Cubo
-
Numero contenuti
1.145 -
Iscritto
-
Ultima visita
-
Giorni Vinti
13
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Cubo
-

Anycubic i3 mega - stampa sfasata
Cubo ha risposto a ele nella discussione Problemi generici o di qualità di stampa
Magari il grano si è tolto ed è andato perso e per questo il motore a volte gira a vuoto 🤔 Potresti provare a fare due segni con un pennarello in cima alla puleggia e all'asse del motore, allineati. Se riproducendo il blocco vedi che i segni si disallineano, significa che l'asse del motore gira dentro la puleggia e che bisogna rimetterci un grano per bloccarlo. -
Problema di stampa a tratti con "Ghost 5" [RISOLTO]
Cubo ha risposto a Matrix nella discussione Problemi generici o di qualità di stampa
Per quanto riguarda la non uniformità della estrusione, ho recentemente visto un video dove analizzano moooolto a fondo la cosa e pare che lo spingifilo richieda tolleranze davvero basse per operare bene. Il fatto che riducendo la pressione migliori l uniformità delle linee mi farebbe sospettare che il problema sia lì dentro. Io video è un po' lungo ma molto dettagliato, i problemi principali comunque pare siano: 1- disallineamento degli assi delle ruote godronate rispetto agli assi di rotazione 2- ingranaggi anche solo leggerissiammente ovali 3- filo che si muove nella sua sede tra le ruote godronate a causa di un disallineamento tra gli assi della ruota gordonata "motrice" e di quella che "tiene botta" (cioè quella con cui si regola la pressione, con la molla e la vite). Magari è questo il motivo per cui allentandola migliora la situazione nel tuo caso 🤔 Ps. Queste variazioni nello spingifilo dovrebbero provocare difetti estetici, ma addirittura pregiudicare l aderenza al bed non saprei... Fossi in te proverei ad alzare la temperatura di stampa del primo layer come primo tentativo. -
Klipper, ne parliamo....?!?
Cubo ha risposto a Whitedavil nella discussione Software di slicing, firmware e GCode
Beh ogni parte delle stampanti 3d ha una sua elasticità e quindi una deformazione che induce sulla traiettoria ideale del Nozzle. Stampando lentamente non cambia quasi nulla, ma più veloce si va (o meglio più alte sono le accelerazioni) e più l elasticità della stampante si fa sentire. Per fare un esempio attuale, la bambu lab X1 carbon (o la p1), col cavolo che stamperebbero così veloci e così bene senza input shaping 😅 Uno dei risultati più ricercati penso sia la riduzione dei tempi di stampa senza peggiorare (troppo) la qualità. In questo l'input shaping da una bella marcia in più credo. -
Klipper, ne parliamo....?!?
Cubo ha risposto a Whitedavil nella discussione Software di slicing, firmware e GCode
Se ho capito bene il vantaggio principale di klipper dovrebbe essere l' input shaping, no? 🤔 Avevo sentito che tale funzione doveva arrivare anche su Marlin in teoria (avevano postato qualcosa su Twitter mi pare...). Se così fosse non avrebbe più nulla da invidiare a klipper credo. -
Senza offesa, ma dalla mia modesta esperienza sul campo, credo che la visione limitata sia di chi crede che "tutti i reparti comunicano" 😅 o meglio di chi crede che questa comunicazione sia tanto semplice ed efficace da poter considerare i reparti quasi un tutt'uno all'interno della stessa azienda.
-
Grazie mille, ho visto che ci sono delle recensioni molto negative però 😅 Tu hai proprio quella ? Su amazon non la vedo 🙄
-
Ho letto di come @Azrael81 abbia saldato il manico del suo violino in pla (progetto davvero notevole!) al corpo con una penna 3D. Volevo chiedere a chi ha provato, quanto tiene la saldatura ? Più o meno c'è la stessa tenuta dei layers in direzione perpendicolare ? Penne 3D discrete e non troppo costose (per fare la saldatura) ? Non ne so nulla a riguardo, l'ideale sarebbe poter usare i filamenti da 1,75 Grazie mille come sempre ! 🙂
-
La tua però è una x1 carbon, forse il lidar aiuta un po' a sistemare i parametri con i filamenti "sconosciuti" 🤔
-
Ma poi si possono stampare anche filamenti terzi o solo quelli della bambu?
