Tomto
-
Numero contenuti
3.664 -
Iscritto
-
Ultima visita
-
Giorni Vinti
57
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Tomto
-
Agnes
Tomto ha pubblicato una discussione in Le tue stampe - Album fotografico dei migliori modelli 3D
Pla Sunlu+ layer 0.2 . ....secondo me bisognerebbe dipingerla purtroppo solo a stampa ultimata mi sono reso conto che c'era un layer mancante ,si vede dalla foto dello slicer. 10.mp4
-
M915 - TMC Z axis calibration
Tomto ha pubblicato una discussione in Software di slicing, firmware e GCode
Pensavo che questa funzione (link) fosse disponibile solo con il FW della original Prusa ma a quanto pare mi sbagliavo. Suppongo che abbia bisogno di una sonda/bl touch Con i miei TMC 2130 in spi e dual stepper driver avevo provato il sensorless homing eliminando gli endstop di z con scarso successo , forse anche per il poco tempo che gli ho dedicato. Non so se con questo comando e armeggiando con marlin si può arrivare ad un buon risultato ma tentar non nuoce. Non penso che ne farò uso poichè calibro il piatto in maniera tradizionale è non ho mai avuto problemi , salvo all'inizio . Forse alcuni di voi già conoscono questa funzione , ma preferisco menzionarla nel caso in cui fosse sfuggita e visto che i tmc 2209 (che come i 2130 possono farne uso) stanno diffondendosi, ritengo che possa suscitare interesse -
Stegosaurus
Tomto ha risposto a iLMario nella discussione Le tue stampe - Album fotografico dei migliori modelli 3D
Che peccato! Quindi la BLV ancora non l'hai spostata in ufficio ? -
Prova a controllare il voltaggio dell'alimentatore
-
Stegosaurus
Tomto ha risposto a iLMario nella discussione Le tue stampe - Album fotografico dei migliori modelli 3D
Le stampe che stai postando sono belle veramente 😉. Sinceramente mi aspettavo una stampa demo della BLV -
Benvenuto Apri un tread e spiegaci meglio cosa vorresti fare😉
-
Sei sicuro di aver controllato bene la meccanica? cinghie troppo tese? ecc.. hai detto: Controlla di nuovo . Succede spesso che si fanno pagine di post per una semplice svista.... La vref la controllerei,(come consigliato già da @marcottt ) ma darei un'occhiata anche all'alimentatore . Cavi/connettori allentati o rovinati. non è che per sbaglio hai impostato un jerk elevato?
-
Anycubic chiron firmware update
Tomto ha risposto a samf92 nella discussione Software di slicing, firmware e GCode
Intendo che nella sd in dotazione ci sono dei file che sono scritti in cinese. I caratteri cinesi per qualche motivo assurdo bloccano l'lcd. Questo era tra le annotazioni del firmware 1.1.9 che usavo per la i3mega che ha la stessa elettronica della chiron. Questo non ha importanza il caricamento del marlin è lo stesso . . con il marlin che hai e che è già compilato devi solo selezionare come microcontrollore atmega 2560 (La tua scheda è la trigorilla ....) ..verifica e carica ..nei tutorial viene spiegato meglio -
Flusso di stampa
Tomto ha risposto a chipxx_MI nella discussione Software di slicing, firmware e GCode
é giusto cercare di migliorare .L'importante è non fossilizzarsi sulle calibrazioni e buttare chili di filamento... Attualmente Solidworks -
Climbing Gecko
Tomto ha risposto a iLMario nella discussione Le tue stampe - Album fotografico dei migliori modelli 3D
Vedo che hai una grande stima di noi😂😂😂Grazie mille! -
Flusso di stampa
Tomto ha risposto a chipxx_MI nella discussione Software di slicing, firmware e GCode
