eaman
-
Numero contenuti
6.625 -
Iscritto
-
Ultima visita
-
Giorni Vinti
584
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di eaman
-

Firmware: V0.0.6/V1.0.6 basato su Marlin 2.0.1
eaman ha risposto a Prontolino nella discussione Software di slicing, firmware e GCode
Ma che stampante hai e che scheda hai comprato? Piuttosto dovresti capire per quale stampante e' il fw preinstallato. In ogni caso, se puoi monta qualcosa tipo https://github.com/mriscoc/Ender3V2S1 -
Complimenti. Piuttosto potresti fare un test dei VFA? Tipo quello di OrcaSlicer, con un range tipo 120-260mm/s. Mi piacerebbe vedere come se la cava la A1 con la qualita' delle superfici.

-
Magari puoi provare a fare un prova con il foglio in PEI senza lo strato magnetico adesivo:
-
No guarda se il filamento e' nuovo / asciutto non si spezza, si piega quanto vuoi.
-
si parte? Creality K1C o Bambu Lab A1 Mini
eaman ha risposto a blengyo nella discussione La mia prima stampante 3D
Se lo chiedi a me io non ne ho idea, non uso Bambu. "Una volta" si faceva cosi': -
Alfawaise U30 Aiuto per neofita!!!
eaman ha risposto a PaCCaTo nella discussione La mia prima stampante 3D
https://ellis3dp.com/Print-Tuning-Guide/articles/index_tuning.html- 24 risposte
-
- 1
-

-
- alfawise
- alfawise u30
- (and 4 più)
-
Alfawaise U30 Aiuto per neofita!!!
eaman ha risposto a PaCCaTo nella discussione La mia prima stampante 3D
No, avrai sbagliato gli estep. -
si parte? Creality K1C o Bambu Lab A1 Mini
