Devil3D
-
Numero contenuti
239 -
Iscritto
-
Ultima visita
-
Giorni Vinti
8
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Devil3D
-
Discussione su Klipper ufficiale
Devil3D ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
No scusami mi son spiegato male, intendevo: inserisco la chiavetta nell'usb della scheda raspi/btt m8p, e lancio la stampa tramite klipperscreen. Poi si probabile che come dici te, una volta che funziona tutto capiro' che non ha senso, e devo togliermi dalla testa di fare come sono abituato con marlin. -
Discussione su Klipper ufficiale
Devil3D ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
Nella vecchia discussione avevo chiesto sulla possibilita' di stampare tramite klipperscreen e chiavetta usb. Il divertimento e' ovviamente controllare klipper da pc/tablet o quant'altro, ma vorrei mantenere la possibilita' di utilizzarlo anche alla vecchia maniera come con marlin. Inserisci la chiavetta, premi stampa e via. Essendo che l'interfaccia web per controllarlo e' sul raspi, e non sulla macchina remota, e in pratica e' un mini pc su cui gira linux, ho trovato la soluzione. usb autofs/automount per fargli leggere in automatico la chiavetta E poi creare un symlink dalla chiavetta alla cartella dei file gcode sul raspi, oppure fargli copiare i file dalla chiavetta al raspi. Si puo' fare sia in automatico tramite il linux di klipper, oppure con uno script da lanciare a mano. Settimana prossima monto il carrello nuovo poi mi sa che ordino scheda e schermo. -
.... alla fine ho installato Klipper
Devil3D ha risposto a dnasini nella discussione Hardware e componenti
https://github.com/bigtreetech/CB1/releases Poi li trovi anche le config di base da cui partire in base alla scheda/stampante. P.S. Continuate a sperimentare, che appena ho qualche giorno di ferie finisce che provo klipper pure io, mannaggia a voi che mi mettete in testa queste idee!🤣 -
Ho chiesto al rivenditore e ha confermato che i cuscinetti con le biglie, su barra in alluminio se la mangiano troppo velocemente. Preso dal capriccio ho ordinato barra in 6061 anodizzata e cuscinetti/boccole in polimero, se va bene ok, se va male ho buttato 50 euro e pazienza, sara' un altro dei miei esperimenti stupidi riusciti male. Piu' che altro i cuscinetti in polimeri li danno per max 60c di temperatura, e stampando abs o simili in camera chiusa mi sa che sono al limite.
-
Ecco allora confermi il mio dubbio. Anche se non stampo a velocita' o accellerazioni altissime, la stampante va, quindi voglio evitare di fare grosse modifiche strutturali. Puo' essere che ho sbagliato i conti eh, ma calcolando il volume delle barre, mi e' uscito fuori: alluminio 2.7g/cm3: 1017grammi acciaio 7.8g/cm3: 2904 grammi carbonio: come dici non e' abbastanza preciso e non mi va di fare esperimenti vari finche non aggiusto le tolleranze a tentativi poco precisi. Se invece usassi questa barra+cuscinetti igus? Sarebbe comunque circa un terzo del peso attuale. https://www.igus.it/product/138?artNr=AWMP-10
-
Scusami, non ho specificato. Core XY, con 2 barre cilindriche 10mm di diametro, lunghe 48cm sull'asse X. Stavo pensando a carbonio, o magari alluminio (contando che peso specifico del alu 6061 e' 2.7 g/cm3, e acc inox circa 7.8, sarebbe comunque un buon guadagno).
-
Ciao a tutti. Premesso che la stampante funziona bene e non mi da problemi, ho letto in giro delle barre sull'asse X in carbonio, a sostituire quelle in acciaio. Essendo molto piu' leggere si dovrebbero avere dei vantaggi. Pero' come rigidita'? Precisione del diametro delle barre? E soprattutto, non potendo usare cuscinetti, si va di Igus in teflon? E' solo una curiosita' per ora, ma se qualcuno le usa fate sapere come vi trovate.
-
Consigli per stampare PETG
Devil3D ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Senza lacca mai provato, e sul nastro blu mi faceva warping. Quando stampavo PETG sul piatto in vetro con la lacca ottima aderenza, ma poi erano bestemmie a staccare i pezzi. E ho perso il conto dei piani in vetro rotti. -
Grumi nello stampaggio
Devil3D ha risposto a Ziopios nella discussione Problemi generici o di qualità di stampa
Una volta trovati i settaggi giusti per il primo strato, trovo il pei comodissimo rispetto al vetro. A me viene da consigliarlo, magari prendilo doppia faccia (lato liscio+lato ruvido). -
Siete gentilissimi, grazie! In effetti e' carino, ma come dice cubo non centra niente con quello che sto facendo, me lo aspettavo diverso. Prendero' del grigio e dell'argento PLA+.
