Cubo
-
Numero contenuti
1.145 -
Iscritto
-
Ultima visita
-
Giorni Vinti
13
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Cubo
-

"asa275" solo 10euro e solo 200 gradi... Opinioni?
Cubo ha pubblicato una discussione in Materiali di stampa
Mi sono imbattuto in questo "spectrum asa 275" sul sito della ratrig : https://ratrig.com/filament-spectrum-asa275-1-75mm-lime-green-1kg.html Per 10 euro sembra un ottimo affare. Dicono anche loro che non regge le temperature come l ASA normale ovviamente. Però mi sembrava comunque molto buono per stamparmi il portatarga del mio motard. Pare resista bene alle sollecitazioni, ai raggi uv, alla temperatura, flessibile 🤔🤔🤔 Che ne pensate? -
Disegno 3D per stampo serbatoio per Jet Rc
Cubo ha risposto a sandrocacciola nella discussione Nuove idee e progetti
Si, purtroppo unisce i messaggi se ne posti due uno dietro l'altro. SerbatoioAV2snellito.STL Eccolo, pareti sempre da 7mm (minimo) Ps. Forse alla fine ti conviene provare a non rimuovere neanche i supporti e lasciarli per avere una base d'appoggio ampia 🤔
-
Disegno 3D per stampo serbatoio per Jet Rc
Cubo ha risposto a sandrocacciola nella discussione Nuove idee e progetti
Ottimo, quindi lo stampi tutto intero senza snellimento come dicevo sopra. Probabilmente è meglio così (si appoggia meglio sul tavolo) 👍 -
Disegno 3D per stampo serbatoio per Jet Rc
Cubo ha risposto a sandrocacciola nella discussione Nuove idee e progetti
Nessun problema, finché le geometrie non implodono si può fare tutto. Ad ogni "invio" sento il modello vibrare e contorcersi internamente ma per il momento è ancora tutto liscio 😅 😬 SerbatoioAV230smussato.STL (smusso fatto a 25°... non so se va bene) Ah comunque non so se hai letto il "ps" dell'ultimo mio messaggio, c'è la possibilità di snellire lo stampo A mettendoci poi i supporti sotto volendo... -
Disegno 3D per stampo serbatoio per Jet Rc
Cubo ha risposto a sandrocacciola nella discussione Nuove idee e progetti
SerbatoioAV230.STL SerbatoioBV230.STL Ecco. Sorprendentemente mi è bastato cambiare due parametri nel modello e si è aggiustato senza implodere in un milione di errori geometrici. Devo esser diventato bravo o molto fortunato 🤔 Ps. SerbatoioAV230.1.STL Questo è lo stampo "A" dimagrito. Ovviamente per stamparlo ci vanno i supporti ma dovrebbe essere più veloce... Vedi tu quale ti ispira più fiducia.
-
Disegno 3D per stampo serbatoio per Jet Rc
Cubo ha risposto a sandrocacciola nella discussione Nuove idee e progetti
Ah no, è 3mm 😆 All'inizio avevi scritto 2,5mm... poi ho visto che hai detto 3cm ma pensavo fossero ancora mm.... Vabbè lo aggiusto subito, quale vuoi la V2 con le parti finali a 90 ? -
Disegno 3D per stampo serbatoio per Jet Rc
Cubo ha risposto a sandrocacciola nella discussione Nuove idee e progetti
Già che c'ero ho fatto anche la versione con gli ultimi 10mm verticali su entrambi gli stampi. SerbatoioAV2.STL SerbatoioBV2.STL Sempre 1mm di "lasco".
