Devil3D
-
Numero contenuti
239 -
Iscritto
-
Ultima visita
-
Giorni Vinti
8
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Devil3D
-
Discussione su Klipper ufficiale
Devil3D ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
Un ultima domandina stupida, ma anche chiedendo a google non mi e' chiara una cosa. Se imposto l'input shaping ad esempio stampando a 100mm/s, poi va bene anche se stampo a 30 o 200, basta che l'accelerazione non cambi? O per ogni velocita' lo devo rifare? P.S. Stampato la prima benchy in 50 minuti a 100mm/s, venuta fuori perfetta al primo tentativo, meglio che con marllin a 30mm/s (a parte il ghosting perche' ancora senza shaping). -
Discussione su Klipper ufficiale
Devil3D ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
Da oggi sono klipperizzato anche io. Montato la scheda e non e' esploso niente, gia' un buon passo avanti direi.😂 Motori, homing, macro ztilt e bed mesh funzionano. Estrusore scalda e la ventola parte a 50 gradi. Tutto bene fino qua, ma l'hot bed non ne vuole sapere! Segna la temperatura ambiente giusta ma non scalda. Uso un mosfet esterno, devo dare ugualmente alimentazione su su "hotbed in" sulla scheda? Btt manta M8P. Edit: si serviva l'alimentazione hotbed sulla scheda anche se uso mosfet esterno. -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
Devil3D ha risposto a Cubo nella discussione Nuove idee e progetti
Quando avevo solo la anet a8 e la ho usata per stamparmi le parti in plastica dela hypercube, mi sono fatto tutto in PLA e PETG. 🤣 Ti lascio immaginare il risultato! Rifatto tutto in ABS, tranne i supporti motore in ASA, senno' in ABS flettevano leggermente tirando le cinghie. Dovessi rifarlo, tutto ASA. In camera chiusa anche col piatto a 110 gradi nessun problema, e piu' preciso con le dimensioni, ritira meno dell'ABS (almeno quello che ho usato io). -
Bella macchinina! Viste le forze in gioco, metterci degli stepper con encoder e controller+alimentazione separati? La meccanica sembra solida, cosi' puoi tirar fuori belle velocita'.
-
Consiglio seconda stampante dopo Anycubic i3 Mega
Devil3D ha risposto a gianlucag78 nella discussione La mia prima stampante 3D
Se e' per un simulatore di volo allora sono curioso! -
Discussione su Klipper ufficiale
Devil3D ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
Per curiosita' ho dato un occhiata alla documentazione e dice che di default, l'idle timeout spegne il bed ecc. Idle timeout. An idle timeout is automatically enabled - add an explicit idle_timeout config section to change the default settings. [idle_timeout] #gcode: # A list of G-Code commands to execute on an idle timeout. See # docs/Command_Templates.md for G-Code format. The default is to run # "TURN_OFF_HEATERS" and "M84". Se ho capito bene, dovresti riscriverti la macro [idle_timeout] senza mettere nessun comando di spegnimento bed e cose varie. Quaklcosa come: [idle_timeout] timeout: 600 {% if printer.pause_resume.is_paused %} #whatever you want {% else %} TURN_OFF_HEATERS M84 {% endif %} P.S. Scusate ho visto dopo aver scritto che eaman ha linkato la stesa cosa. -
Discussione su Klipper ufficiale
Devil3D ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
Chiarissimo! Forse ci sono. Documentazione cen'e' tanta, ma un po sparsa tra mille siti diversi. Visto ora che oltre a BASE_BED_MESH_CALIBRATE che di default usa i settaggi di printer.cfg, posso anche passargli tutti i parametri che voglio come METHOD, MESH_MIN, MESH_MAX, PROBE_COUNT, PROBE_SPEED etc. Cosi' usando diverse macro, potrei usare diverse mesh fatte in modo diverso per ogni stampa. Ho preso la mesh come esempio, ma era tanto per capire il sistema. Insomma tutto tramite software e macro senza toccare il firmware se voglio cambiare qualcosa. -
Discussione su Klipper ufficiale
Devil3D ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
Perfetto, grazie. Mi sto studiando un po come funzionano le macro, e non riesco a capire una cosa. Che differenza c'e', ad esempio, tra usare manualmente i comandi: G28 #home /G29 #bed level /M500 #save mesh (esegue la mesh come settato in printer.cfg) Rispetto a usare la macro BASE_BED_MESH_CALIBRATE/SAVE_CONFIG, che dovrebbe fare la stessa cosa? -
Discussione su Klipper ufficiale
Devil3D ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
Per chi ha ordinato display, schede ecc tramite il sito della btt/biqu con spedizione dalla cina, avete dovuto pagare dazi o tasse doganali al postino? Ho fatto l'ordine ma sul sito non specifica nulla a riguardo. Grazie. -
Aggiornamento: fatto un paio di stampe in asa, a parte temperature piu' alte, e velocita' un po piu' basse, si stampa meglio dell'ABS. Zero warping, zero stringing, adesione tra strati perfetta. E sotto sfrozo (ho stampato un paio di particolari meccanici) flette di meno. L'unica parte negativa, e' che se sto piu' di 10 minuti vicino alla stampante mentre lo stampa, mi viene mal di testa e gola secca... mi sa che non e' proprio buono per la salute.