-
Hai una foto di due pezzi pla+ e silk a confronto? Adesso sono curioso! (per restare in tema aerei, dovrei stampare le giranti del modellino di una turbina) Col nero e grigio giocando un po con velocita' e ventole riesco a dargli la finitura che voglio e mi piace, ma argento/oro/rame non li ho ancora mai stampati, e non potendoli vernciare non so quale sia meglio (se rifanno l'offerta a 18 euro a rotolo non e' un problema provarne uno, ma gia' che ci sono provo a chiedere).
-
Ciao a tutti. Qualcuno di voi ha gia' stampato utilizzando il PLA Silk della sunlu? Dovrei fare un paio di stampe color simil metallo (senza verniciatura o post processing), e non so se prendere l'argento PLA plus o l'argento PLA silk. Cosa suggerite? Quale da la finituira migliore, meno "plasticosa"? Grazie.
-
Estrusore smette di stampare ad ogni stampa
Devil3D ha risposto a The_Cap nella discussione Problemi generici o di qualità di stampa
Dando per scontato che ugello/gola ecc sono montati bene, puliti, la ventola di raffreddamento gira bene, la rotellina dell'estrusore e' pulita, calibrazione flusso e solite cose, controllerei la retrazione. Magari prova a fare un paio di benchy senza retrazione, se non si blocca poi ti fai una retraction tower per trovare i valori di retrazione ottimali. -
parte di disegno che non riesco a modellare con fusion 360
Devil3D ha risposto a Heda nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
Selezioni l'oggetto (body1, oppure body4), poi nel meu' "solid" selezioni "modify-scale" e lo ingrandisci e rimpicciolisci quanto vuoi. Oppure se vuoi scalarli entrambi, prima uniscili assieme tramite "combine". P.S. Scusa io ho la versione inglese, comunque penso si capisca. -
Chiarimenti su retrazione e stringing
Devil3D ha risposto a Devil3D nella discussione Problemi generici o di qualità di stampa
Grazie, domani provo ad alzare la velocita' di retraction e aumentare la distanza (pensavo che avendo allmetal e linear advance dovessi stare piu' basso). Di solito PETG lo stampo a 230/235, ho provato a scendere a 220 per vedere se migliorava, ma nessun cambiamento. -
Chiarimenti su retrazione e stringing
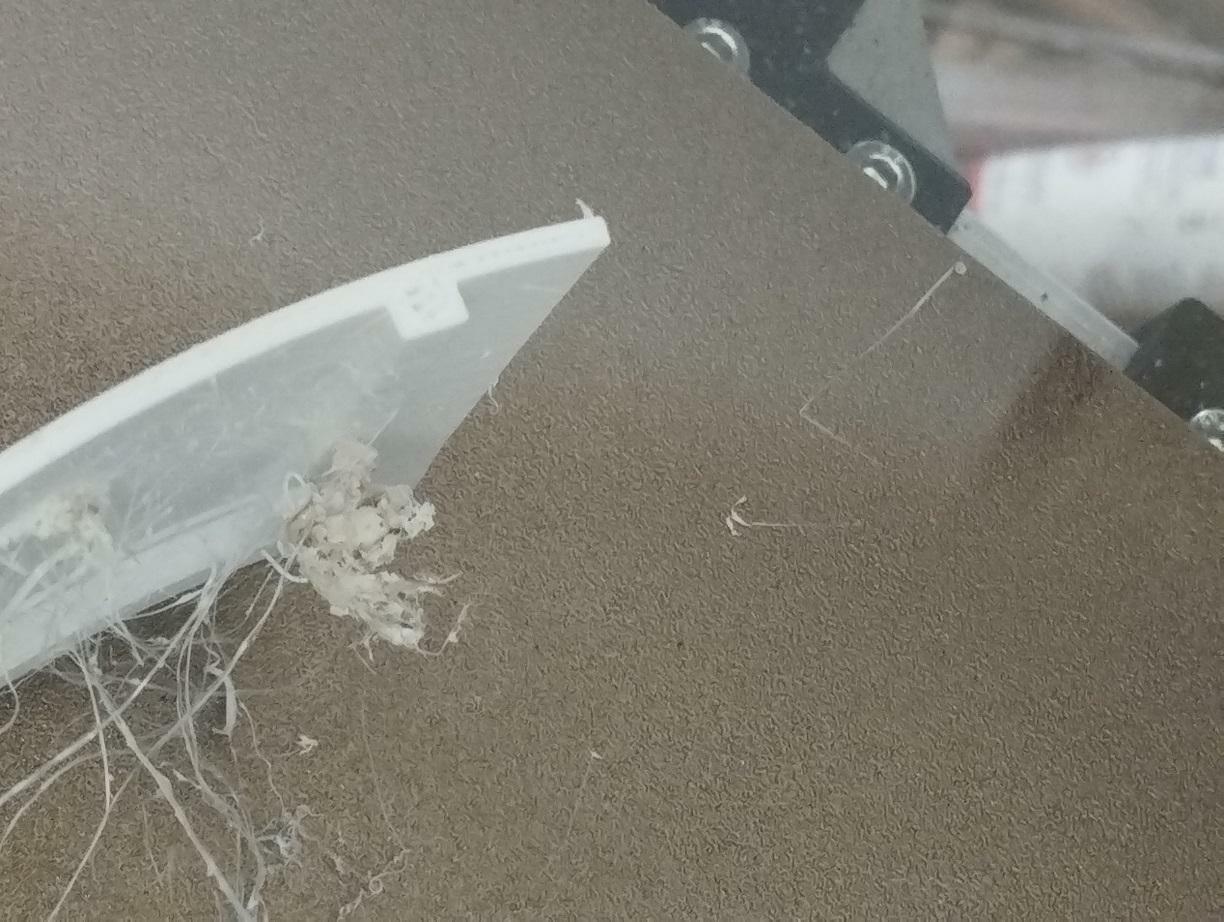
Devil3D ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao a tutti. Visto che ultimamente sto avendo problemi a stampare col PETG (non so che sia successo, prima sempre andato bene), ho provato a fare una retraction tower. Partito da 0.5mm fino a 3.5mm, ed il risultato lo vedete qua in foto. Provata un'altra finoa 5.5mm ma stesso risultato. Estrusore dual drive bmg, E3DV6, hotend trianglelabs ceramica, 40mm/s velocita' di retrazione, 120mm/s di travel, linear advance 0.7, marlin ultima versione. Bowden lungo circa 55 cm. Temperatura provato sia a 235 che a 220. Sembra che qualsiasi retrazione metto, non cambia nulla. Avete qualche idea?
