marcottt
-
Numero contenuti
6.025 -
Iscritto
-
Ultima visita
-
Giorni Vinti
128
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di marcottt
-

Qualità di stampa
marcottt ha risposto a Christiangianolli nella discussione Problemi generici o di qualità di stampa
il petg tende a fare più fili di pla e abs... può essere tante cose anche solo filamento umido. Hai veramente un nozzle 0.3? di solito è 0.4... hai bowden o diretto ? ... 0.8 di retrazione può essere giusto/leggermente scarso per diretto... se hai bowden è poco... diciamo meglio 3/4 mm. la parte interna non saprei.... potrebbe anche essere di nuovo fili solo che per qualche motivo sono più presenti... oppure la superficie è veramente fragile? il materiale potrebbe essere umido? -
Superfici curve e "squadrate"
marcottt ha risposto a kar120c nella discussione Problemi generici o di qualità di stampa
in realtà puoi, anche con le immagini... ma ottieni un fil in alta definizione.... senza alcun guadagno... Se per esempio ha una faccia quadrata cmposta da 2 grossi triangoli... se la porti in alta definiione avrai la medesima faccia con la medesima dimensione ma composta da 8 o 16 triangoli... ma la realtà è che è sempre la stessa faccia. E' lo stesso problema di ingrandire un'immagine a bassa definizione... se un pixel è grigio... alzando la definizione avrai la stessa zona composta da 4 , 9 o 16 pixel... tutti grigi... 🙂 ... a meno che non sei dentro a CSI oppure a Blade Runner... in quel caso dietro al pixel grigio c'è un'intera targa automobilistica perfettamente riconoscibile... -
Mai domanda più stupida venne fatta....
marcottt ha risposto a Tanbruk nella discussione Hardware e componenti
Ciao, la ventola soffia non aspira, però deve soffiare sul radiatore alettato e NON deve soffiare su heatblock o nozzle. la ventola del materiale (se l'hai) devce soffiare sull'oggetto e NON su heatblock o nozzle... in pratica non c'è motivo per cui la ventola abbassi lòa temperatura del nozzle... controlla perchè qualcosa non è corretto. -
Stampare un oggetto di circa 10x8 cm avente delle scritte da circa 2mm
marcottt ha risposto a Benni nella discussione Software di slicing, firmware e GCode
se sono 1.3 ce la puoi fare... sarebbero 3 percorsi... una minima resistenza l'ha. però certi punti come il "buco" dentro la "e" sarà difficile penso. -
se non ricordo male quel video, aveva passato il sale in un frullatore per renderlo più fine e quindi avere le superfici a loro volta più fini.
-
scusa ma come fai a verificare questo valore percentuale? quella è la velocità di una connessione seriale, che però viene emulata su una connessione usb che è parecchio più performante e non ha sicuramente problemi a gestire 115k... mi sembra un po' strani che tu perda pacchetti...
-
Pornografia - categoria primo layer
marcottt ha risposto a marcottt nella discussione Problemi generici o di qualità di stampa
si è vero... però il primo layer è molto bello... e decisamente ampio... considera che quella stampante è autocostruita... mi sembra comunque notevole. -
ciao, può essere normale perchè riceve dalla usb, però non riuscirai a stampare perchè non hai potenza a sufficienza per pilotare motori etc etc... francamente non ricordo se la mia lo fa quando accendo il pc... direi di no.
-
Pornografia - categoria primo layer
marcottt ha pubblicato una discussione in Problemi generici o di qualità di stampa
ciao a tutti.... metto un video porno in questo sito troppo serio... sopratutto per far vedere che un primo layer bello si può avere e Miranda lo ha anche fatto... direi ... abbastanza ampio 🙂 -
aggiornamento, appena arrivato scheda, in 10 minuti è operativa e sembra essere tutto ok, il caricamento è sufficientemente veloce (un file gcode tipico lo carica in 5 secondi), la stampante la vede e funziona senza pilotaggio esterno di qualche tipo. Quando aggiorno i file sulla sd, devo fare unmount/mount della sd per vedere aggiornamenti ma direi che è ovvio. Mi manca solo un test di stampa concreto, per ora tutto ok; premesso che non ho fatto ancora una stampa vera, per il resto la consiglio.
