Killrob
-
Numero contenuti
14.123 -
Iscritto
-
Ultima visita
-
Giorni Vinti
429
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Killrob
-

Come tutte le cose c'è un inizio e una fine
Killrob ha risposto a FPcomputer nella discussione Presentazioni
abbi pazienza, ci siamo passati tutti 😉 -
Si ma a lui si staccava il brim, e sempre nello stesso punto
-
Intasamento estrusore
Killrob ha risposto a Lorenz_Keel nella discussione Problemi generici o di qualità di stampa
controllare quanta aria muove è complicato, per quel che costa... meglio cambiarla -
Intasamento estrusore
Killrob ha risposto a Lorenz_Keel nella discussione Problemi generici o di qualità di stampa
potrebbe... si -
Intasamento estrusore
Killrob ha risposto a Lorenz_Keel nella discussione Problemi generici o di qualità di stampa
come ti avevano già suggerito controlla la ventola del dissipatore che dalla foto che hai fatto sembra che il calore sia arrivato troppo in alto -
Problema TOP LAYER molto molto strano!
Killrob ha risposto a Gabriele16 nella discussione Problemi generici o di qualità di stampa
ma questi progetti li hai fatti tu o li hai presi da qualche parte? perché a me sembrano dei leggeri difetti di progettazione -
quello non dovrebbe essere un problema, possono essere rimontate in una sola posizione. Ma se vuoi essere più che sicuro, gli fai una foto dettagliata col cellulare e poi rimonti uguale, e fallo per tutte le parti di cui non sei sicuro.
-
Flyingbear Ghost 5 - Non funziona comando M300
Killrob ha risposto a adrybeach nella discussione Problemi generici o di qualità di stampa
non conosco la tua stampante ma non tutte accettano M300, a volte quelle con un firmware preimpostato dalla fabbrica non lo prendono. -
Intasamento estrusore
Killrob ha risposto a Lorenz_Keel nella discussione Problemi generici o di qualità di stampa
hai provato anche a cambiare filamento? -
Quelli sono sistemi detti bowden, hanno il motore messo in una posizione fissa, sul telaio o sull'asse X e spingono il filo fino all'hotend tramite il tubo in Ptfe. Il tuo è un direct.
-
Combinazione componenti: Arduino Uno + Motor Shield + E3D Titan
Killrob ha risposto a Alessandro Tassinari nella discussione Hardware e componenti
hmmm da arduino non credo sia possibile, puoi alimentare un mosfet con un altro alimentatore e controllare il mosfet da arduino. -
si è rotto il sensore di temperatura
Killrob ha risposto a Lorenz_Keel nella discussione Hardware e componenti
quello è un nastro di Kapton, se c'è o non c'è è irrilevante -
Rinnovo uso free di Fusion360
Killrob ha risposto a tonyven nella discussione Software di slicing, firmware e GCode
https://knowledge.autodesk.com/it/support/fusion-360/learn-explore/caas/sfdcarticles/sfdcarticles/ITA/How-to-renew-your-hobbyist-enthusiast-license-for-Fusion-360.html -