eaman ha risposto a blengyo nella discussione La mia prima stampante 3D
Guarda io ti consiglio piuttosto questi: - https://www.amazon.it/Shadcoler-Pennarelli-Impermeabili-Indelebili-Artigianato/dp/B0CJ6LX59N - https://www.amazon.it/Vallejo-Game-Color-Set-Introduction/dp/B000PHCTRK - https://www.aliexpress.com/item/1005007510406738.html Che e' anche piu' appagante che usare la porta USB. -
Sono tirchio (e probabilmente scemo)
eaman ha risposto a scuotter nella discussione Nuove idee e progetti
Ma hai cercato che non ci sia gia' qualcosa di pronto? Per le SKR i file di config gia' pronti ci sono, vedi tu per il rapporto tempo / soldi. C'e' appena stato il Back to School, tra un po' c'e' il Black Friday: magari fai le prove con quello che hai in casa e poi quando ci sono le offerte compri quello che ti serve. L'anno scorso le SKR Mini v2 costavano 15e, la Orange con 18e la compri, se sei tirchio e hai pazienza. -
Acquisto nuova stampante 3d - aggiornamenti
eaman ha risposto a Rosssiiii nella discussione La mia prima stampante 3D
Sono piu' veloci da stampare e piu' "forti". Be' per sfruttare al meglio filamenti e materiali devi sempre ottimizzare i profili sia del filamento che del processo di stampa, cambiano anche per i colori. -
Sono tirchio (e probabilmente scemo)
eaman ha risposto a scuotter nella discussione Nuove idee e progetti