-
potresti provare ad avere collegato un pc e durante la stampa guardare il monitor delle temperature, c'è su repetier host ma anche pronterface o s3d ... giusto per vedere la cosa dal punto di vista della stampante.
-
benvenuto!
-
Aiuto please, stampante elegoo mars pro
marcottt ha risposto a Emotions nella discussione La mia prima stampante 3D
ciao, scusa mi sono reso conto che è una resina e non fdm, la mia prima risposta considerala nulla. -
Più perimetri= più resistenza?
marcottt ha risposto a Restintrip_ nella discussione Software di slicing, firmware e GCode
la realtà è che come sempre non esiste una regola esatta, dipende dalla forma del pezzo e dalle sollecitazioni meccaniche. -
Come inclinare su Fusion360
marcottt ha risposto a salvo931 nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
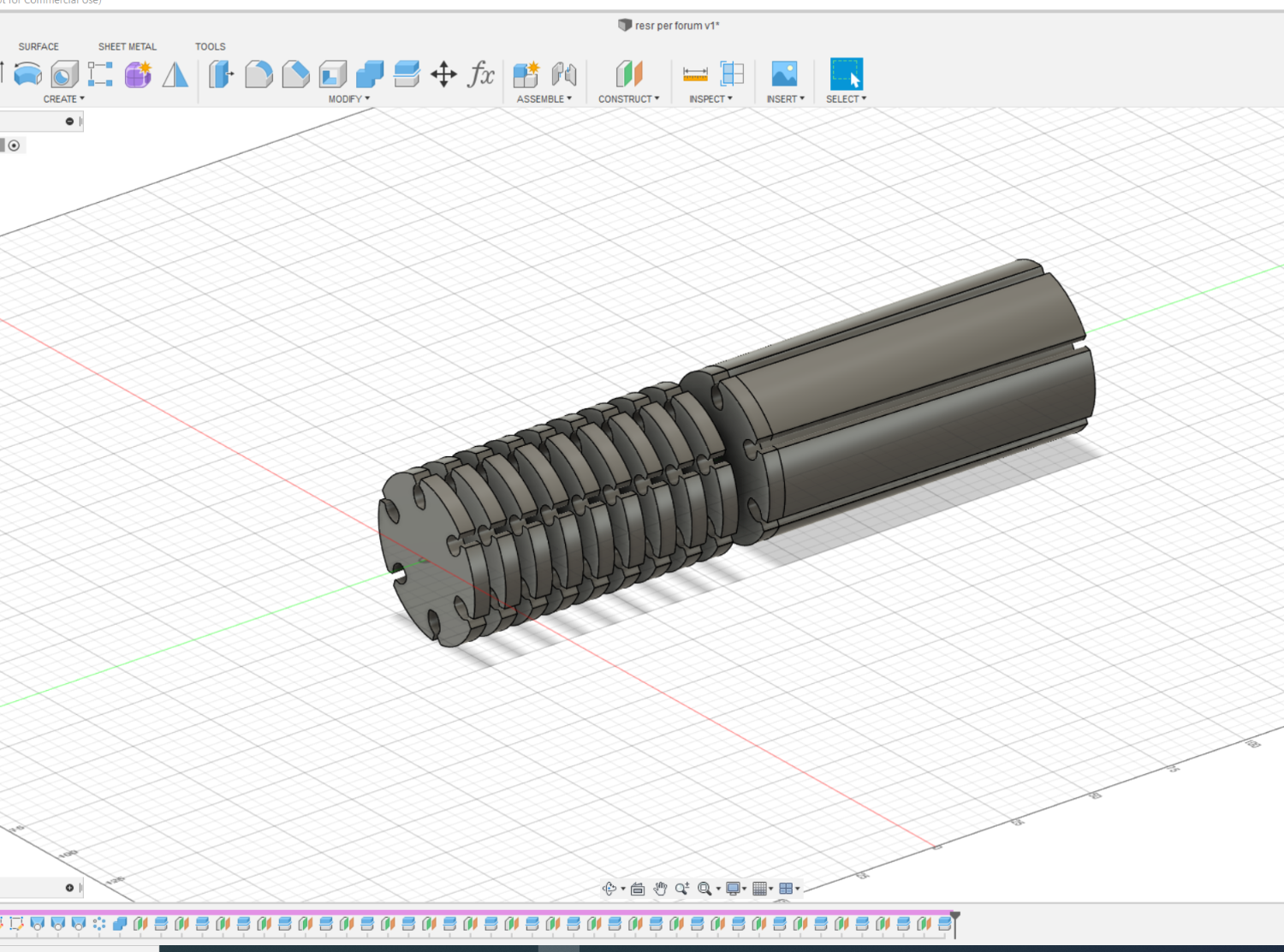
rispondo ad entrambi: a) creato cilindro b) creato un disegno del foro su un fianco c) creato copia del disegno del foro, con rotazione su asse Y, dei gradi desiderati, la copia è fatta con linee di costruzione d) proiettata la copia sul lato opposto e) fatto loft dal fronte al retro (ovviamente front con buco di riferimento, retro con buco proiettato della