-
Cosa posso usare per tagliare i V-slot
Cubo ha risposto a l0v3byte nella discussione Off-Topic in generale
Teoricamente, ma non posso offrire garanzie ovviamente, per tagliare metallo le lame dovrebbero girare molto più lentamente che per il legno e questo dovrebbe essere il principale problema di usare le troncatrici, che di solito sono fatte per il legno 🤔 Probabilmente le troncatrici "a mano" con le lame piccole hanno velocità adatte anche ai metalli, ne ho una anche io (bosch blu 12v) ma l ho sempre usata su legno soltanto e comunque non sono strumenti che permettono di fare tagli troppo precisi (come angolazione). -
Stampare modelli "sospesi" in cura
Cubo ha pubblicato una discussione in Software di slicing, firmware e GCode
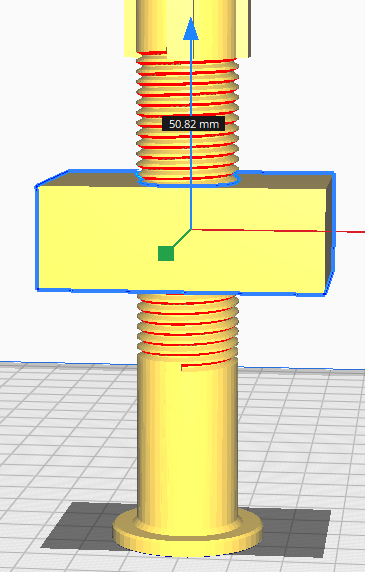
Domanda stupida: se prendo un modello in cura e lo alzo lungo Z appena lo "mollo" col mouse, me lo rimette appoggiato per terra. Come faccio a stamparlo "sospeso" ? (ovviamente facendogli generare i supporti). Praticamente devo stampare questa asta filettata e mettere il bullone rettangolare all'altezza giusta perché si stampi con i filetti non sovrapposti ma non mi lascia variare l'altezza come detto e me lo riporta come nella seconda figura.
-
Devo smettere di interessarmi a questa stampante o finisce che la compro 😆
-
Questa è sotto estrusione secondo voi?
Cubo ha risposto a Cubo nella discussione Problemi generici o di qualità di stampa
Il display dovrebbe essere uno touch resistivo, altro non so, è quello stock 😅 Per quanto riguarda i movimenti di solito erano sempre curve (tranne l ultimo caso del cono) e pare che i difetti aumentassero con velocità di stampa e risoluzione del stl. Quindi tutto farebbe pensare alla stampante che rimane indietro 🤔 vedremo con le future stampe se era quello il problema. -
Questa è sotto estrusione secondo voi?
Cubo ha risposto a Cubo nella discussione Problemi generici o di qualità di stampa
Resuscito questa discussione con un altra ipotesi: potrebbe essere la funzione che permette di riprendere la stampa dopo una interruzione di corrente. Infatti questa scrive sulla SD card il progresso di stampa ad intervalli, quando lo fa probabilmente sospende o rallenta la lettura del gcode e se il buffer si esaurisce la stampante si ferma ed aspetta, producendo quei difetti. Ho disattivato da start gcode quella funzione e non ho più visto quei difetti, ma devo dire di aver stampato solo un paio di modelli da allora. -
Policarbonato in fibra di Carbonio
Cubo ha risposto a belcarlo nella discussione Materiali di stampa
Curiosità da un altro stampatore (saltuario) di rondelle: hai dovuto compensare il naturale restringimento dei fori manualmente oppure la bambu lab X1 fa anche quello in automatico? -
Mi sono ricordato di un video dove stampavano con nozzle da 0.4 con il gcode creato per 0.6. Cioè in pratica stampavano col 0.4 linee larghe 0.6. Confrontando due stampe ottenute da questo gcode, una col nozzle "giusto" da 0.6 e l altra con quello da 0.4, non cambiava nulla. (per la cronaca, credo facessero anche linee da 0.4 con nozzle da 0.6 e questo veniva peggio). Quindi mi chiedo: non è che spendere più soldi per un nozzle fatto bene col foro preciso, non serve a nulla? Ci possono essere altre differenze ma la principale critica che ho sempre sentito era riguardo i diametri dei fori 🤔
-
Problemi e considerazioni per stamapa grande e duratura
Cubo ha risposto a Alfaone78 nella discussione Problemi generici o di qualità di stampa