Dichiari due schede con due seriali diverse e poi assegni le varie funzioni, anche quando attacchi un coso USB sostanzialmente e' una scheda separata. Se tipo hai una vecchia scheda con un driver onboard bruciato e' una figata, oppure per attaccare un'arduino per fare delle cazzate, oppure per avere l'accelerometro spostabile tra piu' stampanti collegabile via USB. Estrusore1 sempre Estrusore1 e'. I casini li fai anche con una scheda sola se non leggi la documentazione e fai le cose copia pasta senza sapere cosa stai facendo. -
Sono tirchio (e probabilmente scemo)
eaman ha risposto a scuotter nella discussione Nuove idee e progetti
No il micro controller non fa da tappo, piu' che altro e' che far girare un sistema operativo Linux su una SD e' una schifezza per quanto come detto Klipper funzioni bene. Tipo quando fai un aggiornamento di sistema o un backup e' uno strazio, e vai te a sapere quanto dura una SD... Puoi anche prendere 2 schede da 4 driver da 20e e usarle insieme, aggiungerne una a quella che hai gia'. -
Orca Slicer: Configurazione Accelerazioni
eaman ha risposto a dnasini nella discussione Software di slicing, firmware e GCode
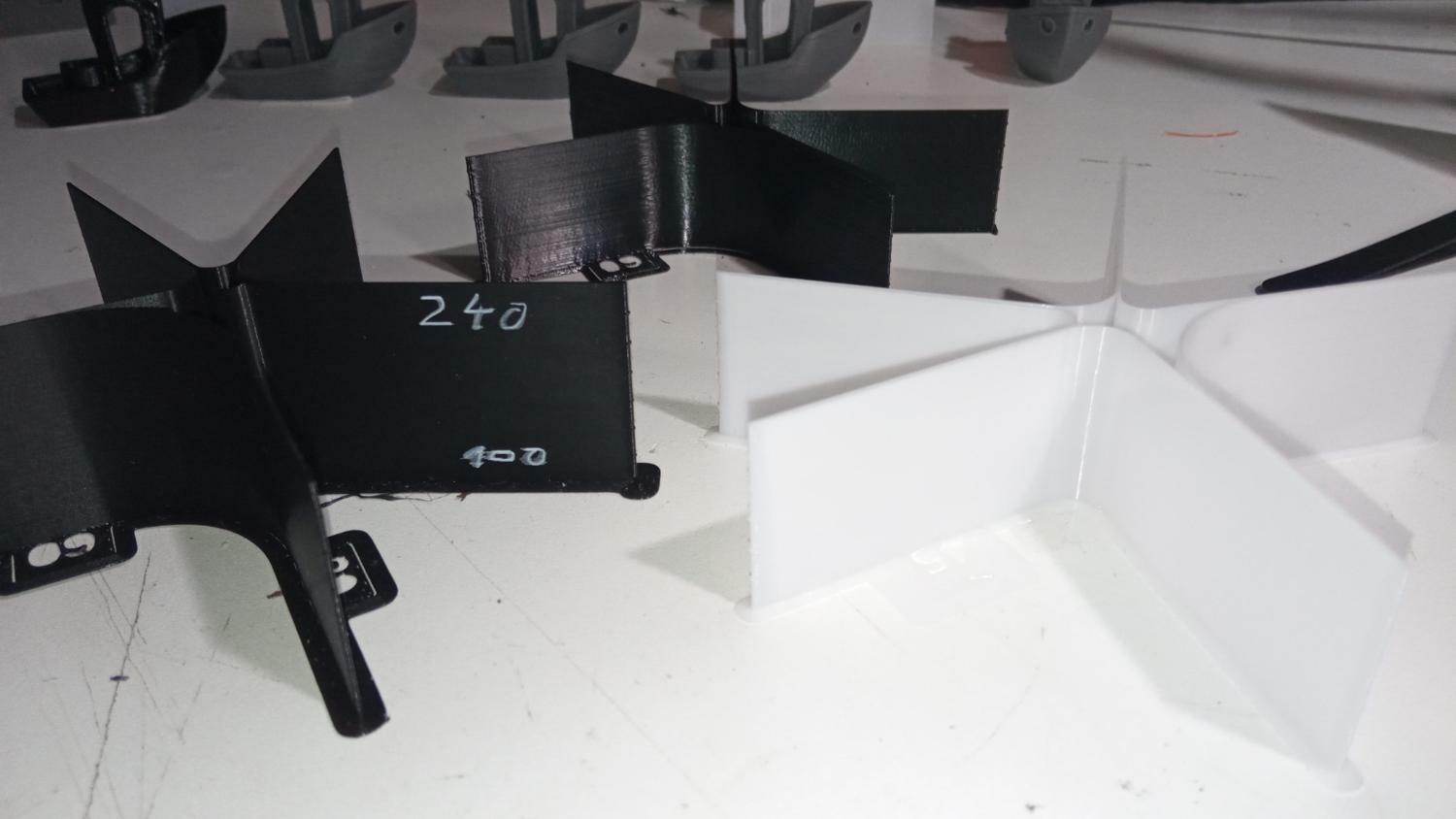
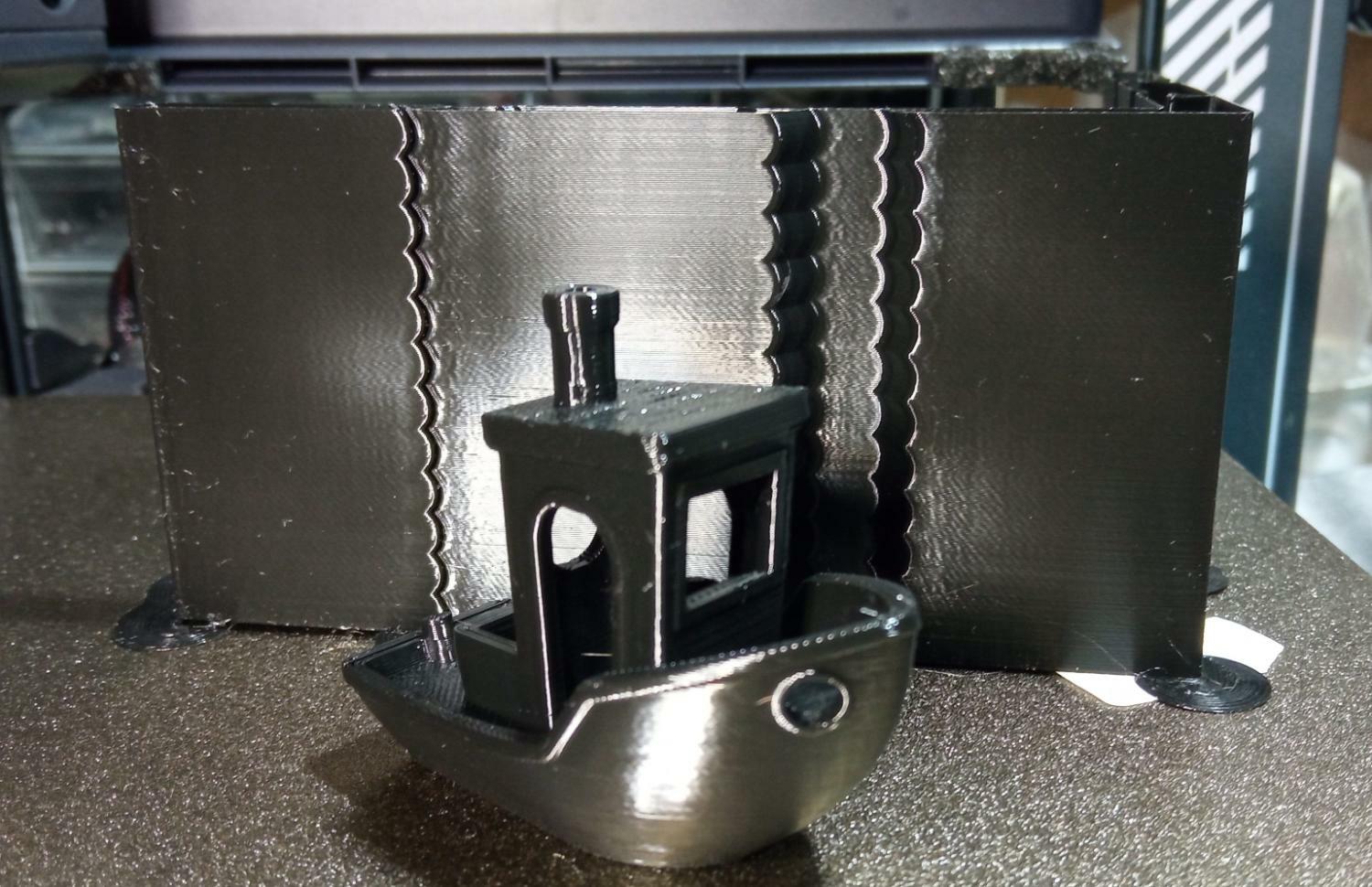
Anzi se vuoi / volete ve la faccio anche vedere: questa e' una stampante che ha 3.2k di accelerazione consigliata da IS, ho stampato una ring tower con IS e PA attivi con accelerazione da 3k a 8.5k in alto, di fronte c'e' una benchy stampata con 8k di accelerazione per 220mm/s di perimetri esterni. A me sembra che dalla tower si veda un po' di ringing su Y dai ~6k, la benchy a 8k ha un leggero alone sui cerchi.
