Devil3D
-
Numero contenuti
239 -
Iscritto
-
Ultima visita
-
Giorni Vinti
8
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Devil3D
-
Calo automatico temperatura Nozzle Anycubic Mega X
Devil3D ha risposto a madein3d_it nella discussione Problemi generici o di qualità di stampa
Che valori di accellerazione hai nel firmware? Prova con il comando M204 e posta i risultati. -
Calo automatico temperatura Nozzle Anycubic Mega X
Devil3D ha risposto a madein3d_it nella discussione Problemi generici o di qualità di stampa
Se nel profilo e' tutto alla temperatura giusta, guarda in Extensions-PostProcessing. -
Creazione Firmware per Anycubic mega x +Btt SKR v1.4
Devil3D ha risposto a madein3d_it nella discussione Software di slicing, firmware e GCode
Dai che ormai il peggio e' passato! Hai lanciato un PID tuning sia per estrusore che per il bed? Sullo schermo o con ponterface che temperature ti da? -
Creazione Firmware per Anycubic mega x +Btt SKR v1.4
Devil3D ha risposto a madein3d_it nella discussione Software di slicing, firmware e GCode
Boh sembra giusto. Mi sfugge qualcosa. Inizia a usarne solo uno (collegato a Z endstop sulla scheda), e abiliti solo USE_ZMIN_PLUG in config.h. -
Creazione Firmware per Anycubic mega x +Btt SKR v1.4
Devil3D ha risposto a madein3d_it nella discussione Software di slicing, firmware e GCode
Hai tolto le due // davanti a Z_MULTI_ENDSTOPS? Prova a postare il file o fare copia e incolla di quellle linee. Senno' inizia a usare solo un endstop (abiliti #define USE_ZMIN_PLUG e basta, colleghi un solo endstop alla scheda), poi quando tutto il resto funziona vedi per il secondo). -
Creazione Firmware per Anycubic mega x +Btt SKR v1.4
Devil3D ha risposto a madein3d_it nella discussione Software di slicing, firmware e GCode
Vado a memoria, ma se vuoi usare entrambi gli endstop sull'asse Z, prova in config_adv.h: #define Z_MULTI_ENDSTOPS // Other Z axes have their own endstops #if ENABLED(Z_MULTI_ENDSTOPS) #define Z2_USE_ENDSTOP E1DET // Z2 endstop board plug. Don't forget to enable USE_*_PLUG. #define Z2_ENDSTOP_ADJUSTMENT 0 // Z2 offset relative to Y endstop #endif config.h: #define USE_ZMIN_PLUG E colleghi il secondo enstop sul connettore E1DET Altrimenti ne usi uno solo (ma ti perdi l'autoallineamento del piatto), connnesso al plug z enstop: config.h: #define USE_ZMIN_PLUG -
Sulla mia tra l'ingresso bowden sull'estrusore, al coperchio superiore ci sono circa 15centimetri, funziona senza problemi ma dovessi rifarla ne lascerei una ventina, piu' che altro per comodita' se devo sfilare il bowden senza togliere il coperchio. Poi si un lato ho una feritoia alta 1cm, dove scorrono bowden e cavi. Nessun problema a tenere la temperatura all'interno e ci stampo tranquillamente sia ABS che PETG.
