grazianomi
-
Numero contenuti
83 -
Iscritto
-
Ultima visita
Obiettivi di grazianomi
")





-
Ciao Lever63, grazie molte per le informazioni, molto utile anche quella dell'ABS. Quindi molto del rumore viene dalle ventole interne che, dovendo raffreddare in fretta data l'alta velocità, non si possono sostituire con quelle silenziose in quanto avrebbero poca spinta. Giustamente per questo tipo di stampanti ci vuole uno spazio dedicato come hai fatto tu. Grazie ancora Ciao Graziano
-
Ciao Lever63, complimenti per il tuo nuovo acquisto. Sono molto interessato anche io a questa stampante e avrei bisogno alcune informazioni. A me serve una stampante - che possa stampare velocemente grandi quantità di materiale - possibilmente materiali che non cedono col calore, quindi presumo solo l'ABS (ma spero di sbagliarmi) - e che sia ragionevolmente silenziosa. Per ragionevolmente silenziosa intendo che non abbia grandi picchi di rumore. Tra tutte le stampanti veloci che ho visto in video mi sembra tra le più silenziose. Se può interessare anche a Te/Voi, su un video di Youtube (https://www.youtube.com/watch?v=M5QfQtcKNjQ) ho visto che hanno montato su questa stampante una ventola silenziosa ed hanno abbassato il rumore della ventola posteriore a circa 40/45 DB che mi sembra accettabile. Non sono però riuscito a capire se questa stampante, come molte altre stampanti veloci tipo Bambu/K1 ecc. effettui il check anti risonanza/vibrazioni all'inizio di ogni stampa oppure se lo effettui solo all'accensione e se sia eventualmente disattivabile. Mi servirebbe sapere (spero che sia utile anche ad altri utenti) se hai la possibilità di fornire alcune informazioni come per esempio: quando la stampante effettua questo test di cui ti dicevo, quanto tempo dura all'incirca questa procedura, se riesci a misurare col telefonino a quanti DB di rumore arriva, se sia possibile eliminare questo tipo di procedura oppure se è indispensabile per ogni stampa o ad ogni accensione e le tue impressioni sul rumore. Se non hai tempo/possibilità grazie lo stesso. Ciao Graziano
-
Qualità Superficie di stampa e Z Seam Alignment
grazianomi ha risposto a grazianomi nella discussione Problemi generici o di qualità di stampa
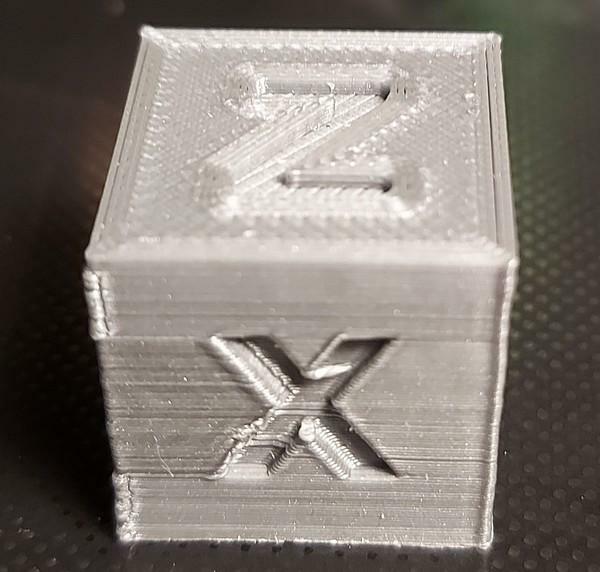