Combinazione componenti: Arduino Uno + Motor Shield + E3D Titan
Killrob ha risposto a Alessandro Tassinari nella discussione Hardware e componenti
ottimo questo non lo avevo trovato -
devi smontare proprio tutto, stacca lo spinotto nero grande, svita le 4 viti e procedi allo smontaggio dell'hotend. Nella mia firma c'è "impariamo a conoscere la nostra stampante", vai a leggere così cominci a capire come funziona un hotend
-
Combinazione componenti: Arduino Uno + Motor Shield + E3D Titan
Killrob ha risposto a Alessandro Tassinari nella discussione Hardware e componenti
hmmm quello shiled faccio fatica a riconoscerlo, per me ti serve questo shield con almeno un driver https://www.amazon.it/ARCELI-Engraver-Printer-espansione-Arduino/dp/B07CQRPFFW/ref=sxin_8_ac_d_rm?ac_md=0-0-YXJkdWlubyBzaGllbGQ%3D-ac_d_rm&adgrpid=52433474597&cv_ct_cx=arduino+shield&dchild=1&gclid=Cj0KCQjw38-DBhDpARIsADJ3kjmMxSTFlSfP8RBTn7bGbSlmPH-0Pkzz-y7gIIeXX3bAgWDA_eAeAtgaAqIEEALw_wcB&hvadid=255211792738&hvdev=c&hvlocphy=20557&hvnetw=g&hvqmt=e&hvrand=3547400384026937052&hvtargid=kwd-298157573501&hydadcr=18638_1763942&keywords=arduino+shield&pd_rd_i=B07CQRPFFW&pd_rd_r=1a1f4a31-6a98-4277-b840-c9040777bbab&pd_rd_w=9AHg4&pd_rd_wg=e7tMM&pf_rd_p=361b6031-7dcf-42b4-9e50-1f56cda89e83&pf_rd_r=DPT6A3HCRTQHYTTPA1AS&psc=1&qid=1618245427&sr=1-1-fe323411-17bb-433b-b2f8-c44f2e1370d4 -
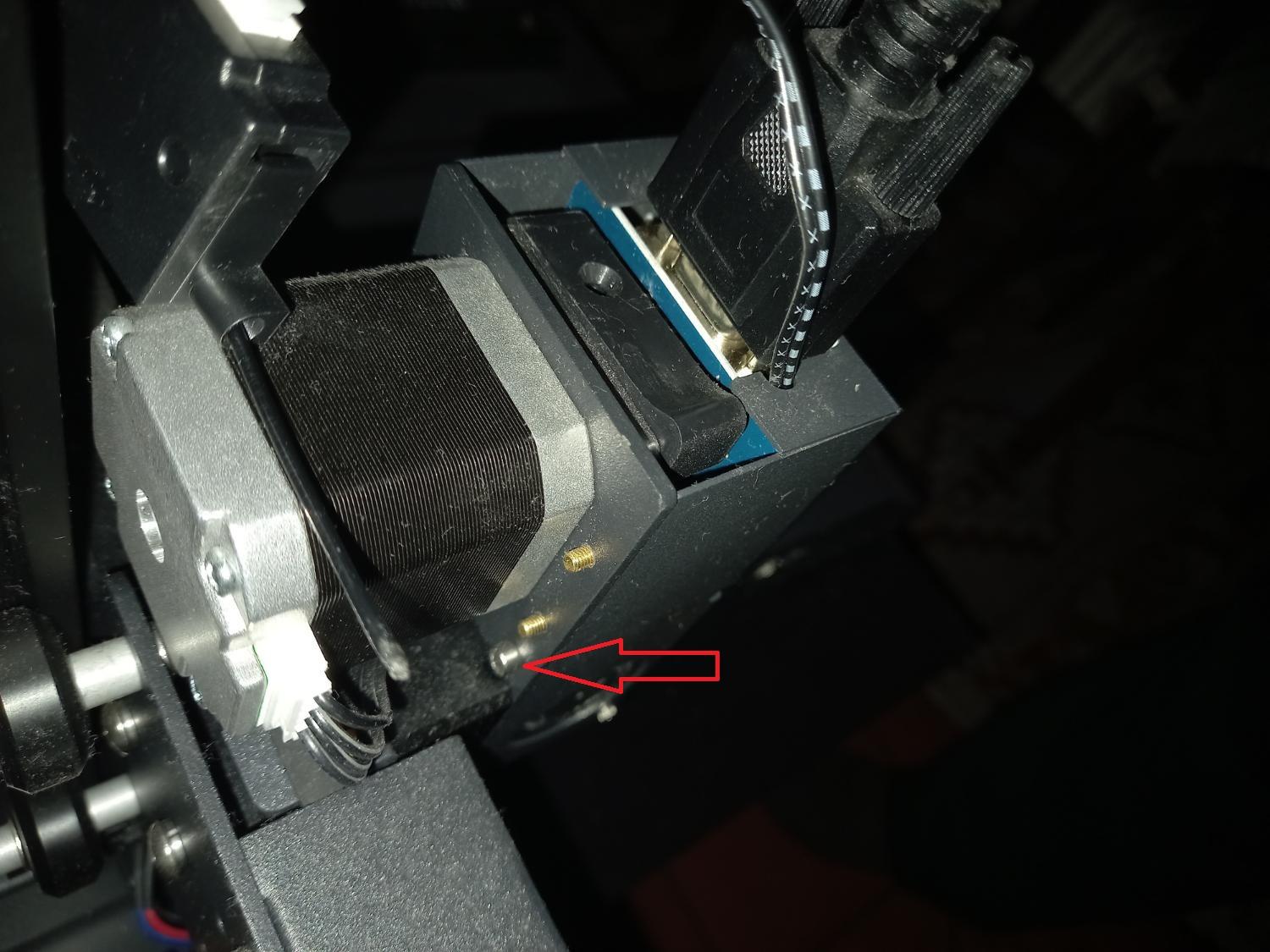
secondo me devi svitare la vite che ti indico con la freccia rossa e la sua corrispettiva dal lato opposto.

-
ventola raffreddamento filamento
Killrob ha risposto a Drago30772 nella discussione La mia prima stampante 3D
Io uso lo stesso settaggio per l PLA e petg, la differenza è nella potenza -
Con le cose che ha fatto, si è deformato senza dubbio
-
Io smonterei comunque tutto
-
Ce ne sono parecchie sul mercato, dalle skr alle mks
-
Manca sempre una parte all'inizio
Killrob ha risposto a FPcomputer nella discussione Problemi generici o di qualità di stampa
Sopra -
Combinazione componenti: Arduino Uno + Motor Shield + E3D Titan
Killrob ha risposto a Alessandro Tassinari nella discussione Hardware e componenti
hmmm ok capito ti mancano delle componenti, un mosfet per "accendere" la cartuccia -
Combinazione componenti: Arduino Uno + Motor Shield + E3D Titan
Killrob ha risposto a Alessandro Tassinari nella discussione Hardware e componenti
cioè vuoi solo muovere il motore? non scaldare o altro? -
Problema Ender 3 Pro STEP/MM
Killrob ha risposto a LordHenry76 nella discussione Problemi generici o di qualità di stampa
no è corretto, ma l'estrusore è il motore che spinge il filo nell'hotend 😉 stessa cosa dicasi per il direct