-
Chiedo a voi che avete sicuramente piu' esperienza di me. Vale la pena spendere di piu' per del filamento ASA? Finalmente ho finito l'ultimo rotolo di ABS amazonfilaments, e vorrei trovare qualcosa di piu' rigido e resistente ad eventuali alte temperature. Non che l'ABS amazon andasse male, ma a parte la resistenza al calore, mi e' sembrato piu' morbido del normalissimo PLA. Non ho un essicatore (sara' un acquisto da fare), quindi per ora eviterei PC, Nylon o simili. Grazie.
-
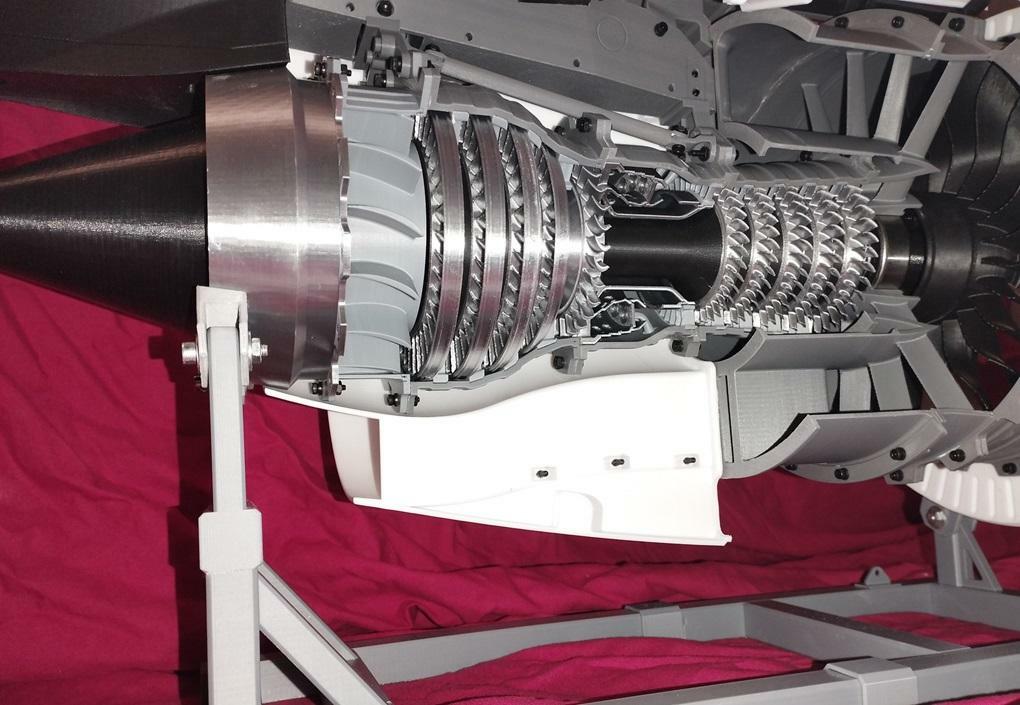
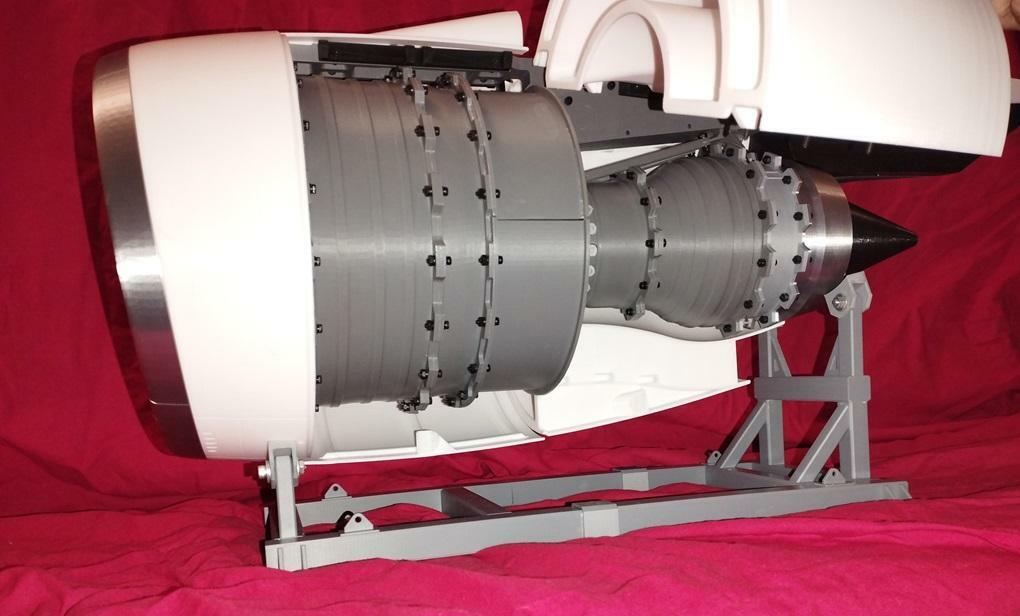
Turbofan Engine Stampato in 3d
Devil3D ha pubblicato una discussione in Le tue stampe - Album fotografico dei migliori modelli 3D
Dopo avervi stressato con mille domande, finalmente sono riuscito a portare a termine una stampa che per me e' un gran bel traguardo. L'autore del disegno 3d originale e' veramente un genio, mi ha permesso di imparare tanti piccoli trucchetti e lo ha progettato veramente bene, e tanto divertimento a portare a termine una stampa simile (per le mie scarse capacita' e' stata una bella aventura).
-
Discussione su Klipper ufficiale
Devil3D ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
Ok mi sono convinto e stasera faccio girare l'economia. M8P+CB1+heatsink+HDMI5. Magari sono ancora in tempo a prendere l'offerta blackfriday. Come telecamera USB cosa consigliereste? Qualcosa di piccolissimo da montare sulle barre 2020 (ho poco spazio ai lati). -
Discussione su Klipper ufficiale
Devil3D ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
Con il 2.1.2.1 stable con linear advance, la stampante era perfetta (a parte stealthchop che non fa funzionare linear advance sull'estrusore con i tmc2209). Ho provato da un po di giorni la 2.1.2.1 nightly, tanto per aggiornare e provare input shaping, e sugli spigoli e' leggermente meno "pulita" come stampa, come se il linear advance avesse qualche problema. Ma magari ho solo beccato la build nightly sfigata. -