-
Endstop ignorante durante Homing
Devil3D ha risposto a FrenaFiletti nella discussione Problemi generici o di qualità di stampa
Fa piacere che hai risolto. Alla fine era una cavolata, ma proprio non ci avevo pensato ai motori/endstop invertiti! -14 sembra come termistore staccato, o problema ai cavi/spinotti/collegamento. Dopo quanto tempo si blocca? Prova ad accendere il bed senza lanciare nessuna stampa, se cosi' funziona bene anche dopo un tot di tempo, probabilmente sono i cavi/spinotti/saldatura del connettore sull' bed che con il bed che si muove fanno qualche falso contatto. Se hai un tester, prova a vedere la resistenza, o in alternativa potresti provare a cambiare termistore, magari prima di saldare/dissaldare l'originale sull'hotbed, ti tiri un altro cavetto con un termistore nuovo e lo attacchi al bed con un pezzo di nastro kapton o qualcosa del genere. -
Grumi e stringing con PETG Ouverture
Devil3D ha risposto a Devil3D nella discussione Problemi generici o di qualità di stampa
Fatto una stampa con lo Z-Hop ed e' migliorato un po, ma sempre un po di peluria che esce fuori e qualche grumo, anche se molto di meno. Lanciato altre stampe con PETG Sunlu, e Primaselect vecchio di un anno (roba che tanto devo verniciare, cosi' mi finisco tutti gli avanzi e rotoli lasciati a meta'). Tutto perfetto senza grumi o problemi vari. Conclusione? PETG Overture non lo acquistero' piu'. PETG Sunlu ottimo. -
Endstop ignorante durante Homing
Devil3D ha risposto a FrenaFiletti nella discussione Problemi generici o di qualità di stampa
Nel firmware non vedo niente di strano o sbagliato, cosi' per curiosita' prova a fare un M119 a vedere lo status degli endstop. dovrebbe dirti che sono tutti "open", poi lo stesso comando chiudendoli a mano o portando il piatto a fondo corsa e dovrebbe darti "triggered". Prova anche a dare il comando "G28", poi "G28 X Z", "G28 Y Z", "G28 X Y Z" e vedi che succede. O tramite linea di comando da repertier, o ti fai un file Gcode solo con un G28 dentro e basta. Almeno io sulla mia stampante farei cosi', tanto da escludere passo per passo ogni possibile variabile. Hai la scheda originale o ne hai montata un'altra? -
Grumi e stringing con PETG Ouverture
Devil3D ha risposto a Devil3D nella discussione Problemi generici o di qualità di stampa
Grazie mille, trovato! (cercavo nel posto sbagliato) Il flusso e' giusto (sceso al 97%, ma era abbastanza nel limite di tolleranza comunque, contando che ho usato un calibro made in china da 20 euro). Guardando mentre stampa pero' ho notato una cosa: non uso lo Z-hop, cosi' quando l'estrusore passa sopra dove ha gia' stampato, a volte sembra tirarsi via un po del filamento che ha gia' posato, causando cosi' quella peluria, oppure accumulandosi su un lato dell'estrusore fino a creare quei grumi. Ma lo fa solo con questo filamento, con gli altri mai successo. Prossima stampa provo ad abilitare Z-hop e vedo che succede. -