-
Creazione Firmware per Anycubic mega x +Btt SKR v1.4
Devil3D ha risposto a madein3d_it nella discussione Software di slicing, firmware e GCode
L'alimentazione sul connettore di uscita... ti e' andata bene! P.S. Ricordati di montare i dissipatori sui drivers dei motori. -
Creazione Firmware per Anycubic mega x +Btt SKR v1.4
Devil3D ha risposto a madein3d_it nella discussione Software di slicing, firmware e GCode
Si esatto. -
Creazione Firmware per Anycubic mega x +Btt SKR v1.4
Devil3D ha risposto a madein3d_it nella discussione Software di slicing, firmware e GCode
Si l'uscita e' HB. -
Creazione Firmware per Anycubic mega x +Btt SKR v1.4
Devil3D ha risposto a madein3d_it nella discussione Software di slicing, firmware e GCode
Si e' un mosfet. il cavo sulla destra, quello piccolo, lo colleghi all'uscita hotbed della SKR. Attento a non invertire le polarita' + e -. Nel firmware non serve fare nulla, a parte impostare il corretto sensore temperatura e anche la linea pid_bed (e pid_hotend anche gia' che ci sei, basta che togli le due // davanti ). -
Creazione Firmware per Anycubic mega x +Btt SKR v1.4
Devil3D ha risposto a madein3d_it nella discussione Software di slicing, firmware e GCode
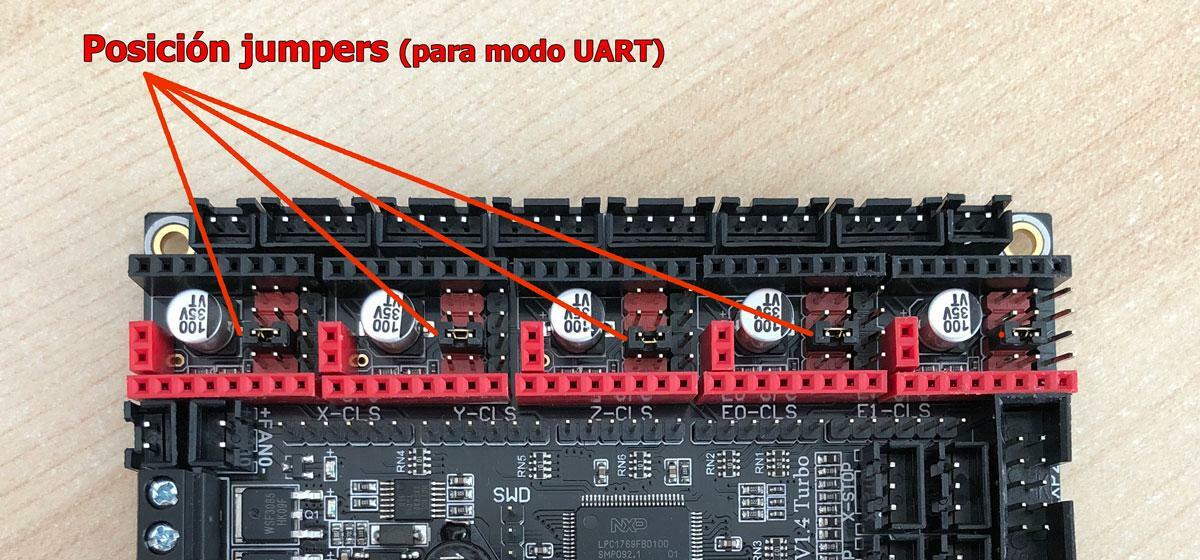
Ho guardato i miei drivers (btt TMC2209 V1.3 uart), e la resistenza/ponticello e' nella stessa posizione (quella della freccia rossa). -
Creazione Firmware per Anycubic mega x +Btt SKR v1.4
Devil3D ha risposto a madein3d_it nella discussione Software di slicing, firmware e GCode
Se dai il comando M119, cosa ti dice? Endstops chiusi o aperti? Magari gli assi non si muovono o vanno solo in un senso perche' vede gli endstop attivi e vanno invertiti da firmware. -
Creazione Firmware per Anycubic mega x +Btt SKR v1.4
Devil3D ha risposto a madein3d_it nella discussione Software di slicing, firmware e GCode
Ho montato da poco gli stessi drivers sulla stessa scheda, e non ho dovuto modificare/tagliare nessun piedino. Pero' in effetti sono andato di fantasia perche' in giro dicevano ti tagliare/piegare un pin se non si usa sensorless homing ecc. Eppure a me funziona senza aver toccato nulla. Appena finisco la stampa tra un paio d'ore sfilo un driver e faccio una foto ai jumper. Strano che stessa configurazione a me funziona e a lui no. -
Creazione Firmware per Anycubic mega x +Btt SKR v1.4
Devil3D ha risposto a madein3d_it nella discussione Software di slicing, firmware e GCode
Ti ho corretto un paio di cose: Configuration.h -
Creazione Firmware per Anycubic mega x +Btt SKR v1.4
Devil3D ha risposto a madein3d_it nella discussione Software di slicing, firmware e GCode