-
Orca Slicer: Configurazione Accelerazioni
eaman ha risposto a dnasini nella discussione Software di slicing, firmware e GCode
Ripensandoci non e' poi mica praticamente corretto: il 3200mm/s* sarebbe il valore meccanico ma poi te con Pressure Advance di fatto rallenti gli spigoli, che sono il punto in cui fai ringing. Quindi ti devi fare una ringing tower per le accelerazioni con PA e IS attivo, io ne ho fatta una con quei valori e mi viene fuori che i perimetri esterni posso tirarli a ~6K dai 3.2K suggeriti senza avere grosse onde con un PA di 0.032 . -
Sono tirchio (e probabilmente scemo)
eaman ha risposto a scuotter nella discussione Nuove idee e progetti
Hemm stavamo parlando delle schede SBC, quelle su cui gira Gnu/Linux, non il microcontroller (MCU). E' il MCU che controlla gli stepper. PI che sarebbe? La SBC? Si' ci sono schede con tutto incorporato ma per chi aggiorna non hanno un gran senso dato che la MCU in genere l'hai gia'. E comunque conviene / costa meno prendere SBC e MCU separate, non rischi di sbattere via tutto se cuoci un driver. -
Hai regolato gli eccentrici delle ruote? Probabilmente quella sotto.
-
Si prova tanto fa solo resistenza, ci sta pure che non sia collegato dal valore che legge.
-
Orca Slicer: Configurazione Accelerazioni
eaman ha risposto a dnasini nella discussione Software di slicing, firmware e GCode
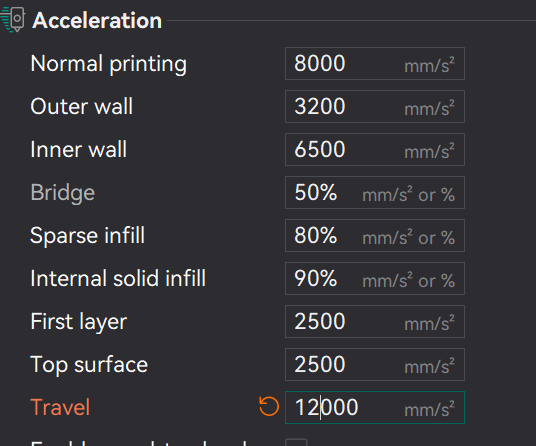
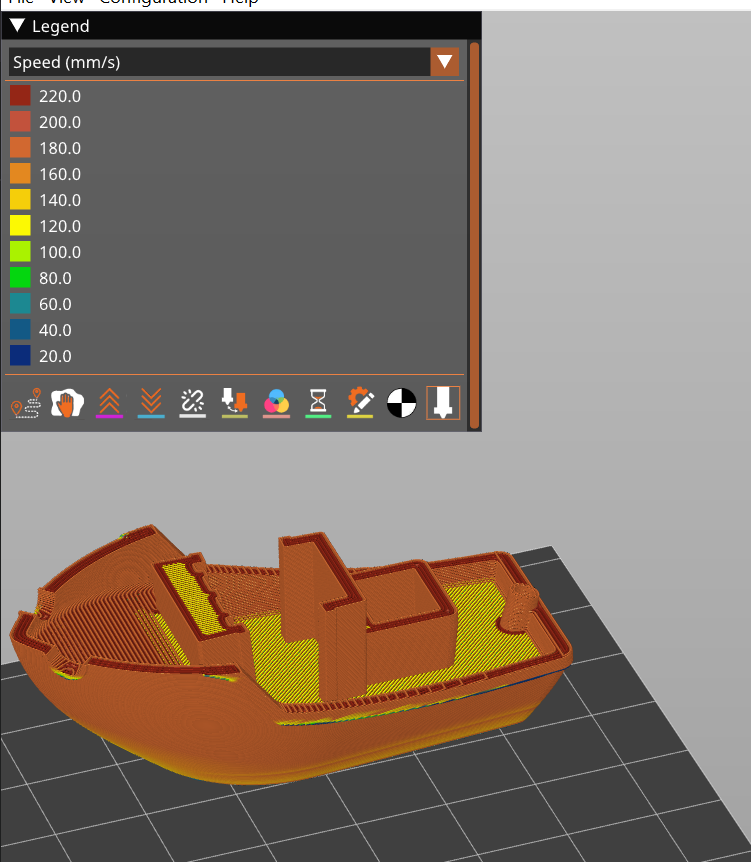
Lo slicer non e' preciso nella stima dei tempi. Dovresti precisare accelerazioni e velocita' specifiche per le singole features, tipo: In cui 15k e' il limite trovato con la macro della velocita', 3200 e' il valore consigliato dalla calibrazione di IS per Y (l'asse piu' lento). Poi nei Maschines Limit hai i limiti fisici della macchina, es 14k. La velocita' di stampa invece la trovi con il test per i VFA. You can't.