Grumi e stringing con PETG Ouverture
Devil3D ha risposto a Devil3D nella discussione Problemi generici o di qualità di stampa
Dove e' la percentuale estrusione/flusso? Trovo solo quella del primo o ultimo layer, infill ecc nelle impostazioni. Rcordo che in simplify3d o altri slicers, c'era l'impostazione generale "flowrate" o qualcosa del genere, su ideamaker non la trovo. P.S. Provo ad allegare al messaggio il profilo di stampa, se capita quando puoi, potresti dargli un occhiata? Magari ho fatto qualche cavolata stupida e non me ne accorgo. Grazie mille. [HEVO] PETG OUVERTURE 0.1 - LA-export.bin -
Grumi e stringing con PETG Ouverture
Devil3D ha risposto a Devil3D nella discussione Problemi generici o di qualità di stampa
Si si, su ideamaker ho profili diversi per ogni materiale, marca e colore. La calibrazione del flusso! Eccosa cosa non ho fatto! Ordino un calibro digitale e controllo, ma penso proprio che hai ragione. Per la peluria boh, mi succede solo con questo filamento. Strano che la fa su pareti esterne dove l'estrusore nemmeno ci passa, quindi non puo' essere nemmeno un leggero stringing causato da retrazioni o altro, e non riesco a spiegarmelo. Son pezzi da verniciare quindi nessun problema, poi finito il rotolo torno al sunlu, pero' sarebbe bello capire perche'. -
Grumi e stringing con PETG Ouverture
Devil3D ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao a tutti. Stampando in ABS oppure PETG Sunlu, sembra che ho trovato i settaggi giusti e le stampe riescono abbastanza bene. Ora sto facendo delle stampe piuttosto grandi, con PETG bianco Ouverture, e mi succede una cosa stranissima. In alcuni punti della stampa mi fa dei grumi enormi, degli ammassi di filamento che non capisco da dove escono fuori. E anche attorno al silicone che copre l'heatblock, vedo che si ammassano tanti piccoli fili di filamento. E in alcuni punti, sembra che se di colpo ci fosse sovraestrusuoone, per poi tornare normale. Sull'altro lato invece, dove non ci sono ne travel ne retrazioni, in alcuni punti la parete e' come se diventasse pelosa in lacuni punti, con dei micro fili di filamento che escono fuori. Cosa cavolo e'? Niente retrazioni, velocita' sui 30mm/s, temperatura ho provato sia 245 che 240c (provato con temptower), Kfactor 1.
-
Endstop ignorante durante Homing
Devil3D ha risposto a FrenaFiletti nella discussione Problemi generici o di qualità di stampa
Scusami hai ragione, non ho pensato che non hai il bltouch. Se abiliti questo invece? Z_SAFE_HOMING -
Endstop ignorante durante Homing
Devil3D ha risposto a FrenaFiletti nella discussione Problemi generici o di qualità di stampa
Per questo, abilita in config_adv: #define Z_STEPPER_AUTO_ALIGN