Killrob
-
Numero contenuti
14.121 -
Iscritto
-
Ultima visita
-
Giorni Vinti
429
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Killrob
-

[solved][CURA] Temperatura iniziale di stampa più alta
Killrob ha risposto a NicolaP nella discussione Software di slicing, firmware e GCode
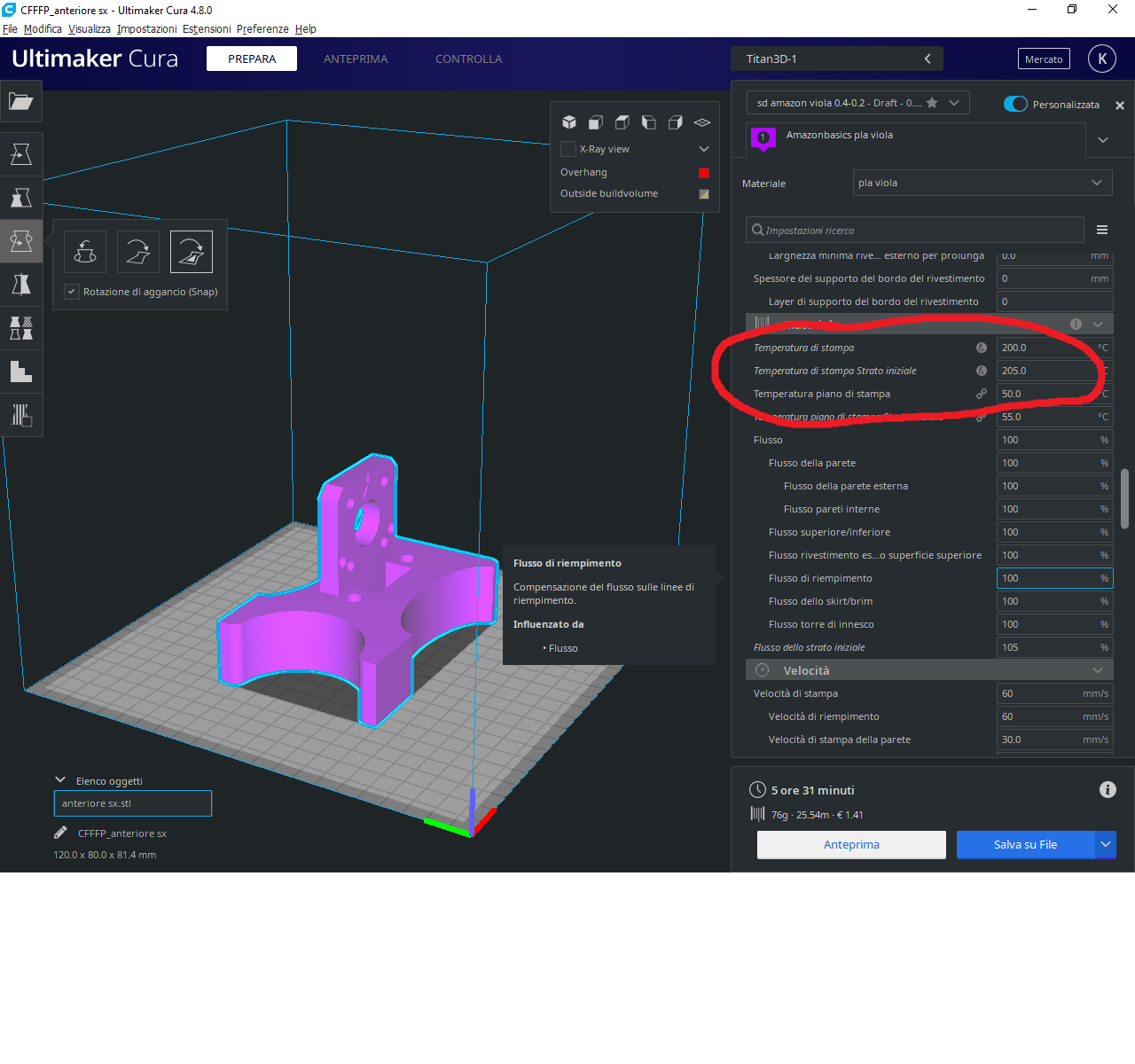
come ulteriore prova questi sono estratti del gcode del pezzo che è attualmente in stampa. quello della foto per intenderci: Inizio stampa primo layer: M140 S55 M105 M190 S55 M104 S205 M105 M109 S205 M82 ;absolute extrusion mode M220 S100 ;Reset Feedrate M221 S100 ;Reset Flowrate G28 ;Home G92 E0 ;Reset Extruder G1 Z2.0 F3000 ;Move Z Axis up G1 X10.1 Y20 Z0.28 F5000.0 ;Move to start position G1 X10.1 Y200.0 Z0.28 F1500.0 E15 ;Draw the first line G1 X10.4 Y200.0 Z0.28 F5000.0 ;Move to side a little G1 X10.4 Y20 Z0.28 F1500.0 E30 ;Draw the second line G92 E0 ;Reset Extruder G1 Z2.0 F3000 ;Move Z Axis up M117 Sto stampando... G92 E0 G92 E0 G1 F3300 E-6 ;LAYER_COUNT:406 ;LAYER:0 M107 G1 F600 Z0.8 G0 F9000 X46.415 Y65.143 Z0.8 ;TYPE:SKIRT G1 F600 Z0.3 G1 F3300 E0 dal layer 2 in poi ;MESH:NONMESH G0 F9000 X145.584 Y113.112 Z0.8 ;TIME_ELAPSED:506.594433 ;LAYER:1 M140 S50 M104 S200 M106 S28.3 ;MESH:anteriore sx.stl G0 X145.584 Y113.112 Z1 ;TYPE:WALL-INNER G1 F600 Z0.5 G1 F3300 E786.61414 G1 F2700 X146.02 Y113.651 E786.6372 G1 X146.52 Y114.132 E786.66027 G1 X147.077 Y114.542 E786.68328 G1 X147.681 Y114.878 E786.70626 G1 X148.326 Y115.135 E786.72936 G1 X148.993 Y115.307 E786.75227 G1 X149.68 Y115.392 E786.77529 G1 X150.374 Y115.39 E786.79837 G1 X151.061 Y115.296 E786.82144 G1 X151.727 Y115.119 E786.84436 G1 X152.37 Y114.854 E786.86749 G1 X152.968 Y114.512 E786.8904 G1 X153.521 Y114.096 E786.91342 G1 X154.017 Y113.611 E786.93649 -
[solved][CURA] Temperatura iniziale di stampa più alta
Killrob ha risposto a NicolaP nella discussione Software di slicing, firmware e GCode
in che senso ho verificato? se guardi la prima immagine che ho postato ho 205 come strato iniziale e 200 per il resto della stampa, e la stampante si comporta esattamente così, mi stampa il primo layer a 205 e poi scende a 200. -
errore temperatura Ender 3
Killrob ha risposto a Zanni Gabriele nella discussione La mia prima stampante 3D
quindi cosa hai fatto? hai collegato il termistore del piatto al connettore dell'hotend e ha funzionato? -
Stampante Ender 3 va in pausa
Killrob ha risposto a AngeloD91 nella discussione Problemi generici o di qualità di stampa
