problemi generici o di qualità di stampa
E cosa ci dovrei vedere in questo cubo? Io vedo solo le facce tutte uguali, nessun valore di riferimento e a quanto pare non vedo stringing da nessuna parte
-
strumento per il calcolo semiautomatico della estrusione
Basilietto ha risposto a marcottt nella discussione Problemi generici o di qualità di stampa
Ok perfetto, io ho semplicemente fatto al quadrato, pensavo fosse quella la formula di F, seguirò quella tabella e rifaccio tutto anche perchè sto stampando quel cubo ma, a parte che la velocità di stampa è eccessiva, non ci vedo proprio niente -
strumento per il calcolo semiautomatico della estrusione
Basilietto ha risposto a marcottt nella discussione Problemi generici o di qualità di stampa
per 30mm/s ho messo F900, per 40 F1600, per 50 F2500, per 60 F3600........ giusto? -
strumento per il calcolo semiautomatico della estrusione
Basilietto ha risposto a marcottt nella discussione Problemi generici o di qualità di stampa
esatto, non ho visto il gcode ma quelli sono il comando