-
Disegno 3D per stampo serbatoio per Jet Rc
Cubo ha risposto a sandrocacciola nella discussione Nuove idee e progetti
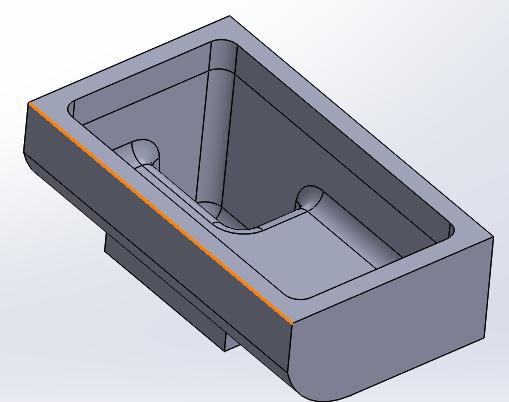
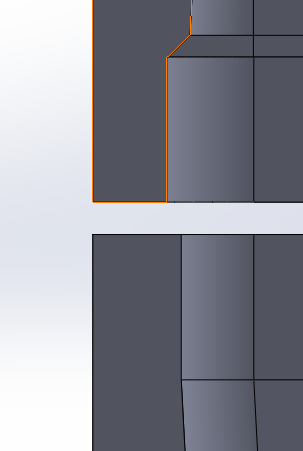
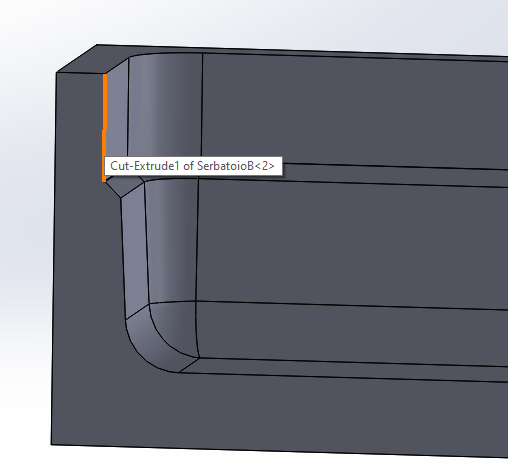
Fatto, spero siano giusti 😬 SerbatoioA.STL SerbatoioB.STL Solo una cosa, nel serbatoio B, la parte arancione è a 90°. Se la facevo a 93° venivano dei laschi troppo grandi con l'accoppiamento perché entrambe le superfici erano inclinate. Ora c'è un lasco di 1mm tra i bordi dei due stampi. Ovviamente l'altro stampo ha ancora la superficie inclinata fino alla fine quindi unendoli quel lasco aumenterà sempre di qualche manciata di decimi. Per evitarlo bisognerebbe fare a 90° gli ultimi 10mm di entrambi gli stampi ma ho pensato andasse bene lo stesso (inoltre lo stampo A è più alto e ha lo smusso sotto quindi non vorrei diventasse troppo difficile da estrarre).
-
Disegno 3D per stampo serbatoio per Jet Rc
Cubo ha risposto a sandrocacciola nella discussione Nuove idee e progetti
Negli stampi precedenti avevo fatto 91 gradi di apertura. 100 mi sa che è troppo. Già con 91 gradi in 40mm di altezza dello stampo B, le dimensioni aumentano di 1,4mm ho visto (dalla base alla cima). -
Disegno 3D per stampo serbatoio per Jet Rc
Cubo ha risposto a sandrocacciola nella discussione Nuove idee e progetti
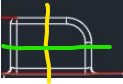
Ho aggiunto un ps alla fine dell'ultimo messaggio. Forse è meglio sezionare lungo la linea gialla ? -
Disegno 3D per stampo serbatoio per Jet Rc
Cubo ha risposto a sandrocacciola nella discussione Nuove idee e progetti
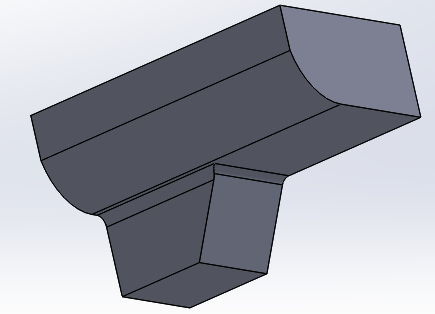