Ciao Dnasini, grazie. Se misuro al centro le dimensioni del cubo sono all'interno di un decimo o 2. Su 100 mm di stampa, senza stare a guardare per il sottile, una volta raffreddato il pezzo in alcuni punti era -0,5-0,7mm in altri era più preciso. Considerando che stampo quasi sempre tra i 50 e i 100mm/s con layer da 0,3mm direi che può andare bene, non starei a fare altre modifiche nell'immediato. Sul metodo di stampa accetto sempre volentieri consigli per poter migliorare o comunque confrontarmi. Intanto grazie e Buona Pasqua a Tutti. Ciao Graziano -
Qualità Superficie di stampa e Z Seam Alignment
grazianomi ha risposto a grazianomi nella discussione Problemi generici o di qualità di stampa
Ciao Dnasini, non credo di aver capito quando dici di forzare il gcode. Il numero di step dell'estrusore attuamente è 404x1mm, se intendi questo la procedura che ho seguito è di due tipi. Estrusione: Io ho fatto scorrere 150mm di filo in due modalità: -a freddo (non inserendo il filamento nell'hotend) e -a caldo (preriscaldando l'hotend e misurando quanto filo è stato consumato realmente lanciando una estrusione di 150mm con Pronterface). A freddo 150mm=150mm (dopo la taratura che avevo fatto l'ultima volta, prima non era preciso) A caldo 150mm=145mm e cioè 145mm di filo richiamato ed uscito dall'hotend a fronte di un comando di estrusione di 150mm. Dimmi tu se una delle due è corretta. Precisione: Il cubo, nelle sue parti, non è così preciso da poter essere misurato con precisione, dipende dal punto in cui lo misuri (Non è un problema di strumento, il calibro che utilizzo è molto preciso). Se guardi i pezzi che ho stampato vedi subito che devi scegliere un punto di misurazione, il cubo è irregolare. Gli spigoli (quindi l'angolo formato da 2 lati per l'altezza in zeta) non sono sempre uniformi. Chiaramente posso far tornare le misure ovvero scelgo una velocità di stampa ed una temperatura tali che mi portano il cubo da 20x20x20 entro qualche centesimo (sto basso con la temperatura e utilizzo una velocità di avanzamento diciamo tra i 30 ed i 50mm) però poi stampando un cubo da 40x40 le misure non saranno rispettate e aumentando ìgli avanzamenti la precisione cambia. Quindi posso "tarare" la stampante per una determinata temperatura e velocità ma poi se aumento qualche parametro al momento non credo di avere delle misure perfette (e nemmeno ne avrei la pretesa). Per aggiornamento segnalo anche che togliendo totalmente la retraction le stampe vengono meglio ma ancora non conosco bene l'utilizzo di questo parametro quindi non saprei perchè avviene questo. Grazie Ciao Graziano -