Facendo un confronto veloce con il mio, cambierei: //#define SERIAL_PORT_2 -1 //#define BAUDRATE_2 250000 // Enable to override BAUDRATE in #define SERIAL_PORT_2 0 #define BAUDRATE 115200 E anche: //#define PIDTEMPBED in #define PIDTEMPBED (non centra niente col tuo problema, ma cosi' puoi poi fare la calibrazione per il riscaldamento bed) P.S. Vedo che hai abilitato: #define Z2_DRIVER_TYPE TMC2209 Controlli i due motori dell'asse Z con due drivers separati? (collegati a Z, ed E1) oppure entrambi sui due spinotti uno accanto all'altro dell'asse z? Se usi un solo driver per l'asse Z, disabilita' questa linea. -
Creazione Firmware per Anycubic mega x +Btt SKR v1.4
Devil3D ha risposto a madein3d_it nella discussione Software di slicing, firmware e GCode
SKR 1.4? Ho appena lanciato una stampa, sennop' ti avrei fatto una foto della mia scheda, comunque prova a vedere qua:
-
Creazione Firmware per Anycubic mega x +Btt SKR v1.4
Devil3D ha risposto a madein3d_it nella discussione Software di slicing, firmware e GCode
Per la configurazione guarda qua: https://marlinfw.org/docs/configuration/configuration.html Come ti hanno gia' suggerito, compila ogni volta che fai una modofica, cosi' e' piu' facile capire dove c'e' qualcosa che non va se fallisce. Io quando compilo un firmware, per comodita' creo anche un file di testo sul desktop, dove faccio copia e incolla di tutti i parametri che ho modificato, e ci scrivo due appunti su perche' e cosa sono andato a modificare. -
Pulizia heatbreak bimetal
Devil3D ha risposto a Devil3D nella discussione Problemi generici o di qualità di stampa
Perfetto, grazie. Domani provo, in effetti mai fatto questo test (modificato la retrazione a occhio finche non mi e' sembrata ok man mano che stampavo). 2mm a 45mm/s in bowden, giusto? cosi' tanto per farmi un idea. (sto stampando questo, non so se mai lo finiro' ma almeno ci provo. E' piu' che altro una sfida tra me e la stampante). -
Pulizia heatbreak bimetal
Devil3D ha risposto a Devil3D nella discussione Problemi generici o di qualità di stampa
Alla fine sono andato di misure drastiche. Accanto alla fiamma del fornello della cucina. Non proprio delicato ma ha funzionato, poi pulito con un pezzo di filo in metallo/acciaio cercando di non rigarlo all'interno. Per ora sembra andare, anche se rimane il dubbio di cosa sia stato a causare l'intasamento (penserei a ritrazioni eccessive, ma e' lo stesso profilo che ha sempre funzionato, 2.4mm a 35mm/s, e dove si e' bloccato non mi sembra ci siano retrazioni esagerate o una vicina all'altra). Sto iniziando un progettino ricco di stampe da 10 a 30 ore l'una... Se non capisco la causa e ricapita durante una stampa un po piu' lunga voleranno parecchi santi 🤣 -
