Killrob
-
Numero contenuti
14.123 -
Iscritto
-
Ultima visita
-
Giorni Vinti
429
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Killrob
-

Variazioni temperatura ugello
Killrob ha risposto a muffo nella discussione Problemi generici o di qualità di stampa
stai stampando pla a 245? controlla che il termistore e la cartuccia riscaldante siano bene in sede e che non ci siano viti allentate -
Variazioni temperatura ugello
Killrob ha risposto a muffo nella discussione Problemi generici o di qualità di stampa
di che stampante ed hotend si sta parlando? -
Imperfezione stampa FL Ghost 5
Killrob ha risposto a Andrea Militano nella discussione Problemi generici o di qualità di stampa
no mettilo su un angolo e attiva "occultamento intelligente" in preferenze angolo giunzione -
Variazioni temperatura ugello
Killrob ha risposto a muffo nella discussione Problemi generici o di qualità di stampa
quello che hai detto... sei a fine bobina e magari il diametro non è più costante come lo era prima... controlla -
Cilindro ristretto
Killrob ha risposto a Franchetto nella discussione Problemi generici o di qualità di stampa
vedo dall'stl che è in bassa definizione, con che cad l'hai fatto? -
Come visualizzo la velocità di stampa?
Killrob ha risposto a 6dp nella discussione Problemi generici o di qualità di stampa
non si può, hai solo la % dove il 100% è la velocità massima che hai impostato su Cura -
ma con che percentuale di flusso lo fate il primo layer?
-
Cilindro ristretto
Killrob ha risposto a Franchetto nella discussione Problemi generici o di qualità di stampa
Posta qui l'stl che faccio delle prove -
Filamento bloccato nel trascinatore... Flying bear 5
Killrob ha risposto a Francogermano nella discussione Flying Bear
Essenzialmente è così che si fa 😉 -
Imperfezione stampa FL Ghost 5
Killrob ha risposto a Andrea Militano nella discussione Problemi generici o di qualità di stampa
Non riesco a vederla bene -
Comincia con il cambiare la scheda SD
-
Differenze tra 2 stampanti Industriali ...ma perche ?
Killrob ha risposto a luca63 nella discussione Stampa 3D industriale
Non lo so, magari si differenziano nell'assistenza -
vi basta abbassare di qualche grado il primo layer, anche io uso il pla amazonbasic e lo "sputacchio" non l'ho mai avuto, e lo stampo a 205 il primo layer
-