Qualità Superficie di stampa e Z Seam Alignment
grazianomi ha risposto a grazianomi nella discussione Problemi generici o di qualità di stampa
Ciao Fonzy, uso Cura 5.2, sai dirmi come si fa? -
Qualità Superficie di stampa e Z Seam Alignment
grazianomi ha risposto a grazianomi nella discussione Problemi generici o di qualità di stampa
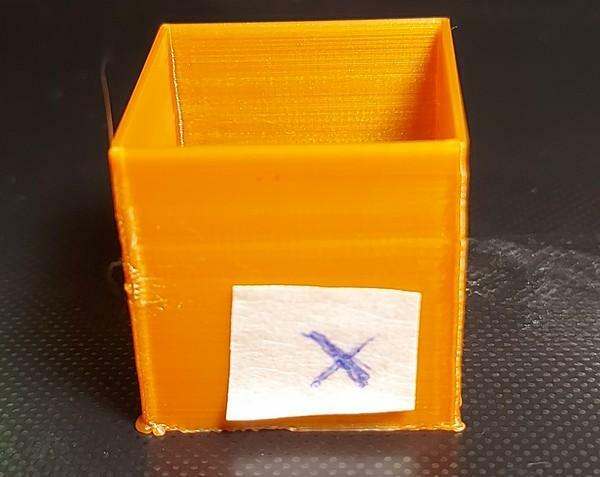
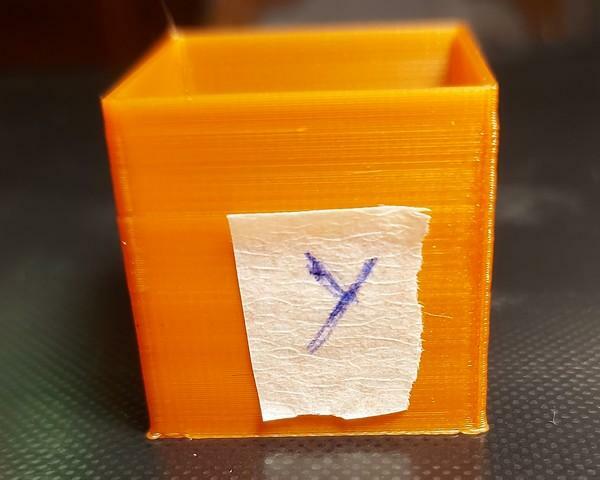
Ciao Cla Bello, grazie a te e Dnasini per l'aiuto. Per completezza aggiungo le prove di calibrazione che avevo effettuato. Sul cubo arancione (sarebbe bronzo) si vedono dei difetti sugli angoli di Y, tranne negli ultimi strati dove ho abbassato la velocità per vedere il comportamento della stampante. Ipotizzo che il peso del piatto allunga leggermente la corsa su Y sopra i 50mm/s. Il filo Pla argento in mio possesso però, a parte il flow rate che cambia le dimensioni totali del pezzo, non sembra cambiare molto il comportamento al variare della temperatura, forse cambia il ritiro. Il filo Pla color bronzo (in foto sembra arancione) invece diventa molto rigido ed ha un comportamento completamente diverso. Quindi come diceva Dnasini per ogni filo va fatto questo insieme di tarature. Per chiudere il cerchio faccio anche la prova di retrazione così capisco qualcosa in più, ancora non conosco l'effetto. In cura ho visto che esistono anche delle impostazioni relative alla precisione (inclusive, exclusive, middle), appena posso provo le differenze. Il cubo di calibrazione non è venuto preciso al decimo a tutte le velocità, è sempre leggermente abbondante: ho provato a togliere 1 step agli originali (79 invece di 80 step per mm) ma le misure diventano molto inferiori quindi la macchina non ha una meccanica oppure un'elettronica con una risoluzione tale da consentire le stesse dimensioni a tutte le velocità (50mm/s-100mm/s-150mm/s), presumo che entro certi limiti ci si debba accontentare altrimenti bisogna creare un profilo ad hoc specifico per un singolo oggetto ma, data la tipologia di stampa (FDM) e la tipologia di oggetti (hobbistici) non mi sembrerebbe particolarmente sensato. Finisco le prove e aggiorno. Grazie Ciao Graziano Qualcuno saprebbe quali sistemi ci sono per spostare la cucitura o eliminarla in qualche modo? Secondo Voi se creo una parte sporgente, da tagliare successivamente, la stampante inizia la cucitura da quel punto?
