Killrob
-
Numero contenuti
14.123 -
Iscritto
-
Ultima visita
-
Giorni Vinti
429
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Killrob
-
non ce l'ho ma mi dicono che è un buon compressore
-
https://pt.aliexpress.com/item/32697889176.html?spm=a2g0s.8937474.0.0.be2c2e0eyyIQeH mi sembra interessante.... voi che ne dite? e c'è anche la versione Volcano https://pt.aliexpress.com/item/1005003842317935.html?gatewayAdapt=glo2bra&spm=a2g0o.detail.1000060.1.145625be8kqOQQ&gps-id=pcDetailBottomMoreThisSeller&scm=1007.13339.274681.0&scm_id=1007.13339.274681.0&scm-url=1007.13339.274681.0&pvid=3ac7cd1b-0d9b-4aea-8144-7eecae029af7&_t=gps-id:pcDetailBottomMoreThisSeller,scm-url:1007.13339.274681.0,pvid:3ac7cd1b-0d9b-4aea-8144-7eecae029af7,tpp_buckets:668%232846%238112%231997&pdp_ext_f=%7B%22sku_id%22%3A%2212000027318012457%22%2C%22sceneId%22%3A%223339%22%7D&pdp_pi=-1%3B25.98%3B-1%3B-1%40salePrice%3BEUR%3Brecommend-recommend
-

Stampare 3D con due colori e singolo estrusore
Killrob ha risposto a Fra_matte nella discussione Problemi generici o di qualità di stampa
e che materiale? -
Come ottenere la massima resistenza meccanica ?
Killrob ha risposto a Tanbruk nella discussione Problemi generici o di qualità di stampa
Sfatiamo questo mito una volta per tutte, Asa e Abs NON hanno necessità di stampanti chiuse, io stampo questi 2 materiali in cantina dove ho tutte le mie stampanti. Cerca le discussioni aperte da @Carsco Azurefilm fa del buon Asa ad un buon prezzo. -
Qualcosa di molto ludico ...
Killrob ha risposto a belcarlo nella discussione Le tue stampe - Album fotografico dei migliori modelli 3D
ti bastava scrivere "BELCARLO CASINO' ROYALE" direttamente sulle parti dove c'è il valore... 😉 😄 -
Air assistan da mini aerografo
Killrob ha risposto a l0v3byte nella discussione La mia stampante 3D e il mio laboratorio
non vorrei deluderti ma... l'ho usato anche io quel compressore, dopo la quarta volta che lo usavo ho dovuto smontarlo perchè il raccordo eccentrico di plastica fissato sull'albero motore si è sfilato e niente più aria. Dopo che mi è successo altre 2 volte ho deciso di passare a quello degli acquari che è progettato per un utilizzo in continuità. -
Sostituire microsd con all'interno octoprint
Killrob ha risposto a giaccaz nella discussione Off-Topic in generale
si -
Sostituire microsd con all'interno octoprint
Killrob ha risposto a giaccaz nella discussione Off-Topic in generale
questo non è un clonatore per dischi di sistema, ti clona il contenuto del disco ma non le partizioni per eseguire il bootstrap, clonezilla invece è fatto apposta per clonare dischi di avvio -
non ti serve di cambiare la velocità di slicing, devi ricalcolare gli stepmm dell'estrusore. leggi qui per sapere come si fa
-
Sostituire microsd con all'interno octoprint
Killrob ha risposto a giaccaz nella discussione Off-Topic in generale
e perché non dovrebbe partire? come hai passato i dati da una all'altra? non facendo una copia brutale vero? devi rifare lo stesso procedimento che hai fatto con la prima da 32 e rimetterci tutte le impostazioni che avevi. Oppure potresti provare ad usare clonezilla per copiare il disco (perché anche se è una TF sempre di un disco di avvio si tratta) -
come calcolare se il filo nella bobina basta per la stampa?
Killrob ha risposto a Tanbruk nella discussione Materiali di stampa
pesi la bobina al netto del rullo, lo slicer ti dice quanti metri ed il peso. E' l'unico modo che conosco. Oppure ti modernizzi ed usi il filament detection, anche quello semplice, che quando la bobina finisce la stampa si ferma. 😉 -
Qualcosa di molto ludico ...
Killrob ha risposto a belcarlo nella discussione Le tue stampe - Album fotografico dei migliori modelli 3D
e la scritta "CASINO' di BELCARLO" ? dove l'hai messa? 😄 😄 😄 -
Chitubox e previsioni tempi di stampa
Killrob ha risposto a dnasini nella discussione Software di slicing, firmware e GCode
mi spiace non ti so rispondere -
Come ottenere la massima resistenza meccanica ?