versione sfalsata) f) pattern circolare per avere n scavi g) creati molteplici offset plane dalla faccia anteriore per predisporre il taglio, a distanza 5mm nel mio caso h) tagliato body usando gli offset plane (un po' noioso). -
Aiuto please, stampante elegoo mars pro
marcottt ha risposto a Emotions nella discussione La mia prima stampante 3D
è possibile.... ma molto rischioso e difficile perchè devi gestire la riaccensione, il riscaldamento etc etc.... inoltre è probabile che in tutto quel tempo il pezzo si stacchi da solo dal piatto.... lascerei perdere. -
mi spiace, io ho solo seguito video youtube per risolvere le esigenze di volta in volta. comunque dubito possa esistere una guida così omnicomprensiva e pure aggiornata... mi sembra che quei parametri che chiedi sviluppino un manuale troppo ampio.
-
Come inclinare su Fusion360
marcottt ha risposto a salvo931 nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
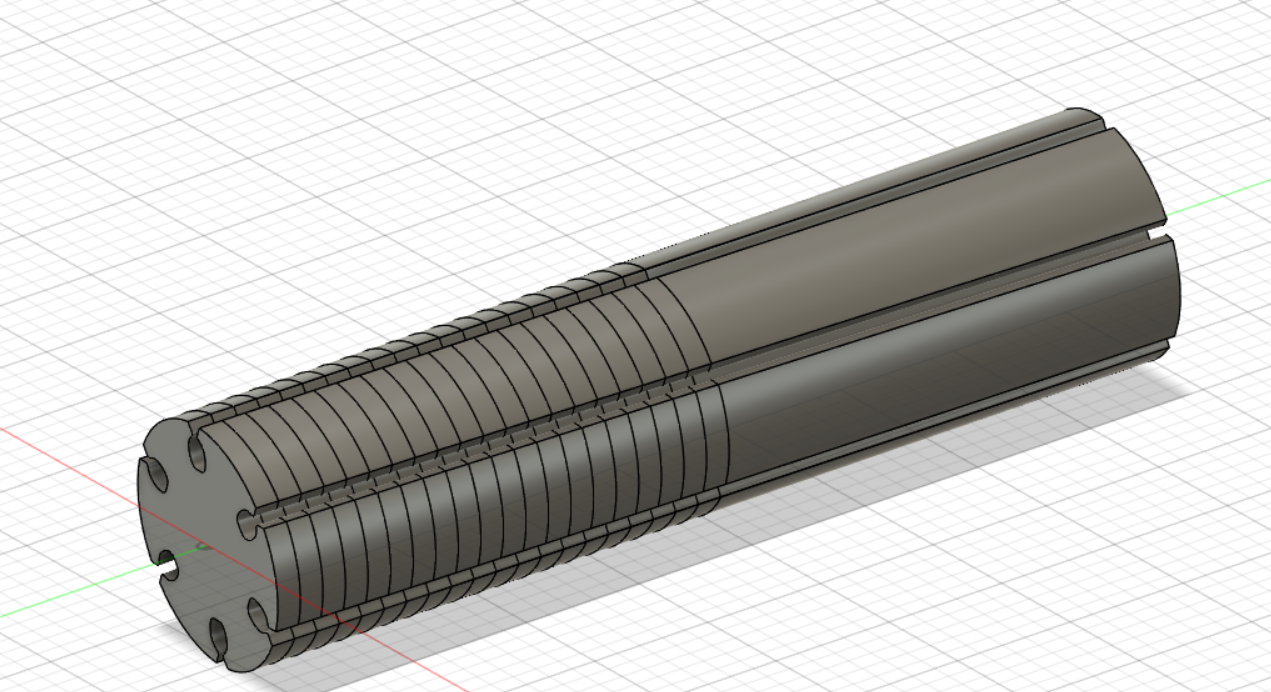
cioè io pensavo prima di fare i tagli longitudinali e poi taglieare le varie fettine, per ottenere una roba così : (ho messo non visibile qualche fetta per evidenziare) tutte visibili:
-
Come inclinare su Fusion360
