dnasini
-
Numero contenuti
4.517 -
Iscritto
-
Ultima visita
-
Giorni Vinti
179
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di dnasini
-

Problemi filamento stampa
dnasini ha risposto a Christopher nella discussione Problemi generici o di qualità di stampa
C'e' bisogno di qualche info in piu' come Quale stampante hai che materiale stampi e a che temperatura se sei in direct o bowden che tipo di estrusore hai (single o dual gear) il problema che descrivi puo' avere molteplici cause, per assurdo anche la sola molla che spinge la ruota godronata sul filamento, se e' troppo tirata puo' deformare il filamento che poi fa attrito nel PTFE e si blocca. -
Spegnimento automatico a fine stampa
dnasini ha risposto a Ziki00 nella discussione Hardware e componenti
L'idea e' interessante anche se l'idea di utilizzare un prodotto "cinese" preso su Aliexpress non e' che mi faccia stare cosi' tranquillo. Detto questo, se utilizzi ad esempio Octoprint, hai un plugin che ti permette di pilotare un buon numero di prese smart di marche note (io ci piloto una meross ad esempio). Questa soluzione e' piu' affidabile in quanto il processo si attiva alla fine della stampa ed e' configurabile in minuti di idle time o di temperatura hotend. Anche in Klipper ci sono macro che ti permettono di farlo ma sono programmate solo per le piu' comuni smart plug americane -
Stampante urta i supporti
dnasini ha risposto a Giua nella discussione Problemi generici o di qualità di stampa
in questo caso, farei anche io come suggerito da @eaman -
Klipper e tempo stimato di stampa
dnasini ha pubblicato una discussione in Software di slicing, firmware e GCode
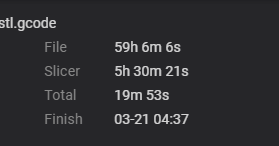
Ciao, mi sono sempre chiesto sulla base di cosa Klipper stimi tempi magistralmente sballati tra file in stampa e slicer. Ho appena fatto lo slicing di una stampa che da slicer dovrebbe durare 5:50. Appena la lancio, in Fluidd mi ritrovo questo poi, durante la stampa, le 59h si ridimensionano drasticamente ma nn mi capacito del come possano essere cosi' diametralmente opposti i due valori. L'altra stampante che al momento ha ancora Marlin, partendo sempre da Orca Slicer, mi da un tempo stampa effettivo che erisulta essere in linea con quello dello slicer (in eccesso o in difetto). Di quale dei due tempi dovrei "fidarmi"? e comunque, posso fare qualche cosa per averli "uniformi"?
-
Stampante urta i supporti
dnasini ha risposto a Giua nella discussione Problemi generici o di qualità di stampa
ma il problema te lo da solo con i supporti oppure gratta anche sul pezzo? -
nn mi e' chiaro cosa hai fatto...... hai ricompilato il fw? Come detto, prendere il fw compilato da qualcun altro e' semppre un azzardo. Ora, io prima di cambiare la scheda e spender soldi, mi ricompilerei il fw con i valori di default e vedrei se le ventole girano come mi aspetto. Fatto questo, con dati alla mano, puoi consapevolmente decidere cosa fare, investire tempo per rifinire la config del fw, oppure cambiare la scheda. Perche' se il problema e' del sw e tu cambi la scheda rimettendoci lo stesso sw sei ancora ai piedi della scala...... detto questo, su Ali ci sono i saldi fino a fine mese quindi di tempo ne hai per fare qualche test in piu'
-
Discussione su Klipper ufficiale
dnasini ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
Questa mattina ho avuto due stampe fallite dovute al raspberry pi che si impallava (errori: Currently Throttle e Low Voltage). Cercando un po' in giro, ho trovato che potrebbe essere dovuto all'alimentatore del Raspi scarso (escludo sia il mio caso visto che e' quello originale) oppure ad un surriscaldamento del processore. Essendo il mio case nn "ottimale" al momento, ho provato a mettere una ventola sui dissipatori ed in effetti la stampa fallita ben 2 volte questa mattina e' andata a buon fine. Nel frattempo, ho cercato un modo per monitorare, da Klipper, le temperature del raspi e della MB e ho trovato questo [temperature_sensor raspberry_pi] sensor_type: temperature_host min_temp: 10 max_temp: 80 [temperature_sensor mcu_temp] sensor_type: temperature_mcu min_temp: 10 max_temp: 80 Funziona e le temperature vengono riportate, in fluidd, direttamente sotto Estrusore e Piatto -
Discussione su Klipper ufficiale
dnasini ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