-
Qualità Superficie di stampa e Z Seam Alignment
grazianomi ha risposto a grazianomi nella discussione Problemi generici o di qualità di stampa
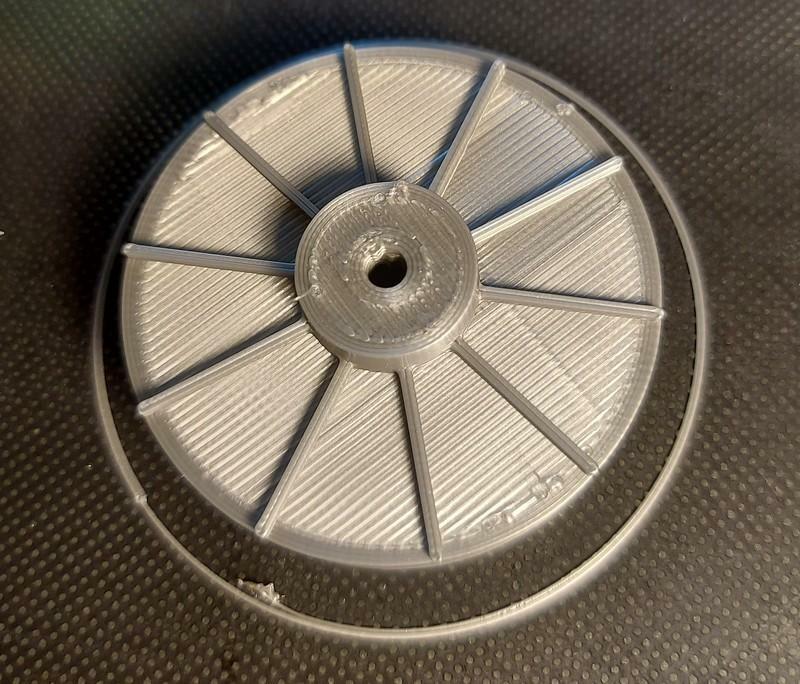
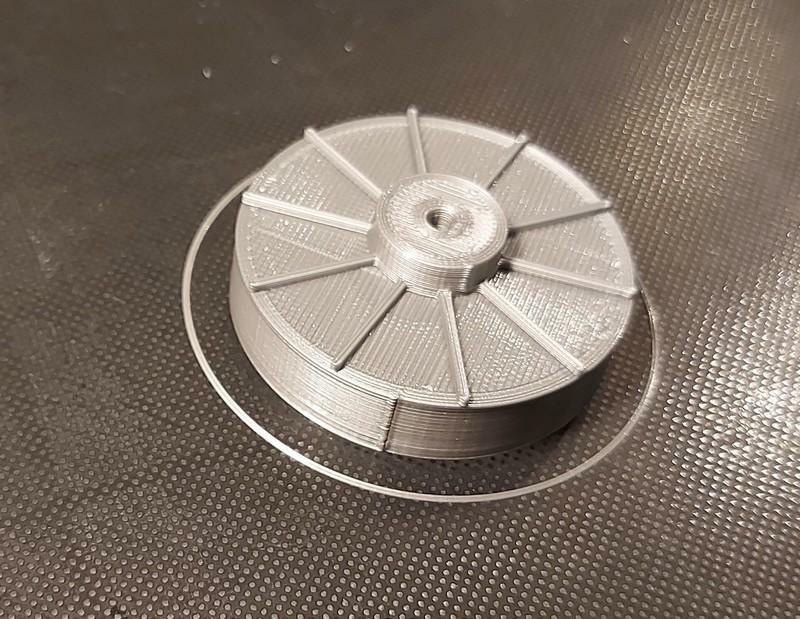
Ciao Dnasini, intanto grazie per i consigli e gli aiuti. Dunque tutti i test li ho presi da Cura Extension ed ho controllato che man mano che stampava la temperatura scendeva. Rispondo ai 2 quesiti 1)ho effettuato la stampa sia a 50mms che a 100mms in quanto avevo letto che all'aumentare dell'avanzamento deve essere alzata la temperatura.In ogni caso penso che il test a 50mms sia quello standard, se non è così lo rifaccio. 2)Per il flow ho scaricato sia il test che hai visto (già pronto nelle Extension di Cura 5.2) sia un cubo vuoto senza top e l'ho stampato più volte regolando il flow (sono arrivato al 90%) fino ad ottenere delle pareti del cubo spesse esattamente 0,4mm e cioè il width 0.4mm in Cura. Il cubo aveva dimensioni 40x40 quasi perfette Ho poi stampato un cubo di calibrazione con 25% di infill.Alla fine su X e Y avevo circa 20,1mm di dimensioni. In questo caso, probabilmentecon infill , le dimensione esterne variano a seconda di velocità e raffreddamento. Successivamente ho stampato un funduct che mi serviva per il raffreddamento di cui vi allego foto Intanto grazie, ditemi pure se devo rifare qualche prova Grazie Ciao Graziano
-
Qualità Superficie di stampa e Z Seam Alignment
grazianomi ha risposto a grazianomi nella discussione Problemi generici o di qualità di stampa
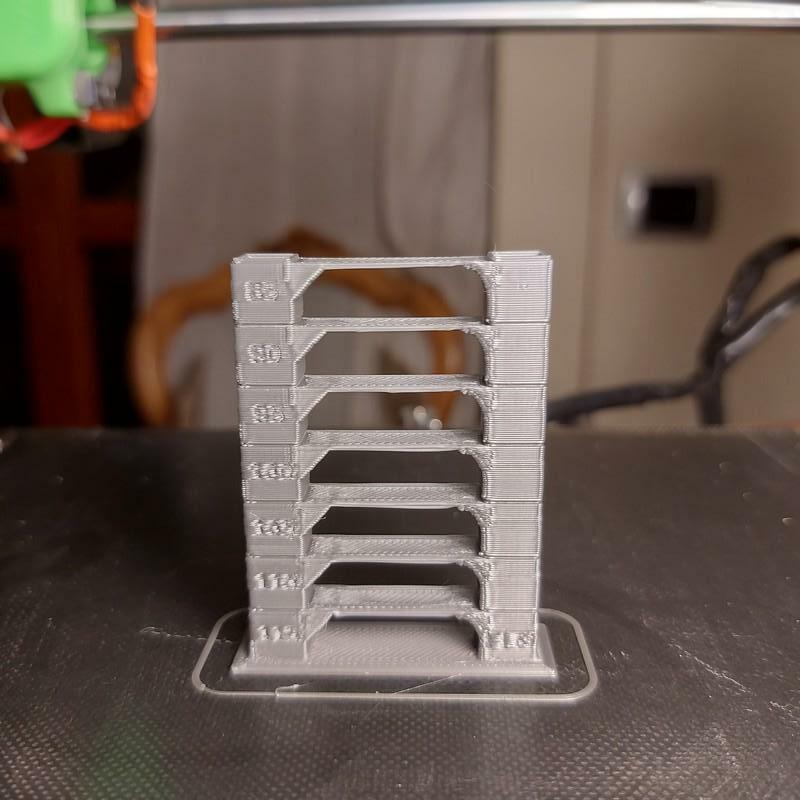
Torre di calibrazione flusso