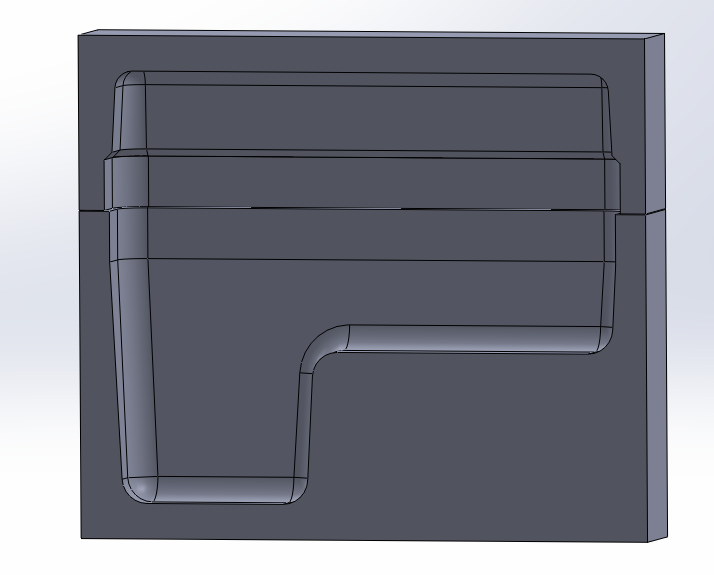
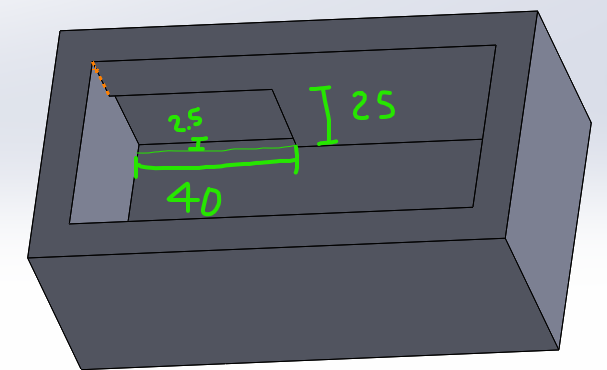
Il problema è che lo stampo diventa inestraibile una volta solidificato, quindi penso servirà dividerlo in due parti. Si può fare tranquillamente, non so poi quanto difficile sarà stenderci la fibra. Vanno bene le dimensioni di questo ? (mancano i filetti e la divisione in due "sotto-stampi", è per vedere le dimensioni) Ho un dubbio sulla altezza 2,5mm... Non è che erano 25mm ? perché nella foto che hai messo è molto più alto ma magari deve venire più basso... fammi sapere SerbatoioPiccoloBv2.STL Ps. Forse conviene rifare tutti e due gli stampi dividendo il serbatoio piccolo lungo la linea verde invece di quella gialla. In quel modo la protuberanza viene sul fondo di uno dei due e non sul lato (così non serve fare due stampi e forse si va anche meglio a stendere la fibra/resina).
-
Sul sito della Ratrig consigliano il policarbonato (da 4mm) per i pannelli laterali. Dovrebbe essere più economico del plexiglass.
-
Problema solo con PLA+ sunlu
Cubo ha risposto a spade81 nella discussione Problemi generici o di qualità di stampa
Allora non hai flussi alti. Comunque (se ho capito bene) anche io ho avuto il problema del filo di pla che si ingrossava e spingeva indietro il ptfe. Ero arrivato ad avere questo, ma stampava ancora 😅 Ho risolto svitando il nozzle di mezzo giro, spingendo in battuta il ptfe e riavviando il nozzle in modo che si comprimesse contro il ptfe. In quel modo il pla non può più infilarsi tra ptfe e nozzle facendosi sempre più strada col tempo/ritrazioni/pressione. Ps. Ho anche messo il ptfe blu capricorn ma non credo fosse decisivo.