il classico cubo 20*20 per calibrare gli step mm è solo indicativo e sufficiente per ottenere buone stampe. Io ho sempre utilizzato un comparatore per misurarli ( non è strettamente necessario) . Il cubo con nozzle da 0.4 a layer 0.2 mi veniva 20*20.1 . Aggiustando il jerk/juction deviation il cubo è risultato 20*20. Ciò non significa che la stampante sia precisa ma solo che ho ottenuto un cubo 20*20. Se ti disegni in cad un'intera parte ti accorgerai che l'errore di +/- 0.2mm è già un traguardo (in particolare per i perimetri interni) le variabili in gioco sono molte compreso il restringimento della plastica ..ventilazione..la cucitura ... con un nozzle da 1mm si possono fare stampe "più veloci" ma si perde dettaglio le stampe possono avere minore accuratezza dimensionale...secondo me la strada migliore è riuscire a trovare il giusto range di tolleranza per la propria stampante e compensare in cad. Ricorda che stiamo parlando di stampanti cinesi entry level . Ciò non toglie che ci si possano realizzare stampe meccaniche che possano darti molta soddisfazione -
Flusso di stampa
Tomto ha risposto a chipxx_MI nella discussione Software di slicing, firmware e GCode
il flusso in teoria una volta calcolato è invariato. simplify3D (ma anche gli altri slicer) aumentano/diminuiscono in automatico la quantità di materiale estruso al variare del diametro del nozzle Dovresti controllare i valori di E in due diversi g code di uno stesso modello lasciando tutti i valori invariati nello slicer ad eccezione del diametro del nozzle (confronta ad esempio 0.2 con 0.8) e ti renderai conto delle differenze é importante che controlli i valori di E non all'inizio del gcode ma durante il suo percorso. Ad una stessa riga e colonna dei due gcode , in quello da 0.8 il flusso avra sempre un valore maggiore di quello da 0.2. Se con un ugello da 0.8 o 1 mm hai problemi di flusso devi tener presente che è meglio aumentare la temperatura ed utilizzare estrusori con riduzione, quando si utilizza un nozzle grande Nella pratica qualche differenza a livello di qualità di stampa può esserci e se vuoi "migliorarla"nessuno ti vieta di rifare il thin wall test ed eventualmente correggere di poco il flusso se (necessario) ps per estrusori come il bgm o clone il valore step mm è 415 (con motore a 1.8°) -
Anycubic chiron firmware update
Tomto ha risposto a samf92 nella discussione Software di slicing, firmware e GCode
Fa attenzione quel firmware quasi lo stesso che montavo sulla i3 mega. Nella sd non deve esserci nessun file con caratteri cinesi. Se per caso utilizzi la sd in dotazione assicurati di togliere i file demo della stampante, perché hanno caratteri cinesi. Sembra strano ma se non li rimuovi l' LCD rimane bloccato. Assicurati di aver preso la versione adatta ai tuoi driver altrimenti i motori gireranno in senso contrario..se i motori dovessero girare al contrario puoi invertire il senso di rotazioni con una semplice modifica al fw oppure girare i cavi dei motori. Per caricare il firmware con l' idea di Arduino ti ti basta vedere un tutorial su YouTube c'è ne sono molti anche in italiano -
Palazzo Vecchio 1:1000
Tomto ha risposto a bradipao nella discussione Le tue stampe - Album fotografico dei migliori modelli 3D
Mi piace. Voglio stamparlo e provare a dipingerlo. -
sul canale youtube di anycubic viene mostrato come Link.....qualche passaggio si può saltare perchè nel video viene mostrato come sostituire l'intero carrello Un motore può perdere passi per più motivi. Vedo però che hai il nozzle molto vicino al piatto , questo può generare grumi . Se il nozzle impatta contro di essi può perdere passi. Forse non è questo il caso ma controllerei lo stesso il livellamento del piatto.
-
PTFE influenza la RETRACTION?
Tomto ha risposto a Bananafell3r nella discussione Hardware e componenti
Vanno bene anche i cloni trianglelab. Mi sembra che sei stato l' unico a guardare il video con un minimo di criticità. 😉 Secondo me si potrebbe fare anche altre considerazioni. Alcune cose non mi quadrano (ma meglio rivedere bene il video attentamente ) -
SKR1.4 turbo con TMC2209 1.2 con endstop fisici.