controlla bene che il livello sia sempre lo stesso, e che te lo faccia con altri tipi di files anche, vediamo di cominciare ad escludere qualche possibilità -
[solved][CURA] Temperatura iniziale di stampa più alta
Killrob ha risposto a NicolaP nella discussione Software di slicing, firmware e GCode
io lo faccio sempre, stampo il primo layer costantemente 5 gradi più alto sia di hotend che di piatto, il fatto che tu non ci riesca non vuol dire che non si può, non usi i settaggi corretti, tutto qui. Uso Cura 4.8.0 -
[solved][CURA] Temperatura iniziale di stampa più alta
Killrob ha risposto a NicolaP nella discussione Software di slicing, firmware e GCode
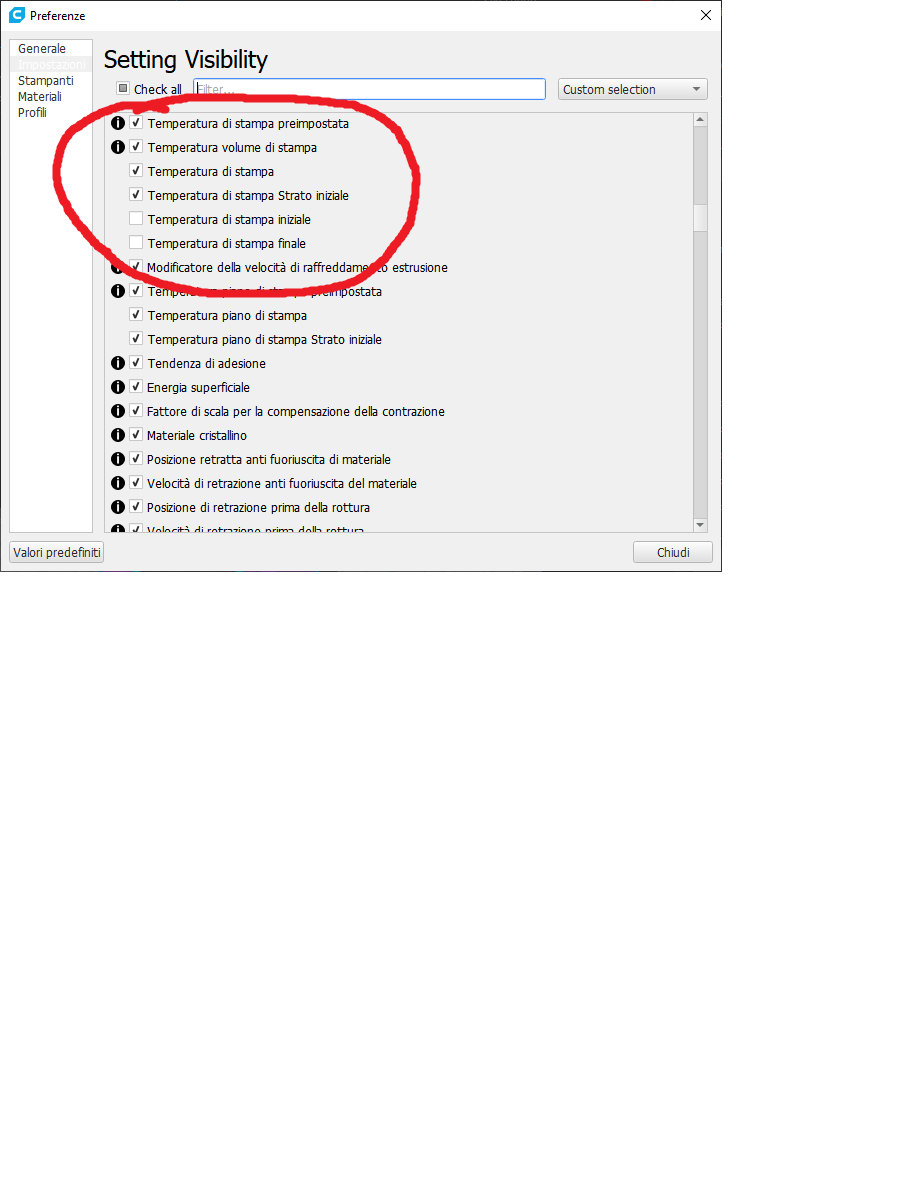
non è necessario, elimina dalle impostazioni di visualizzazione la "temperatura di stampa iniziale", come ho fatto io, e sei a posto
-
non hai sbagliato nulla, molto semplicemente devi rifare il calcolo per Z. Hai detto, e vedo, che hai impostato 400 per Z quindi il calcolo è il seguente per l'appunto: 10/64*400=62.5 che mi sembra un valore molto strano per Z ma non ti resta che provare impostando M92 Z62.5 e poi dare M500, quindi provare a far alzare di nuovo Z di 10mm e vedere se corrisponde.