Pulizia heatbreak bimetal
Devil3D ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao a tutti. Ho l'heatbreak bimetal intasato da un pezzo di PETG. Ha sempre funzionato bene, ieri lancio una stampa abbastanza semplice (una specie di cono rovesciato, niente retrazioni o velocita' di stampa elevate) e stamattina sorpresa... dopo i primi 10 layer, stampava nel vuoto senza estrudere. Ugello ok e pulito, la parte superiore ok e pulita, ma la parte inferiore in titanio e' intasata all'interno. Un po lo ho pulito riscandadolo, ma rimangono ancora residui di PETG e il filamento non passa. Lo butto e ordino un'altro? O si puo' pulire in qualche modo? -
Consigli per cominciare a stampare ABS
Devil3D ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Quando avevo hotbed a 12V, e piatto in vetro, ci metteva 20 minuti solo a raggiungere i 90 gradi al sensore, e prima che il vetro avesse la stessa temperatura, molto ma molto di piu'. Ora con PEI e piatto a 24V, va in temperatura in 7 minuti, poi c'e' ancora il tempo di fare bed leveling, spurgo ecc, ma dopo 10 minuti ci sono gia' piu' di 40 gradi (stampante chiusa con dibond e plexi da 4mm). Col vetro hai ragione, avevo notato anche io che se non aspettavo abbastanza per stabilizzare le temperature, mi dava problemi anche con altri materiali piu' facili. Cominque devo dire che L'ABS mi piace. A parte il problema col colore (ABS sunlu, pensavo fosse buono), pareti belle lisce, niente warping, adesione tra strati perfetta e anche alla vista non sembra male. E' stata una delle poche volte che non combino casini 🤣 -
Consigli per cominciare a stampare ABS
Devil3D ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Mentre cercavo info per la mia prima stampa in ABS, mi e' saltata fuori questa vecchia discussione. Copiato le tue impostazioni nello slicer e sembrano funzionare alla grande (con camera chiusa e piatto PEI ruvido). Non capisco solo perche' il filamento e' rosso, ma quando lo stampo diventa un arancio/rosa molto schiarito.🤨 -
Come Configurare il display BTT Mini 12864 V1.0 su una vecchia Creality V2.2 8bit
Devil3D ha risposto a dnasini nella discussione Hardware e componenti
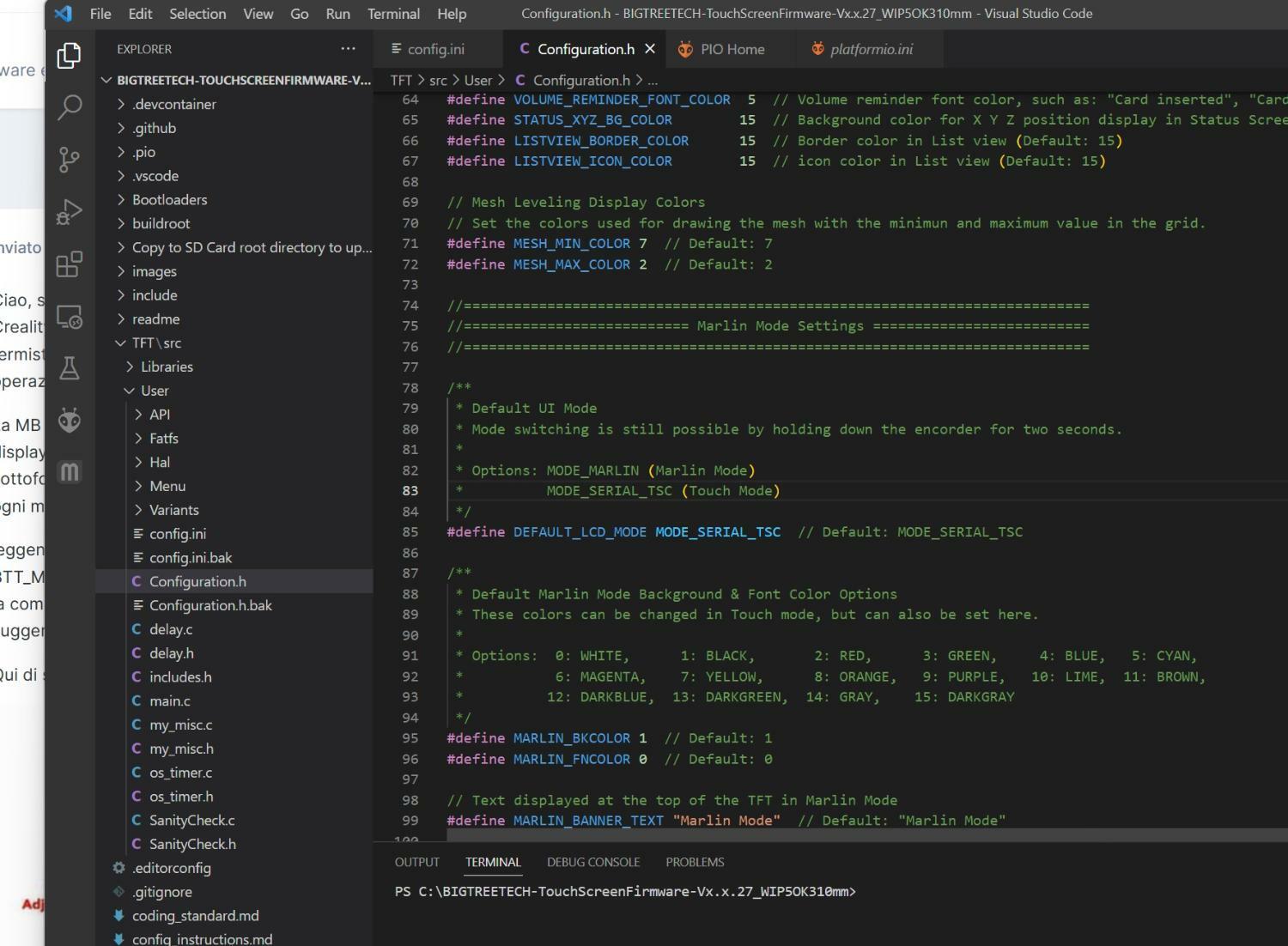
Ho provato a fare uno screen, tanto il firmware mi sembra sia lo stesso per tutte le versioni.
-
Come Configurare il display BTT Mini 12864 V1.0 su una vecchia Creality V2.2 8bit
Devil3D ha risposto a dnasini nella discussione Hardware e componenti
Nel firmware del display, dovresti impostare #define DEFAULT_LCD_MODE al posto di #define DEFAULT_LCD_MODE MODE_SERIAL_TSC Io lo uso in touch collegato in seriale, ma se ricordo bene, usando i connettori EXP va settato in marlin mode.