Filamento bloccato nel trascinatore... Flying bear 5
Killrob ha risposto a Francogermano nella discussione Flying Bear
La soluzione è più semplice di quel che crediate... riscaldare l'hotend a 200° far uscire il materiale dall'ugello, anche a mano (bastano pochi mm), e poi estrarre. In questo modo il filamento è morbido e non si forma quella "goccia" che in realtà è la forma interna del nozzle stesso. altrimenti cambiare estrusore e passare a questo -
CR-20 Pro: presa di corrente WiFi e "auto-spegnimento"
Killrob ha risposto a dnasini nella discussione Hardware e componenti
de nada 😉 -
Come si chiama questo connettore? [Risolto]
Killrob ha risposto a dnasini nella discussione Hardware e componenti
mi inchino alla tua sapienza 🙂 👍 -
CR-20 Pro: presa di corrente WiFi e "auto-spegnimento"
Killrob ha risposto a dnasini nella discussione Hardware e componenti
io le uso esattamente così, le programmo da applicazione del telefono e faccio spegnere la presa smart circa 30 minuti dopo il termine della stampa. -
Come si chiama questo connettore? [Risolto]
Killrob ha risposto a dnasini nella discussione Hardware e componenti
sono i JST SH 6 pin -
Cilindro ristretto
Killrob ha risposto a Franchetto nella discussione Problemi generici o di qualità di stampa
prova ad abbassare di 5 gradi la temperatura di stampa -
Filamento bloccato nel trascinatore... Flying bear 5
Killrob ha risposto a Francogermano nella discussione Flying Bear
sullo spingifilo non c'è una leva con una rotella di regolazione? -
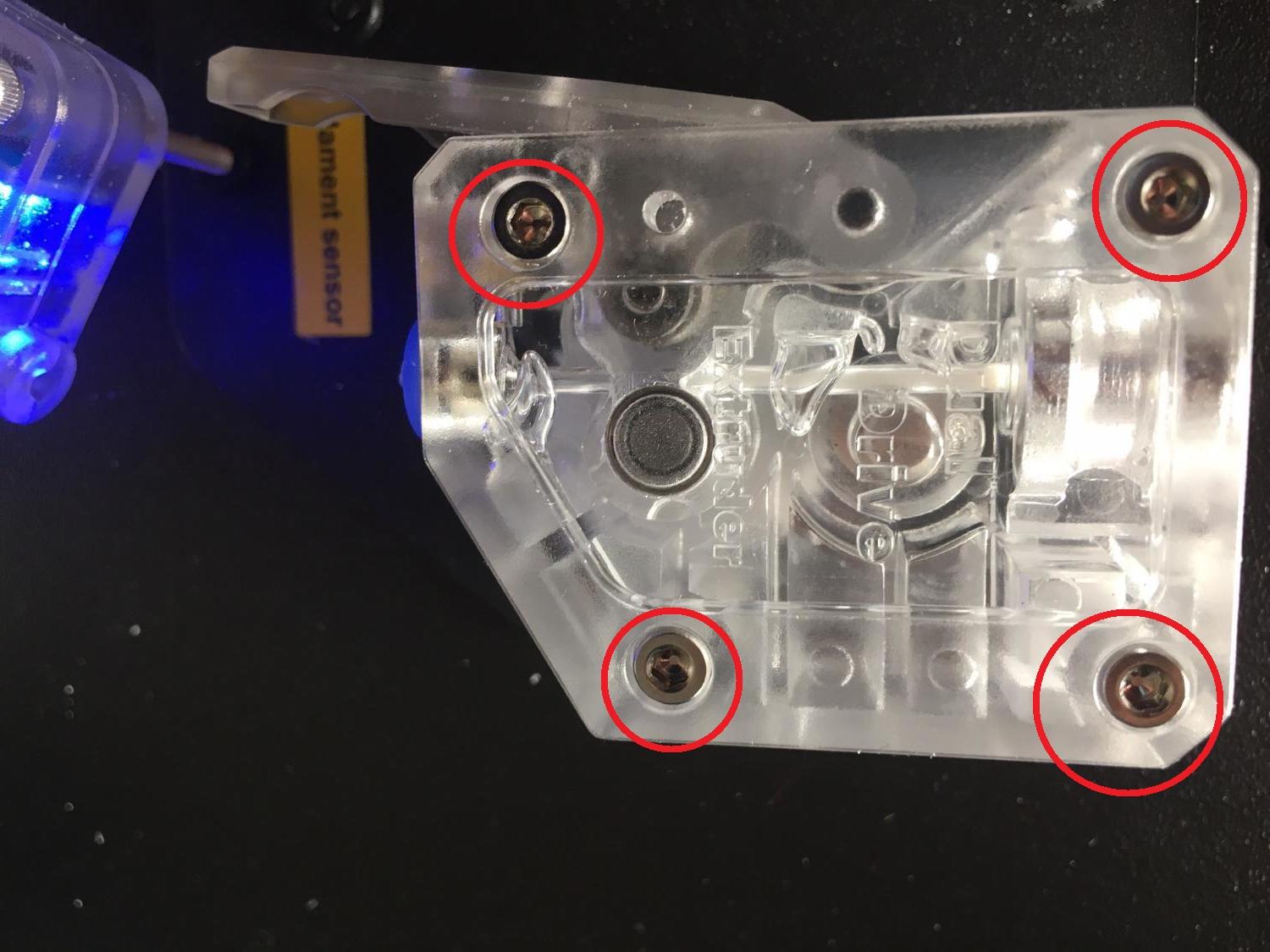
Filamento bloccato nel trascinatore... Flying bear 5
Killrob ha risposto a Francogermano nella discussione Flying Bear
svitare le 4 brugole vi farebbe accedere all'interno per rimuovere il materiale senza troppe complicazioni....
-
consiglio su nuova stampante corexy
Killrob ha risposto a muffo nella discussione La mia prima stampante 3D
Ma mica le devi fare in Abs... I pezzi della mia corexy li ho fatti in pla -
SKR MINI E3 V2.0 Auto Spegnimento Finto!?
Killrob ha risposto a Cersil nella discussione Hardware e componenti
Non ne ho idea, non lo uso, preferisco spegnerla io -
blocco anomalo della stampa...
Killrob ha risposto a andyrok nella discussione Problemi generici o di qualità di stampa
il fatto è che se balla con le vibrazioni della stampante... non lo troverai mai...