-
Qualità Superficie di stampa e Z Seam Alignment
grazianomi ha risposto a grazianomi nella discussione Problemi generici o di qualità di stampa
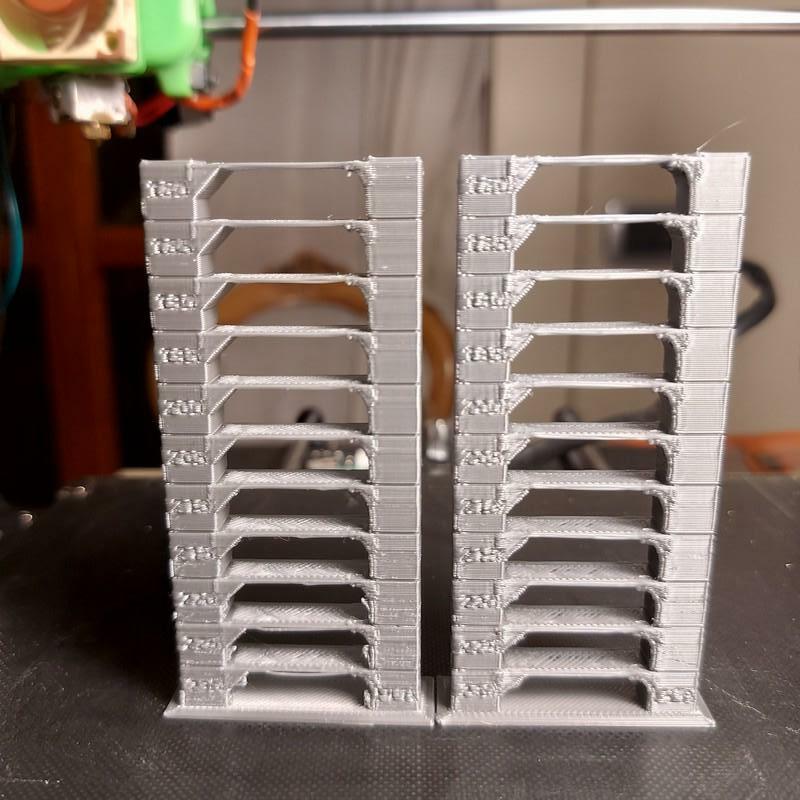
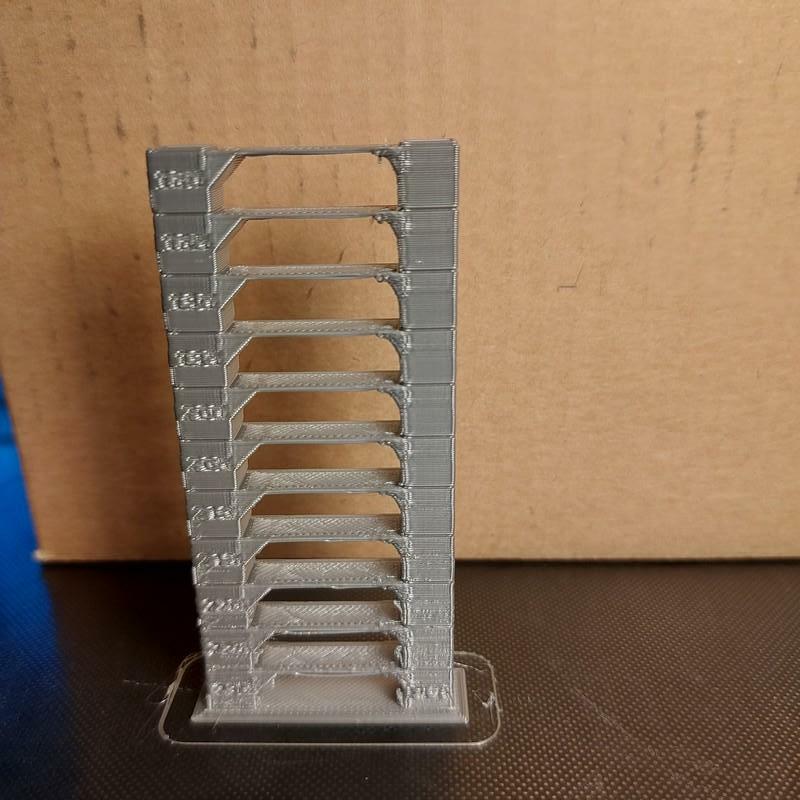
-Temp Tower 100 mm/s e confronto 50mm/s con 100mm/s
-
Qualità Superficie di stampa e Z Seam Alignment
grazianomi ha risposto a grazianomi nella discussione Problemi generici o di qualità di stampa
Ciao a Tutti, ecco il primo Test, a Voi le analisi -Temp Tower; Velocità 50mm/s ; Layer 0.3
-
Qualità Superficie di stampa e Z Seam Alignment
grazianomi ha risposto a grazianomi nella discussione Problemi generici o di qualità di stampa
Ciao Cla Bello, si mi sembra un'ottima idea grazie -
Qualità Superficie di stampa e Z Seam Alignment
grazianomi ha risposto a grazianomi nella discussione Problemi generici o di qualità di stampa
Ciao Dnasini, grazie per l'intervento e per le prove che mi stai consigliando. Cerco di risponderti: 1)Livellamento Piano: l'ho fatto diverse volte, probabilmente al centro e' introflesso di 1 o 2 decimi rispetto agli angoli però di solito con il primo layer a 0,3mm la stampa riesce ad attaccare, se invece seleziono 0,1 o 0,2mm il primo layer difficilmente attacca. Le viti del bed sono un po' corte, tirando i volantini il supporto del piatto si piega verso gli angoli. 2)Calibrazione estrusore: l'ho fatta e ho dovuto aumentare gli step per mm. 3)Temp Tower: non l'ho mai fatta, leggo come si fa e provo. 4)Test Hollow Cube: mai fatto, provo. Dai test che mi consigli mi viene da pensare che queste prove vadano fatte per ogni filamento che si utilizza e bisogna appuntarsi tutti i valori. Provo con i 3 filamenti che ho acquistato, tutti Pla no brand che hanno sicuramente comportamenti diversi. Intanto grazie poi ti aggiorno. Ciao Graziano -