-
Problema solo con PLA+ sunlu
Cubo ha risposto a spade81 nella discussione Problemi generici o di qualità di stampa
Questo farebbe pensare a qualcosa a monte dell'hot end. Magari il sunlu in entrata è troppo teso per qualche motivo ? Oppure per qualche altro motivo fa attrito dentro il bowden... Questo farebbe pensare al nozzle o al materiale che lo ottura... comunque non un problema a monte 😅 Magari però stampi veloce e sei vicinissimo al limite di estrusione. Non tutti i pla estrudono allo stesso modo, anzi. A che velocità stampi ? E a che altezza e larghezza sono le linee di estrusione ? -
Problema solo con PLA+ sunlu
Cubo ha risposto a spade81 nella discussione Problemi generici o di qualità di stampa
Su amazon? Se è spedito da amazon puoi, io ho mandato indietro almeno 2-3 rotoli in tutto, o perché stampavano male o perché il colore veniva male ed ovviamente te ne puoi accorgere solo dopo averli aperti. Non mi hanno mai fatto storie. Ps. Un altra prova potrebbe essere provare a stampare col nozzle da 0,6 se possibile. Ma non penso sarebbe utile se anche stampasse. Altra cosa, scatta anche con l ugello alzato? Dico per escludere che magari non sia troppo schiacciato sulla stampa per qualche ragione. Altra cosa ancora, su cura puoi visualizzare il flusso di stampa. Che valore massimo hai? (su cura, in preview in alto puoi cambiare i colori delle linee e mettere il flusso) Comunque secondo me è il filo, cioè non può essere altro se mettendo eryone funziona perfettamente 🤔 -
Disegno 3D per stampo serbatoio per Jet Rc
Cubo ha risposto a sandrocacciola nella discussione Nuove idee e progetti
Ah ok, allora basta usare A e B 👍 SerbatoioPiccoloB.STL SerbatoioPiccoloA.STL -
Disegno 3D per stampo serbatoio per Jet Rc
Cubo ha risposto a sandrocacciola nella discussione Nuove idee e progetti
Ho fatto gli stampi credo definitivi A è metà, A1 e A2 sono le due metà di A. Stessa cosa per B. SerbatoioPiccoloA.STL SerbatoioPiccoloA1.STL SerbatoioPiccoloA2.STL SerbatoioPiccoloB.STL SerbatoioPiccoloB1.STL SerbatoioPiccoloB2.STL -
Disegno 3D per stampo serbatoio per Jet Rc
Cubo ha risposto a sandrocacciola nella discussione Nuove idee e progetti
Ecco metà stampo per il serbatoio piccolo. Ho aggiunto dei filetti raggio 3mm sulle superfici che diventeranno la base che poggerà sul serbatoio grande. Gli altri sono con raggio 5mm. Ovviamente posso cambiarli se serve. SerbatoioPiccolo3.STL Fammi sapere se serve che "spacco" il mezzo stampo in altre due parti come quello grande oppure basta che ti faccio l'altra metà Forse dico una cavolata, ma non dovrebbe essere il contrario per evitare warping ? Il warping dovrebbe essere dovuto agli strati stampati caldi che poi si ritraggono quando si raffreddano. Più sono caldi e più hanno possibilità di ritrarsi, no ? 🤔 Cioè, paradossalmente, se si stampasse la plastica a temperatura ambiente, non si ritrarrebbe e non ci sarebbe warping. Comunque ho stampato cose anche più grandi sulla mia ender 5 plus di quello stampo, in pla (lo stesso sunlu plus) senza avere problemi, senza colla. L'unico vantaggio mio è che non erano oggetti con infill così alto. Domanda stupida a @sandrocacciola: pulisci bene il vetro con l'alchool prima di stampare ? A me se c'è un minimo di polvere/grasso si staccano i pezzi. Dopo aver pulito con l'alchool invece non si stacca nulla finché il piatto è caldo. -
Disegno 3D per stampo serbatoio per Jet Rc
Cubo ha risposto a sandrocacciola nella discussione Nuove idee e progetti
Si, io l'ho diviso in due stampi secondo la linea gialla. Tu volevi lungo quella verde ? Gli angoli retti non danno problemi nella stampa 3D... Se non ne danno per la stesura della fibra/resina possono anche restare così, verrà più semplice adagiarlo sopra l'altro.