Tomto ha risposto a harem68 nella discussione Hardware e componenti
In marlin devi decommentare " define sensorless homing " per gli assi ed impostare la sensibilità........... Ci sono molti video tutorial su youtube -
@FoNzY scusami ma la prima è adatta solo alle sla e come riporta il sito non è compatibile con le dlp e di conseguenza neanche con le MSLA . la seconda non saprei @andrea.testi ha una photon s Forse quando ci fanno queste domande dobbiamo chiedere quale sia la stampante che si sta usando. Non so se si tratti di una svista (che capita ) da parte tua, o se invece hai utilizzato quella resina anche con le dlp/msla ed ha funzionato lo stesso 😉
-
Anycubic i3 mega - stampa frastagliata
Tomto ha risposto a ele nella discussione Problemi generici o di qualità di stampa
In automatico non penso sia possibile non ho usato cura. Il g code mi è servito per capire meglio da cosa dipendesse l'anomalia che avevi. Se poi è risultato perfetto è stata anche fortuna ...ho abbassato un pò il flusso in maniera arbitraria. -
Scooby
Tomto ha risposto a iLMario nella discussione Le tue stampe - Album fotografico dei migliori modelli 3D
Veramente ben fatto. Ancora sostieni di avere problemi di stampa? Quei tempi mi sembrano passati da molto tempo😉 -