Quello che ho notato io e' che diversi utenti non sanno che esiste un range di distanza dal nozzle all'interno del quale fissare la sonda per far si che questa funzioni correttamente. Per quanto mi riguarda, cerco sempre di modificare i miei fanduct per poter alloggiare il braccetto del BLTouch in modo che sia regolabile un minimo in altezza. Adesso che ho deciso di comperarmi l'hotend Rapido (NDA domani iniziano i saldi Aliexpress) ho appena modificato il fanduct EVA della CoreXY per alloggiare il braccetto in modo regolabile (nella versione originale e' fissa quindi si doveva andare di spessori) -
Discussione su Klipper ufficiale
dnasini ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
....e cmq c'e' la colla a caldo che semplifica il lavoro 🤣 -
Discussione su Klipper ufficiale
dnasini ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
Io e' da qualche gg che sto usando la mesh dinamica e devo dire che mi trovo proprio bene. Ovviamente, a seconda della dimensione della stampa, allunga leggermente i tempi di realizzazione, ad ogni modo, a mio avviso, ne vale la pena soprattutto su piatti di media/grossa dimensione dove la scalibratura e' piu' significativa e compensata in "real-time" In effetti da ieri Orca mi propone di installare la Beta che include nativamente questa feature, per il momento nn l'ho ancora messa, mi limito a mettere nello start gcode il comando per farle misurare -
Superficie piana irregolare
dnasini ha risposto a Elpube89 nella discussione Problemi generici o di qualità di stampa
corretta osservazione, in tutta onosta' questo test mi piace poco perche' e' lungo da completare sulle 2 fasi e fa molto affidamento sul giudizio personale nel valutare l'ottimalita' della superficie Detto questo, con il test di Orca in un colpo solo regoli flusso di stampa e toplayer (a patto che non sovrascrivi i parametri nello slicer) -
Superficie piana irregolare
dnasini ha risposto a Elpube89 nella discussione Problemi generici o di qualità di stampa
Hai regolato il flusso di stampa? Se si, potrebbe essere necessario diminuire la % per i toplayer Per capire come regolare il flusso per i top layer, puoi disegnarti un quadrato 40x40x5 e diminuire il flusso dei toplayer del 5% ogni volta per capire se il risultato migliora -
i pin li trovi sotto Marin-Scr-Pins-Stm32xx dentro il file .h con la versione (esatta) della tua scheda. Qui di seguito un estratto della v3.0, occhio che c'e' anche la v3.0.1 che ha pin diversi // // Heaters / Fans // #define HEATER_0_PIN PC8 // "HE" #define HEATER_BED_PIN PC9 // "HB" #define FAN_PIN PC6 // "FAN0" #define FAN1_PIN PC7 // "FAN1" #define FAN2_PIN PB15 // "FAN2"
-
Con buona probabilita' chi ha compilato il fw ha impostato i pin (e chissa cos'altro) in modo differende dalle specifiche della scheda. Non e' mai buona cosa installare un fw compilato da qualcun altro soprattutto xche' non c'e' modo di sapere con che parametri e' stato configurato. A meno che tu non abbia i sorgenti da cui e' stato compilato, non hai modo di sapere cosa "contiene". Per la tua situazione hai 2 soluzioni: - Inverti Fan0 con Fan1 e speri che nn ci siano altre mis-configurazioni - Impari a compilarti il fw in autonomia
-
Trovata una ventola interessante: 5020
dnasini ha risposto a eaman nella discussione Hardware e componenti
@eaman avresti modo di condividerla in formato .step? -
Artillery Hornet Asse Z impazzito
dnasini ha risposto a Koira nella discussione Hardware e componenti
mmmm rileggendo meglio la tua richiesta, credo di averla male interpretata, la risposta di @eaman e' quella corretta -
Artillery Hornet Asse Z impazzito
dnasini ha risposto a Koira nella discussione Hardware e componenti
Se nn hai paciugato con il fw e nn hai installato versioni ad minkiam, il sw nn impazzisce da un momento con l'altro. Se vuoi "toglierti" il dubbio, puoi fare un M503 da console x recuperare i valori impostati nel fw e salvarli. Poi puoi fare una reset della EEPROM (solitamente dovresti avere una opzione nel menu') cosi' da forzare al reboot successivo dei parametri impostati nel fw e, se del caso, impostare quelli salvati se nel frattempo avevi fatto delle calibrazioni -
Il fw lo hai compilato tu o preso gia' pronto? potrebbe essere che nel fw siano stati invertiti i pin. Questi sono i pin delle varie ventole. Io ho 2 stampanti con stessa scheda (Marlin e Klipper) e questi sono i pin configurati in entrambi i fw per farli funzionare come ci si aspetta dalla documentazione FAN0 PC6 FAN1 PC7 FAN2 PB15
-
Con buona probabilita' hai invertito la ventola del materiale con quella del dissipatore. Ho la tua stessa scheda e questa ha 3 connettori x le ventole: 1 x il dissipatore (non regolabile) e 2 x ventola pezzo e case (regolabili). Se nel tuo caso la ventola pezzo parte subito alla massima potenza e' perche' l'hai collegata al conettore per il dissipatore
-
La mia (non) ultima fatica....