Qualità Superficie di stampa e Z Seam Alignment
grazianomi ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao a Tutti, chiedo qualche consiglio sulle impostazioni di stampa. Slicer Cura 3D In particolare, per ora (sto imparando), ho notato i seguenti problemi : -Superficie: Sulla superficie, ci sono molti punti a goccia (si sente l'estrusore che retrocede e riparte ma non capisco a quale scopo; mette un punto e poi prosegue.Sembra come quando ci si prepara a saldare a elettrodo o a filo e poi si inizia il cordone. -Z Seam Alignment: a)se imposto su Sharpest Corner la cucitura è sempre nello stesso punto ed è piuttosto sporgente. b)se imposto su Random la cucitura è casuale come dice il termine però sporca parecchio la stampa Metto la foto di alcuni pezzi così se c'è qualcuno che ha esperienza può notare qualcosa. Grazie Ciao Graziano Stampante:Anycubic i3 Mega Slicer: Cura 5.2 Nozzle 0.4
-
Anycubic i3 Mega e Mega S Hotend , stampa ABS e informazioni
grazianomi ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao a Tutti, ho una Anycubic i3 Mega acquistata usata e vorrei chiarirmi alcune informazioni , ringrazio in anticipo chi ha qualche informazione, può rispondere anche ad un solo punto poi metto tutto insieme. a)-Non so se sia stato fatto un upgrade a Mega S; c'è un modo per distinguerle esattamente? b)-Potenzialmente la scheda madre