Devil3D
-
Numero contenuti
239 -
Iscritto
-
Ultima visita
-
Giorni Vinti
8
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Devil3D
-
Ottimo! Non pensavo vendessero kit gia' col sistema dei doppi pannelli. Montata la fridge door anche io con quel sistema, che in ferramenta avevano solo i pannelli da 2mm di spessore. 😅 Ma in teoria si dovrebbe pure isolare meglio. Display pure io stessa cosa, ma non mi da problemi. Ci sarebbero le skirt e supporto schermo modificate, ma va piu' che bene cosi', non mi ha mai dato problemi. Provato a vedere le temperature in camera di quanto cambiano? Dovrebbe anche far meno odore quando stampi.
-
Si infatti, ok che e' solo un pannello, ma almeno per i miei gusti dispiacerebbe bucarlo. Si printables o sul discord non c'e' niente di piu' salvaspazio dietro? Se tanto hai preso la fridge door, ci metti due secondi a toglierla per stampare pla, comoda anche per quello. Senno' c'e la clip che la tiene aperta pochi cm. https://www.printables.com/model/1308903-voron-clicky-clack-door-wedge Le ventole sotto il bed sulla mia han fatto una bella differenza. Ho messo 4 blower fan che dal davanti spingo l'aria sotto il bed ed esce verso il dietro, la trident e' diversa ma il principio non cambia, funzionano!
-
Intendi forare il pannello trasparente? Senno' c'e' il portaventola per l'estrazione da mettere dietro, dove c'e' gia' il foro per passare il bowden del filamento. Non ricordo se e' sul github voron o su printables.
-
Ottimo acquisto! Vedrai che appena la monti ti da subito l'idea di quallcosa di solido, rispetto ai due pannelli originali. E isola tanto meglio. Per il filamento, in che senso te lo deforma? La mia visto che ora l'estrusore funziona bene non la tocco, e il runout lo uso principalmente come "emergenza" se finisco il filamento durante la stampa, ma quando capitera' di metterci mano avevo una mezza idea di montarci un filament cutter.
-
A spiegarlo a fondo e' lunga e non ne sarei in grado, ma per partire di base direi: _ Belt response per avere le 2 cinghie tirate abbastanza uguali _ Axis shaper calibration scegli lo shaper che preferisci con le frequenze ecc che ti da in alto a destra in base alle accel max che vuoi usare _ Vibrations profile per le velocita', la massima qualita' la ottieni mettendo nello slicer le velocita' dove c'e' la striscia verde, ovvero vibrazioni minori Dal grafico vedi anche se hai qualcosa che non va, l'ottimo sarebbe avere un solo picco, ma li inizia il divertimento a capire cos'e' che fa risonanze strane e ci esci pazzo, e spesso non e' nemmeno il caso se non si tratta solo di una vite allentata, cavi fissati male ecc. Tipo sulla mia erano i pannelli, ma vallo a capire! Scoperto per caso quando ho messo l'isolamento. Per le atre funzioni piu' specifiche o spiegate meglio auguri a leggere e guardarti video 😅
-
Autotune mai usato non saprei, shaketune si e lo trovo utilissimo. Ci ho messo un po ad imparare ad usarlo ma capito come funziona fa una bella differenza. Piatto da 250 allora si, ricordavo male io pensando fosse 300.
-
A me 7 minuti di heatsoak (lo standard della config base voron mi sembra) non bastavano, un piatto cosi' spesso quando il sensore sotto segna una temperatura, mi sa che sopra dal piatto e' ancora freddo. Si ho fatto laterali, dietro e il coperchio sopra. Prendendo il nastro e l'isolante su aliexp (la schiuma adesiva da 10mm con il foglio di alluminio) e' roba da 10/15 euro, piu' lo stamparsi le clip piu' spesse. Tra quello e fridge door con il pannello doppio ha fatto una gran diffenza sia come temperature che rumore (e' gia' un lavoro piu' impegnativo, l'ho fatta perche' avevo degli estrusi di avanzo), pero' una 350 e' anche grandicellla da scaldare, forse con la tua che e' 300 e' un po piu' facile.
-
Quanto tempo aspetti di "heatsoak"? (o com'e' che come si dice in italiano ) Sullla mia se stampo col piatto a 110 devo aspettare sui 15 minuti sia per la temperatura in camera che per l'espansione termica del piatto, o mi si incasina nel gantry leveling, mesh ecc. A parte il piatto anche gli estrusi del gantry scaldandosi si deformano parecchio. E faccio Z home come prima cosa nello start print, poi dinuovo prima della mesh. P.S: Se stampi spesso ABS o simili metti l'isolante quello cinese/amazon all'interno dei pannelli, cosi' facendo sono arrivato a 75 gradi in camera sulla 350 e ciao ciao warping.