marcottt ha risposto a salvo931 nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
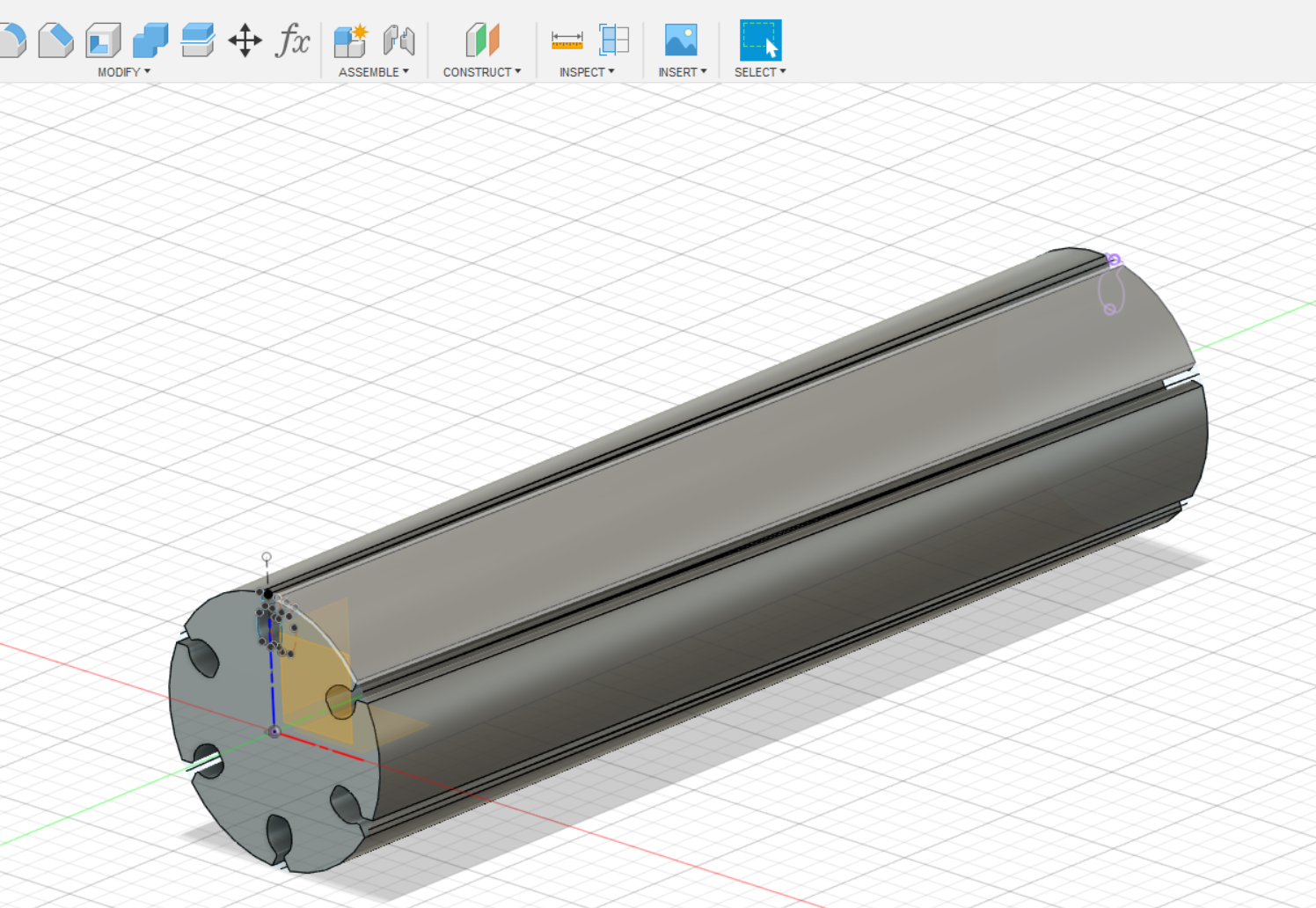
ma una roba di questo tipo intendi ? il foro iniziale l'ho sfalsato di 10 gradi rispetto allo stesso in zona posteriore, per evidenziarlo maggiormente.
-
Più perimetri= più resistenza?
marcottt ha risposto a Restintrip_ nella discussione Software di slicing, firmware e GCode
ciao, entro ragionevoli limiti, perimetri e top/bottom sono più efficaci in proporzione dell'infill stesso... diciamo che io mantengo una certa armonia per cui fare 2 perimetri e 60%infill e 5bottom/top non ha senso. i pezzi normali li faccio di solito 2 perimetri, 2 top/bottom e circa 15/25 % infill se devono essere robusti di solito almeno 4 perimetri, 3top/bottom e 30/50% infill... poi se biosgna esagerare è sempre da capire dove e come mettere le cose. ti allego questo video utile: ed anche questo: ma in generale in questo canale fanno molti test sui valori di resistenza -
io ho appena comprato la FYSETC SD-WIFI, appena arriva vi faccio sapere....
-
Il PID a modo mio...
marcottt ha risposto a Otto_969 nella discussione Problemi generici o di qualità di stampa