Fusion 360 ancora gratuita la versione personale ed è idoneo per la stampa 3D?
Devil3D ha risposto a kar120c nella discussione Software di slicing, firmware e GCode
La versione a pagamento, ha uno slicer incorporato. -
accoppiare pezzi
Devil3D ha risposto a Lorenz_Keel nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
Se non vedi il pannello, clikka sul quadrato in alto a sinistra, e ti apre il pannello coi file salvati. "show data panel" (scusa io lo uso in inglese). P.S. Dopo che hai fatto "Prepara-Genera facce", fai "modifica-converti mesh", e dopo selezioni un triangolo sulla faccia piatta che vuoi unire all'altra meta' e premi "canc". Cosi' al posto di tanti triangoli avrai una faccia piana. Stessa cosa sull'altra meta'. A quel punto fai "solido-modifica-allinea", ti aiuti in caso con "modifica-sposta" e "modifica-combina". Cosi' dovresti avere le due meta' unite in un unico pezzo. -
accoppiare pezzi
Devil3D ha risposto a Lorenz_Keel nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
Prima di convertire la mesh, hai fatto "Prepara-Genera facce"? -
Si, sara' che ormai ideamaker lo so a memoria, ma e' la stessa impressione mia riguardo i profili e i vari override delle impostazioni (vabbe' sono solo alla seconda stampa con orca). Pero' menu' calibrazioni, correzione zampa d'elefante, gestione pareti, supporti ecc mi piacciono. Variable infill devo ancora trovarlo. E supporto a klipper appena avro' una settimana un po tranquilla per montare e configurare tutto. Per l'errore comando M73 mi rispondo dasolo: devo abilitarlo da marlin. Me lo tengo cosi' che non ho piu' voglia di compilare per la milionesima volta!