dnasini ha risposto a dnasini nella discussione Nuove idee e progetti
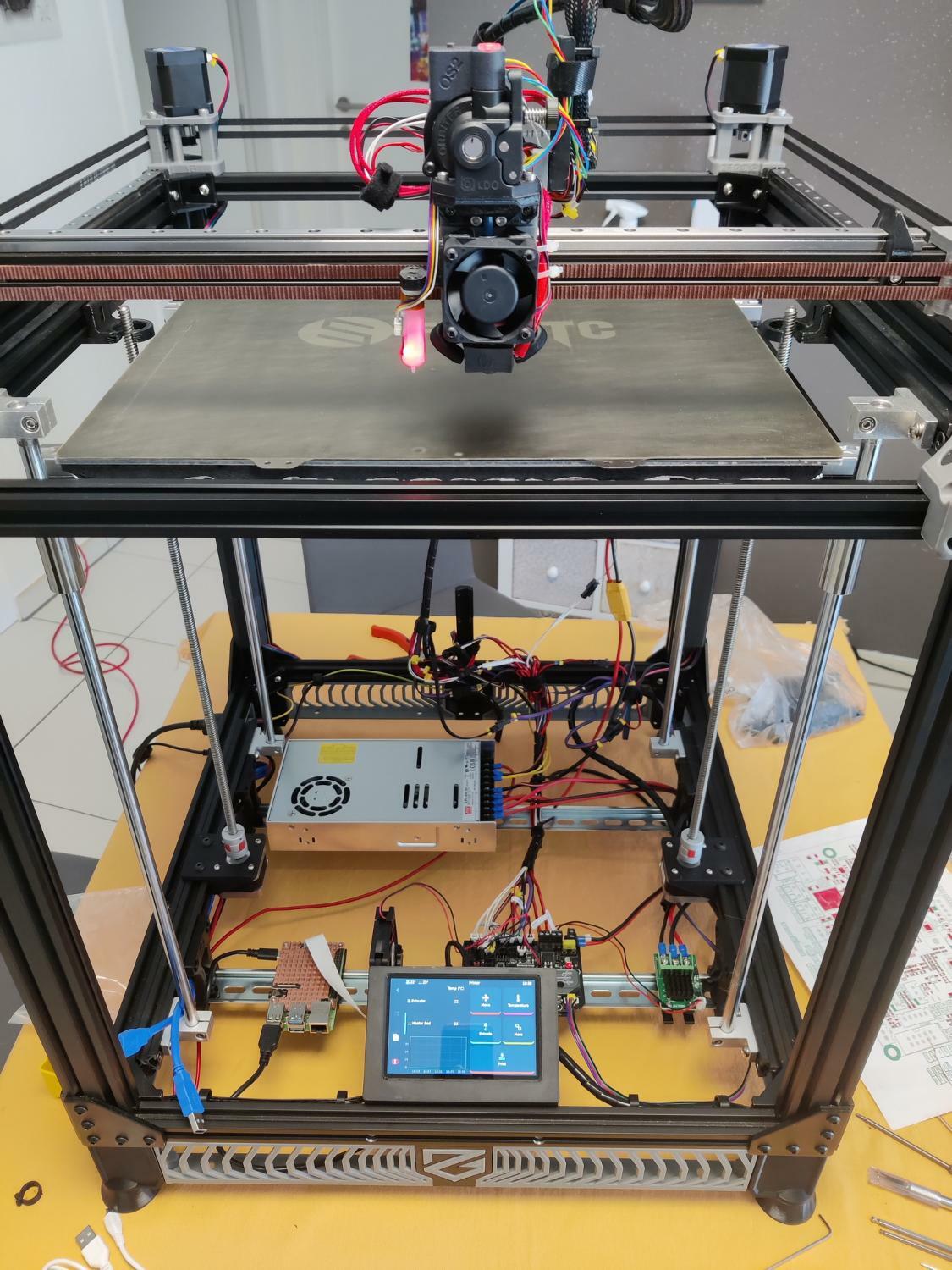
dovrei risponderti di si.... ma nn ho capito la domanda 😕 a cosa fai riferimento? @FoNzY ma sai che ho capito adesso a cosa fai rifeirmento? 🤣 Se parli della soluzione con Barre DIN x alloggiare le componenti elettriche, vorrei dirti che e' tutta farina del mio sacco, in realta' fa parte del progetto Enclosure di ZeroG. Infatti, anche se nn si vedono bene nelle foto, ogni componente ha i suoi "ganci" per poter essere incastrati sulla barra DIN. La figata di questa soluzione e' che puoi rialloggiare le componenti alla bisogna senza dover fare alcuna modifica alla struttura. Nel mio design, l'unica menata e' che, mantenendo il piatto originale della Ender 5 Plus, lo spazio utile sulle barre DIN e' ridotto di circa 4 cm perche' le staffe di ancoraggio devono essere montate sugli estrusi interni al perimetro che sostengono i motori di Z invece che sugli estrusi del perimetro esterno. Ad ogni modo, di spazio ce ne' cmq. -
La mia (non) ultima fatica....
dnasini ha risposto a dnasini nella discussione Nuove idee e progetti
dovrei risponderti di si.... ma nn ho capito la domanda 😕 a cosa fai riferimento? -
Problema con ritrazione filamento
dnasini ha risposto a Christopher nella discussione Problemi generici o di qualità di stampa
Esatto e' proprio quel tubo. Sulla cima del toolhead (la testa di stampa) dovresti vedere il tubo che si innesta ed e' tenuto agganciato da una molletta in plastica a "forma" di U. Se sfili quella molletta, il tubo dovrebbe sfilarsi. Se ti va di lusso, il filamento e' incastrato li e hai 2 soluzioni: 1) se hai fortuna, riesci a silare il filamento da li, rimonti e sei a posto 2) sostituisci tutto