Killrob ha risposto a Tanbruk nella discussione Problemi generici o di qualità di stampa
non usare PETG... ABS o ASA sono praticamente obbligatori -
Stampe "pelose"
Killrob ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
lo fa anche a me, io li tolgo con l'asciugacapelli -
io ho fatto così
-
Errore di connessione tmc 2208
Killrob ha risposto a Alessandro998 nella discussione Hardware e componenti
se non ricordo male nel _adv.h ci sono i parametri per il microstepping -
Stampe "pelose"
Killrob ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
direi di no -
Stampe "pelose"
Killrob ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
potrebbe essere, ma non danno troppo fastidio, vengono via con una passata di asciugacapelli -
@dnasiniha ragione,anche io uso i BMG di Trianglelab con estrema soddisfazione
-
Errore di connessione tmc 2208
Killrob ha risposto a Alessandro998 nella discussione Hardware e componenti
il firmware che hai su lo hai compilato tu o hai scaricato un file .hex? -
Errore di connessione tmc 2208
Killrob ha risposto a Alessandro998 nella discussione Hardware e componenti
no, la trigorilla non supporta la modalità UART ma la stampante funziona e come ha detto @FoNzY vref e microstepping te li devi regolare il primo con il potenzionmetro ed il secondo da firmware -
miiiii che botta di cu............ 😄
-
Errore di connessione tmc 2208
Killrob ha risposto a Alessandro998 nella discussione Hardware e componenti
i ponticelli, o jumpers, sotto ai drivers li hai settati? guarda sul sito di anycubic o sul gruppo FB di anycubic come fare dai dai... se li avesse inseriti al contrario avrebbe una bella frittura di chip altro che errore TMC -
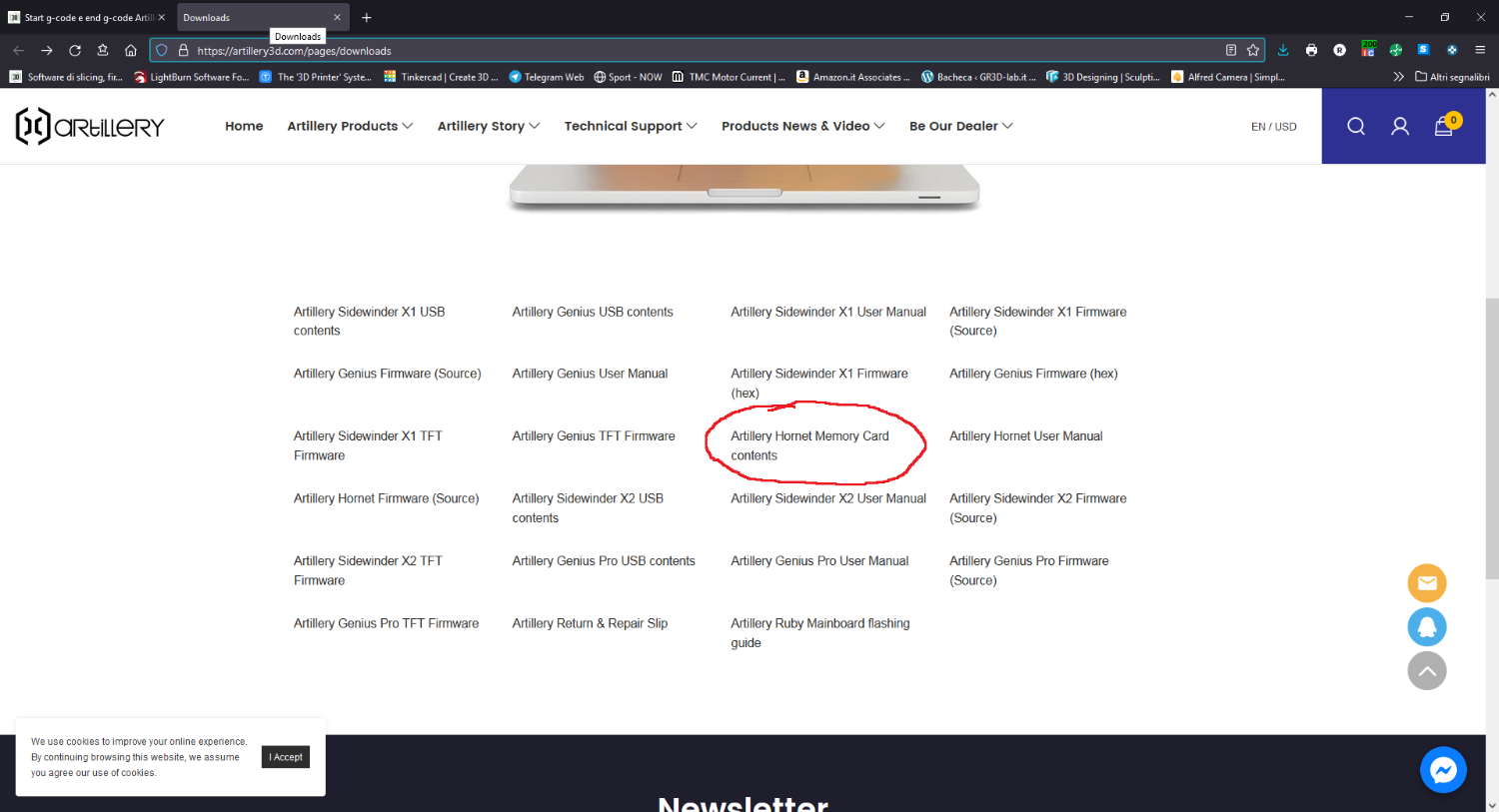
Start g-code e end g-code Artillery Hornet
Killrob ha risposto a emiliano_cirilli nella discussione Problemi generici o di qualità di stampa
scusa dove hai passato le 2 ore a cercare sul web? a me sono bastati 5 secondi e non ho nemmeno quella stampante, non voglio essere offensivo per carità ma hai guardato nel posto più ovvio?? sul sito del produttore???? https://artillery3d.com/pages/downloads