della Mega può fornire corrente sufficiente all'hotend per stampare ABS? c)-Collegandomi con Pronterface ho visto che l' impostazione di temperatura massima impostate nella Eprom per l' hotend è di 230°, forse questo spiega il motivo per cui, se imposto una stampa a 240°, dopo alcuni minuti la stampante va in errore e si blocca oppure è un problema di Hotend o del blocchetto riscaldatore in allluminio o ancora di sonda? d)Sarebbe utile mettere un Mosfet e non sovraccaricare la scheda? e)-Qualcuno può consigliarmi l'Hardware adatto alla stampa dell'ABS? f)-Hotend: come faccio a capire se quello che ho adesso è in titanio per ABS? g)-Nozzle: quale scegliere? h)-Viti Piatto di stampa: a me sembra che le viti che escono dal piatto siano troppo corte e costringono a a fare pressione sul piano per avvitare le manopole.In questo modo il piano potrebbe imbarcarsi.E' possibile cambiare le viti con viti più lunghe? i)-E' possibile aggiungere un piatto magnetico tipo quelli in PEI? l)-E' possibile togliere o abbassare il volumen dei vari suoni iniziali di accensione , home ecc? Grazie Ciao Graziano Configurazione Attuale: -Scheda Trigorilla -Driver:TMC 2209 -Hotend: metto foto -Ventola hotend Noctua -Estrusore: Dualdrive marca sconosciuta -Carrello X: MK4 -
Realizzazione Stampante Big
grazianomi ha risposto a grazianomi nella discussione Nuove idee e progetti
Ah ecco grazie Vabbè in effetti si può fare un contenitore in Pla però io certe cose preferisco comprarle già fatte. Va bene l'autocostruzione però anche dovermi fare la scatola 😀.Pure RatRig la fornisce di plastica........