il tubo e risolvi potrebbe esserci anche la soluzione 1.1 che presuppone che tu abbia margine con la lunghezza del tubo e possa tagliare l'estremita' con all'interno il filamento incastrato Tieni presente che la tua macchina io l'ho solo vista in foto e non ho esperienza "sul campo", ma se dovessi farlo io, proverei in questo modo. Un problema analogo l'ho avuto sulla mia micragnosa CR20 e l'ho risolto al volo con la soluzione 1) -
e se ne prendi uno filettato e lo porti a misura con un trapano? alla fine a te serve un alloggiamento metallico cilindrico se nn ho capito male
-
Problema con ritrazione filamento
dnasini ha risposto a Christopher nella discussione Problemi generici o di qualità di stampa
Cosi' a sentimento, hai avuto un ispessimento del filamento che, nel ritrarre, si e' incastrato nel PTFE. Se cosi' fosse, stacca il PTFE lato toolhead e verifica se puoi, con una pinza, prendere il filamento ed estrarlo per poi tagliare la parte inspessita. Altrimenti, se riesci, prova a spingerlo dal lato opposto per poterlo far uscire -
La mia (non) ultima fatica....
dnasini ha risposto a dnasini nella discussione Nuove idee e progetti
Adesso, la conclusione della fase due avverra' la prossima settima con l'arrivo delle coperture inferiore e superiore in plexiglass nero satinato commissionate con il taglio laser (grazie @FoNzY x le dritte sul fornitore 😉 ) Il prossimo progetto sara' il passaggio al CanBus per eliminare la matassa di cavi per che vanno dalla MB al toolhead (ho gia tutti i pezzi, devo solo prendere il coraggio e ricrimpare tutti i connettori del toolhead) In lista abbiamo il passaggio a nuovo hotend V6 Rapido HF e la parte piu' ambiziosa (ed economicamente svenante) il piatto Hydra auto livellante su 3 assi......