-
ok allora comincia ad andare a vederti questo link https://www.stampa3d-forum.it/forums/topic/10395-profili-per-resine/
-
Consigli su stampa 3d resina
Killrob ha risposto a Francesco Mollo nella discussione Problemi generici o di qualità di stampa
è la resina standard di nova3d? se si dovresti mettere 90 come tempo di esposizione nel burn-in ed in tempo di esposizine normale va bene 14 -
ti ringrazio io ma @Help3d ha un account qui e di solito risponde il Piraz, mi piacerebbe tanto avere le sue competenze e conoscenze, ma non sono al suo livello 😉
-
Consigli su stampa 3d resina
Killrob ha risposto a Francesco Mollo nella discussione Problemi generici o di qualità di stampa
Gli strati di burn in sono quelli iniziali i layer normali sono tutti gli altri. -
Per la mia esperienza se una cosa funziona non si cambia, io uso da più di un anno e mezzo una Ender 3 con firmware chiuso Creality e non sento la minima necessità di cambiare, ed anche io preferisco firmware open, che uso su tutte le mie altre stampanti autocostruite
-
Sono lusingato delle tue belle parole ma credo che tu abbia sbagliato persona, io non faccio video tutorial di fusion io li seguo ed imparo 😉
-
Stampante Ender 3 va in pausa
Killrob ha risposto a AngeloD91 nella discussione Problemi generici o di qualità di stampa
Per quanto si blocca? Potrebbe essere un difetto della scheda SD prova a riformattarla -
Consigli su stampa 3d resina
Killrob ha risposto a Francesco Mollo nella discussione Problemi generici o di qualità di stampa
Sezione materiali di stampa trovi il link per le impostazioni delle resine -
errore temperatura Ender 3
Killrob ha risposto a Zanni Gabriele nella discussione La mia prima stampante 3D
Prova a collegare il sensore del piatto e vedi se ti fa lo stesso difetto -
parametri e settaggi per una resina
Killrob ha risposto a Faber73 nella discussione Materiali di stampa
prego 😉 -
[risolto] Ender 3 estrusore non tira il filo
Killrob ha risposto a AngeloD91 nella discussione Problemi generici o di qualità di stampa
di nulla 😉 -
modificare gli stepmm? lo devi fare da pc collegato alla stampante e forse, ma dico forse, sarebbe anche possibile salvare i nuovi valori direttamente in eeprom. Per prima cosa comunque devi collegare la stampante la pc ed installare repetier host
-
[risolto] Ender 3 estrusore non tira il filo
Killrob ha risposto a AngeloD91 nella discussione Problemi generici o di qualità di stampa
ok attendo aggiornamenti -
[risolto] Ender 3 estrusore non tira il filo
Killrob ha risposto a AngeloD91 nella discussione Problemi generici o di qualità di stampa
ok allora tu hai la 4.2.2 ed io ho trovato questi articoli: Creality has advised the following Vref values are stock for the Ender 3 V2 (v4.2.2 mainboard): Driver Voltage X 1.18 - 1.2 Y 0.99 - 1.01 Z 1.18 - 1.2 E 1.38 - 1.4 There have been reports of long prints heating up the extruder enough to melt PLA as it feeds. There have been some reports of success using the following Vref settings. Note that lowering the Vref also lowers the stepper motor power, so going too low may lead to missed steps. Driver Voltage X 1.14v (580mA) Y 1.14v (580mA) Z 1.14v (580mA) E 1.27v (650mA) The adjustment procedure is as per the following video, however do not copy the voltage values in the video as these are not correct for the TMC2208 stepper drivers. e questo video per il settaggio della vref https://youtu.be/hC4J29rxPlQ fai attenzione a ciò che fai e come lo fai altrimenti friggi la scheda. -
Problemi con Ender 3 pro scheda Creality 4.2.7 e 3D touch
Killrob ha risposto a Bandanilo69 nella discussione Hardware e componenti
ottimo, veramente ottimo, sono contento per te, e come ti sembrano le stampe? -
[risolto] Ender 3 estrusore non tira il filo
Killrob ha risposto a AngeloD91 nella discussione Problemi generici o di qualità di stampa
allora la devi aprire e fargli una foto, sopra c'è scritto che versione è -
[risolto] Ender 3 estrusore non tira il filo
Killrob ha risposto a AngeloD91 nella discussione Problemi generici o di qualità di stampa
ma la scheda è ancora quella originale? che ti è arrivata con la stampante? questi sono i valori di base per la Ender 3 stock https://gist.github.com/knoopx/e6c40a009e796203b93a75a3ed6a5ab8 -
si hai ragione non hai la possibilità di modificare gli stepmm, ti tocca farlo da gcode ed inserirlo nello start gcode...