Ci sono molti video riguardo il PID, che alla fine è una funzione matematica usata non solo nella stampa 3d; ieri mi è capitato per caso questo che penso possa interessare, per mostrare il significato dei parametri: -
PLA si scioglie nel tubo ptfe bloccando la stampa
marcottt ha risposto a Simone Moro nella discussione Problemi generici o di qualità di stampa
in effetti cercate sempre di mettere la soluzione che avete trovato (se l'avete trovata effettivamente)... così in futuro potrà essere d'aiuto per gli altri. -
Tronxy xy2-pro - ho la tentazione di buttarla giù dal balcome....
marcottt ha risposto a luca63 nella discussione Problemi generici o di qualità di stampa
metti una foto del primo layer ancora sul piatto stampato quando puoi. se riesci mettilo di una stampa ampia così vediamo anche se è piano oppure no il bed. -
Tronxy xy2-pro - ho la tentazione di buttarla giù dal balcome....
marcottt ha risposto a luca63 nella discussione Problemi generici o di qualità di stampa
si la gola va in battuta contro il nozzle, il nozzle NON va in battuta contro l'heatblock. il teflon deve essere a filo con la fine della gola, così quando la gola va in battuta sul nozzle, il teflon va anch'esso in battuta contro il nozzle... non sciacciato nè con un gap intermedio..