Stampa PLA con sfilacciamenti (vedi foto)
Tomto ha risposto a Calandrella57 nella discussione Problemi generici o di qualità di stampa
Prova l'estrusione dei 100 mm sia a caldo che a freddo , intendo senza far passare il filo per l'hotend Se a"freddo" estrude la quantità corretta devi pulire l'hotend di nuovo . Può essere intasato parzialmente -
Anycubic i3 mega - stampa frastagliata
Tomto ha risposto a ele nella discussione Problemi generici o di qualità di stampa
Ci sono novità? -
Star Destroyer...
Tomto ha risposto a andyrok nella discussione Le tue stampe - Album fotografico dei migliori modelli 3D
Veramente bella!!! Hai usato la nuova scheda? oppure è la mks? -
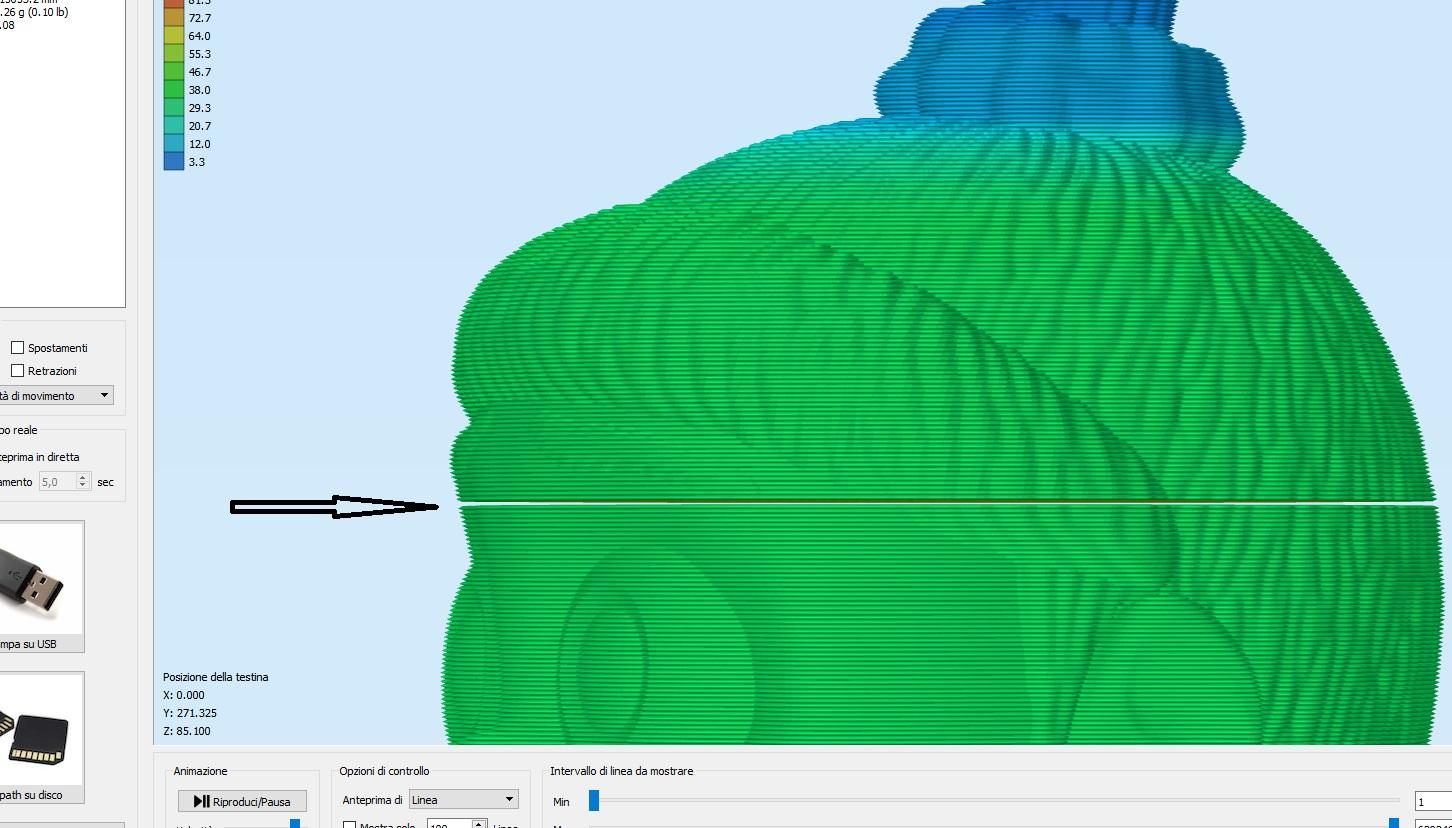
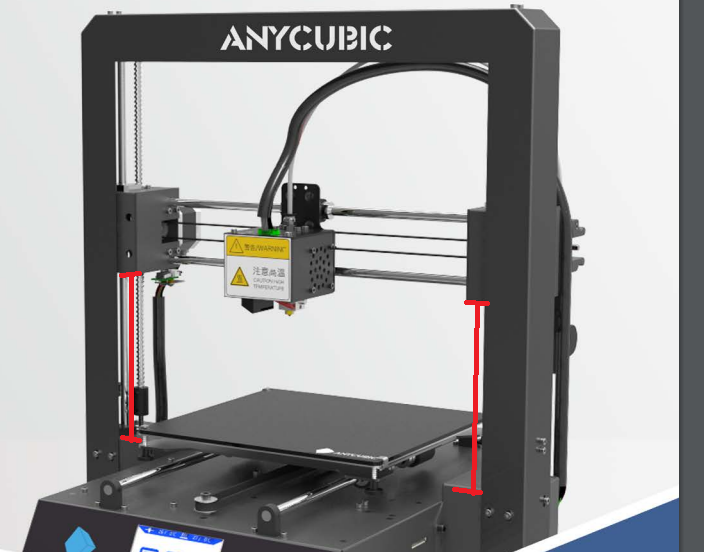
Anycubic i3 mega - stampa frastagliata
Tomto ha risposto a ele nella discussione Problemi generici o di qualità di stampa
Prova a cambiare l' hotend .....potrebbe essere parzialmente intasato ...ma non solo poi potresti fare l'homing di z e misurare con il calibro la distanza tra i 2 punti evidenziati nella foto allegata?
-
Darth Vader
Tomto ha risposto a DarioI nella discussione Le tue stampe - Album fotografico dei migliori modelli 3D
Il video di cui parla @marcottt è questo: LINK