-
Sto provando anch'io le mie prime stampe con orcaslicer. Molto diverso rispetto ad ideamaker a cui sono abituato, troppo presto per dare giudizi. Sapete come eliminare il comando "M73" dal gcode generato? C'e' qualche opzione che non riesco a trovare? La stampa la porta a termine, ma mi esce sempre a display "unknown command M73 P1 R64" e cosi' via fino a fine stampa. Grazie.
-
Discussione su Klipper ufficiale
Devil3D ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
Dico una cavolata, ma a me e' successo con altre schede. Non e' che hai messo il cavo DSI al contrario? -
Discussione su Klipper ufficiale
Devil3D ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
Grazie, allora si dovrei avrer fatto giusto. C'e' solo un pin sul file pdf con le connessioni, che ha un nome diverso da quello del file cfg che danno come esempio, ma posso usarne un'altro o vedo poi se gira o no e lo cambio. Per il resto ho impostato: motor heater bed extruder fans mcu printer safe z z tilt bed mesh gcode arcs bltouch Mi mancano ancora [verify_heater extruder/bed], poi dovrebbe essere piu' o meno tutto? -
Discussione su Klipper ufficiale
Devil3D ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
Non ho ancora ordinato scheda e schermo, ma mi sto facendo un po di cultura e mi sono fatto un file printer.cfg. Tutto bene, molto piu' semplice di marlin, ma non riesco a capire come funziona il discorso ventole. Come imposto la ventola dell'heatbreak, quella del raffreddamento stampa, e altre ventole invece sempre accese? E' giusto il codice qua sotto? Lo so che e' una stupidaggine, ma anche vedendo video e documentazione non mi e' tanto chiaro. # Fan0 # "fan" is the part cooling fan pointed at the print [fan] pin: PF7 # Fan1 # turned on when heater enabled, off when heater cooled down [heater_fan fan1] pin: PF9 heater: extruder heater_temp: 50.0 # Fan2 (fan case cooling electronics, always on) #[fan_generic fan2] #pin: PF6 # Fan3 (fan case cooling electronics, always on) #[fan_generic fan3] #pin: PA8 (sullo schema e' PF8, verificare) -
Ottimo video grazie, mi son salvato la pagina youtube. Cavolo era semplicissimo! Attivato anche input shaping di marlin, e arrivato a stampare a 120mm/s, accel 1800, con qualita' piu' che accettabile. Ho solo nominato in vano un po di santi perche' mi ero dimenticato di disabilitare lo stealthchop sull'estrusore, e mi faceva casini assurdi di sovraestrusione o linear advance che non funzionava.
-
Montato poco fa le barre e le guide igus. Lavoretto da 5 minuti e ha funzionato al primo colpo! Almeno oggi per qualche strano motivo non ho combinato casini.🤣 Barre in acciaio + cuscinetti a biglie: 685 grammi. Barre alu+igus: 228 grammi. 457 grammi in meno e si sente, solo fatto una tower alla veloce tanto per provare aumentando l'accellerazione, non perde passi e non vibra piu' come prima a ogni cambio direzione. Portato anche retraction accelleration a 6000 (prima era 2500) e non c'e' piu' traccia di stringing). Mi e' solo uscito fuori un leggero ghosting su un lato della tower. Con ideamaker c'e' qualche modo per fare un test velocita/accellerazione senza dover lanciare mille stampe variando un valore ogni volta?
-
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
Devil3D ha risposto a Cubo nella discussione Nuove idee e progetti
Se ho capito bene, con i jumper puoi selezionare se dare ai driver del motore l'alimentazione della scheda, oppure l'alimentazione separata presa dai primi due morsetti, giusto? Io pensavo a questo kit (i driver recupero gli attuali 2209, tanto ho ancora gli stepper presi dalla anet a8): https://biqu.equipment/products/bigtreetech-stealthy-hi-speed-solution?variant=40447042322530 Piu' il dissipatore per il CB1, e da decidere che sensore prendere per input shaping. Schermo per klipperscreen ho deciso per HDMI piu' che altro per maggiore liberta' nel cablaggio (e se faccio un box esterno posso usarlo anche per altro).