Avrei scommesso che il filamento riuscisse a penetrare nelle imperfezioni del vetro sabbiato 🤔 Almeno con la giusta pressione e temperatura. Ecco perché mi si staccava sempre l ASA dal piano in inox satinato laccato che usavo. 🤔🤔🤔 -
Problemi e considerazioni per stamapa grande e duratura
Cubo ha risposto a Alfaone78 nella discussione Problemi generici o di qualità di stampa
Io stampo il pla su vetro con la finitura "ceramica" (quello stock della ender 5 plus) è non ho mai avuto problemi di distaccamento (con pla, proprio sunlu tra l altro). Per la velocità di stampa dovresti vedere quanto limitato saresti dal flusso che ti permette il tuo hot end. Se non ricordo male un hotend standard dovrebbe arrivare sui 10mmcubi/sec. Per esempio con 0,4x0,6 (=0,24) potresti arrivare a 40mm/s di velocità (se i 10mmcubi/s sopra sono giusti anche per te, poi bisogna vedere). -
Idea che mi è venuta: se si gonfia significa che forse c'è pressione sotto. E se ci facessi un piccolo foro con un ago? Magari non si gonfia più 🤔
-
Mi sembra ci sia un livello di hype un po' troppo alto attorno a quella stampante 🤔 Ma potrei facilmente sbagliarmi.
-
Non so se si può recuperare però ho letto da qualche parte (marari era qui) qualcun'altro lamentarsi di quel piatto della Two trees. Se decidi di cambiarlo per prevenire queste cose dovresti prenderne uno "powder coated". Se ho capito bene resistono meglio degli altri (che immagino siano fatti con una pellicola in pei).
-
Numeri magici, funzionano?
Cubo ha risposto a Cubo nella discussione Problemi generici o di qualità di stampa
Ah no no, non avevo fatto i conti. Allora non cambia proprio nulla. Comunque nel video la differenza sembrava abbastanza marcata ma forse dipendeva anche da altro, non so (nel video dicevano che l unica differenza erano i magic numbers e basta). Forse col microstepping in alcuni casi è più facile perdere qualche passo ed era quello che faceva cambiare tanto la qualità 🤔 -
Numeri magici, funzionano?
Cubo ha risposto a Cubo nella discussione Problemi generici o di qualità di stampa
Quindi per avere certezza di avere i numeri magici su Z, bisognerebbe (anche) disattivare il microstepping su quel motore? Non dovrebbe essere una cosa troppo penalizzante, alla fine lui ruoterebbe sempre dello stesso numero di passi ad ogni layer e basta (ignorando lo z hop che di solito non si usa). Diminuirebbe la risoluzione per settare il primo layer con i babystep ma non penso sarebbe una cosa così catastrofica 🤔 -
Numeri magici, funzionano?
Cubo ha pubblicato una discussione in Problemi generici o di qualità di stampa
I "magic numbers" dovrebbero essere I multipli della distanza che percorre z ad ogni step del motore. Usandoli come altezza layer, il motore userà sempre numeri interi di step evitando di trovarsi a metà strada. Ho visto un video dove mostravano due stampe, una con i "numeri magici" e un altra senza (le altezze layers erano qualcosa come 0,28mm e 0,3mm) e la prima era molto più uniforme lungo Z. È vera questa cosa? 🤔 -
Strana Estrusione?!
Cubo ha risposto a Arceus nella discussione Problemi generici o di qualità di stampa
C'è una "funzione" apposita in cura. Se metti l altezza dell'infill il doppio di quella degli strati, ti farà una linea di infill ogni due strati. Serve per ridurre i tempi di stampa. Io ce l ho in inglese ma non è che magari quella voce "spessore strato ripiemento" che hai messo a 0,8 si riferisce proprio all altezza dell infill? 🤔 Se così fosse ti farebbe una linea (impossibilmemte alta) ogni 4 strati.