-
Sono tirchio (e probabilmente scemo)
eaman ha risposto a scuotter nella discussione Nuove idee e progetti
Per me la vera differenza sarebbe avere una eMMC on board invece che quello schifo di scheda SD, per quanto la SD funziona per Klipper. La Orange LTS e la BTT PI 2 hanno la eMMc. -
Sono tirchio (e probabilmente scemo)
eaman ha risposto a scuotter nella discussione Nuove idee e progetti
Be' se tu installi klipper _senza_ klipperscreen (che non viene installato se te non glielo dici) non ci sono problemi anche su una macchina reale. Pero' installa Kiauh in una sottodirectory, non nelle /home/utente. Ancora meglio sarebbe fare un utente dedicato. Bho... Qua molti hanno comprato la BTT Pi che adesso sembra anche in offerta. Io ho una vecchia Orange PC che fa' di tutto da 5/6 anni, recentemente ho comprato una Pi Zero 3 che costa una fischiata e ha anche il Wifi e mi funziona senza problemi, magari con un paio di plug usb visto che ha il connettore. Le prestazioni servono solo per la cam USB se la vuoi usare, magari anche klipperscreen che usa il server grafico, ma tutte quelle citate ce la fanno. -
Per me su una stampante 3D non hanno un gran senso, peso e prezzo. Magari se uno vuole provare a fare una macchina senza VFA indotti da pulley e cinghie
-
si parte? Creality K1C o Bambu Lab A1 Mini
eaman ha risposto a blengyo nella discussione La mia prima stampante 3D
Il piatto in PEI si solleva, e' magnetico, appeno lo pieghi la stampa si stacca. Non toccarlo mai con le dita se no si unge, nel caso lavalo con sapone e acqua calda. Pinzette in metallo per il filamento, taglierino, deburrer, lime varie, pistola ad aria calda -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
eaman ha risposto a Cubo nella discussione Nuove idee e progetti
La adattiva non viene salvata a meno che lo dichiari esplicitamente, non si carica. -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
eaman ha risposto a Cubo nella discussione Nuove idee e progetti
Be' bisogna piuttosto che controlli la console mentre stampa: dovresti vedere che prima fa le bazze per la mesh adattiva (che non viene salvata di default) e poi carica la prima mesh (default) che hai salvato. Comunque questa roba c'e' nella documentazione se te la sei persa 🙂 -
Neptune 4P: stampante economica, open source, per smanettoni non principianti.
eaman ha risposto a eaman nella discussione La mia prima stampante 3D
Forse ho trovato una direzione per risolvere il "leggero" (a seconda dei gusti) z-banding sopra ai 140mm/s: https://drive.google.com/file/d/1sTHUbAnGNLwwWpDrvgP9OlkK0qBMIdQE/view che non e' niente di sorprendente: e' una guida per mettere in squadro la N4P. La cosa furba e' come viene fatto: per bilanciare il gantry e soprattutto tutte le stramaledette ruotine che nella mia originariamente una coppia erano meno tese consiglia di mettere uno spessore tra gantry e telaio, smollare le varie viti e poi serrarle mentre si fa' pressione sul gantry in modo che la torsione delle viti a brugola - bulloni non faccia ruotare le stesse dentro le sedi dei fazzoletti che serrano il gantry. Oltre a quello ho messo la stampante su un paver (un blocco di cemento) 40x40 da 13kg che costa anche poco (ma la schiena non ringrazia) dato che ho scoperto che il tavolo dell'IKEA su cui poggia e' imbarcato. Diavolo ci ho squadrato sopra un'altra stampante che su quello stampa ok ma e' imbarcata se la metto su un altro tavolo.. Risultato a destra un po' migliorato rispetto la vecchia a sx per lo z-banding anche con perimetri esterni stampati a 180mm/s: Ora mi ci vorrebbe un nozzle di buona qualita' ma non mi sembra che ce ne siano di marca, penso che provero' a infilarci un volcano standard CHT nickelato e immagino mi tocchera' ridisegnare i fan duct perche' e' piu' lungo del nozzle bastardo che la Elegoo ci ha messo.