-
Disegno 3D per stampo serbatoio per Jet Rc
Cubo ha risposto a sandrocacciola nella discussione Nuove idee e progetti
Ecco: SerbatoioPiccolo2.STL Questa sarebbe la parte a destra nel disegno che hai messo ora. Larghezza 100; altezza 45 (queste partono giuste e si allargano per l'inclinazione di 1° ovviamente) profondità 25mm + 10 di incastro (alto 1mm). L'altra metà mi pare di capire sarebbe da fare uguale ma con profondità 30mm + 10 di incastro e senza la bombatura dietro 🤔 Ps. Pareti da 10mm. Pps. Non so se vanno bene gli angoli retti o vuoi aggiungerci un minimo filetto (gli altri sono da 5mm di raggio). -
Disegno 3D per stampo serbatoio per Jet Rc
Cubo ha risposto a sandrocacciola nella discussione Nuove idee e progetti
SerbatoioPiccolo1.STL Fatto metà stampo. Non credo serva dividere a metà anche questo, oppure si ? Filetti 5mm solo nelle parti superiori (non la base a contatto con l'altro serbatoio). Pareti verticali inclinate di 1° verso l'esterno. Incastro di 1mm profondo 10mm. Le dimensioni finali dovrebbero venire 45x120x80mm. Se va bene faccio anche l'altra metà. -
Disegno 3D per stampo serbatoio per Jet Rc
Cubo ha risposto a sandrocacciola nella discussione Nuove idee e progetti
Avevo capito che non serviva più 😅 Allora lo faccio 😆 -
Disegno 3D per stampo serbatoio per Jet Rc
Cubo ha risposto a sandrocacciola nella discussione Nuove idee e progetti
Non sapevo che anche il pla soffrisse così tanto di warping 🤔 Comunque con l ASA (invece famoso per il warping) a me ha aiutato molto il piatto magnetico in pei ruvido (oltre che al brim ampio ovviamente). Ps. Non posso editare file .stl spiacente 🙄 -
Problema solo con PLA+ sunlu
Cubo ha risposto a spade81 nella discussione Problemi generici o di qualità di stampa
Anche io stampo sunlu pla+ con i pacchi da 3 nastri (che convengono di più). Da 200 a 220 gradi di solito (a seconda delle esigenze). Mai avuto i problemi che descrivi, anzi mai avuto problemi in generale dovuti al filamento. Per curiosità che colori usi? Io ho usato arancione, giallo, nero, bianco, blu e grigio... Magari hai beccato un lotto malfatto. -
Sembrerebbe ottimizzato per l'high flow, quindi deve interessarti quella specifica applicazione. Altrimenti va probabilmente meglio un hot end standard. Non vedo però la necessità di quel riscaldatore ceramico alto 1,5cm. Cioè funzionerà sicuramente bene ma è altrettanto sicuramente più semplice ed altrettanto efficace il classico cubetto di alluminio messo in verticale col nozzle più lungo come sul volcano (sia da usare che mantenere in caso di problemi). Ad occhio la prima cosa negativa che mi viene in mente è la risalita del calore (essendo un unico pezzo di alluminio con qualche foro/aletta) che poi può causare intasamenti vari. Poi ovviamente bisognerebbe vederlo testato per avere certezze ovviamente... 🤔