-
Si puoi usare quello che vuoi, come un'endstop. Poi su printer.cfg imposti il pin [filament_switch_sensor RunoutSensor] pause_on_runout: False runout_gcode: PAUSE insert_gcode: LOAD_FILAMENT RESUME switch_pin: EBBCan: PA13 (o quello che usi te) E poi auguri a farti le macro 😅
-
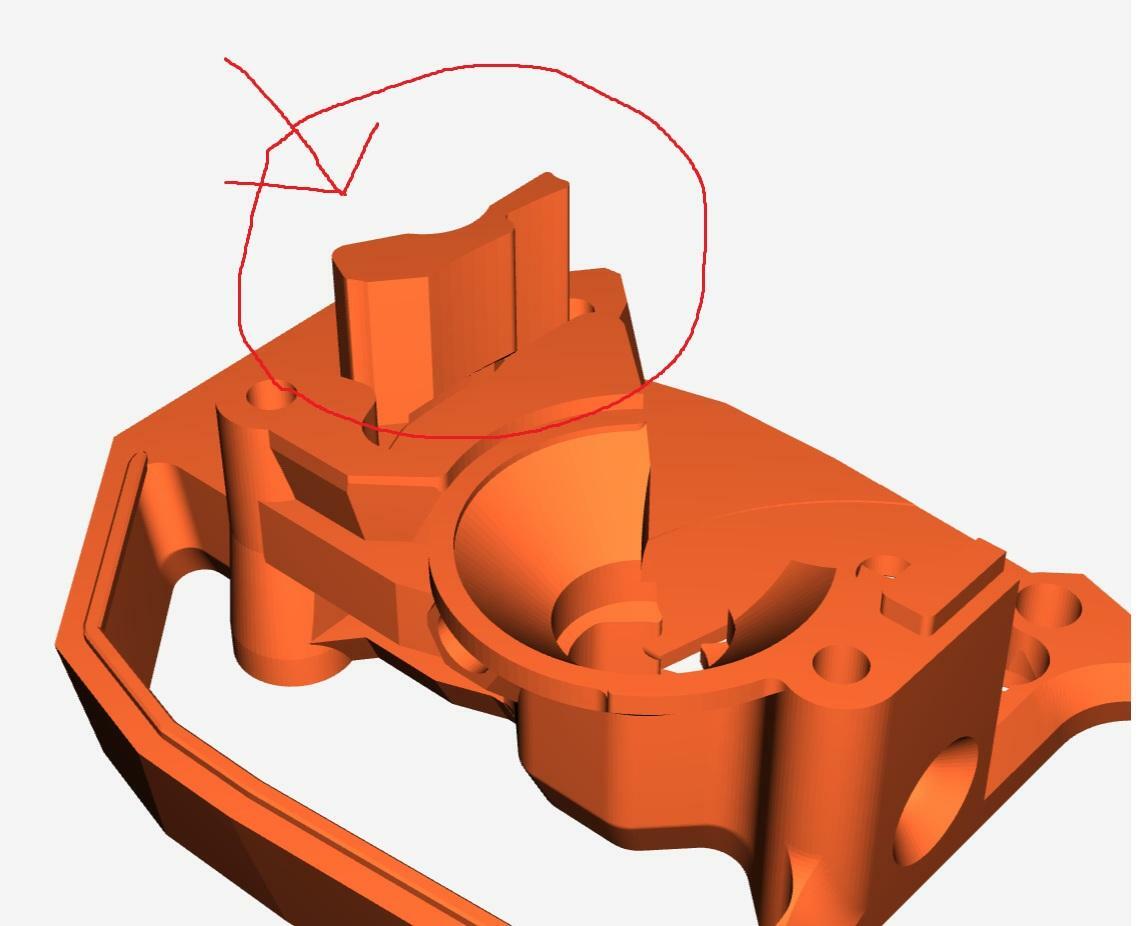
Si esatto, intendevo proprio quello. Sei decisamente piu' esperto di me, ma in caso lo dico che non si sa mai. Occhio a stampare la versione giusta! Io ci ero uscito pazzo. La linguetta in alto a destra, c'e' in due versioni, quellla "vecchia" piu' alta, e quella aggiornata piu' sottile.

-
E' divertente anche questo! Ora la mia e' un po che funziona senza modificare piu' niente, ma ho fatto parecchi esperimenti all'inizio (aspetto solo piu' che mi arrivino i pannelli isolanti per arrivare a 75c fissi nella camera). Se vuoi che ti metto qualche idea in testa... per la mia esperienza direi: _umbilical al posto delle guide per i cavi (migliori input shaping/accellerazioni) _vai di sensorless homing, meno cablaggi, switch ecc in giro _se fai come me che tiri troppo la tensione, dopo un po facile che ti si crepano i tensionatori delle cinghie, stampati i BFI. _installa shaketune, ha parecchi grafici interessanti per le velocita' e input shaping. _se usi la funzione pausa o cambio filamento durante la stampa, il nozzle scrub mettilo attaccato al gantry e non al piatto (quello di boxturtle e' fatto piuttosto bene) Filament sensor io lo ho messo all'interno dell'estrusore, ho un A4T ma dovrebbero esserci mod anche per lo stealthburner. All'inizio ho faticato parecchio a far andare tutto, ora che e' un po di tempo che tutto funziona bene sono soddisfattissimo. Sicuro che anche la trident sara' una bella bestiolina.
-
Dopo secoli che non entro piu' nel forum, mi riconnetto per dare un occhiata e cosa vedo? Una voron in costruzione! Vedrai che ti dara' un mare di soddisfazioni, attento solo a non farti prendere dalla malattia degli upgrades, c'e' un mare di roba interessante ma se inizi non smetti piu'. La mia 2.4 ormai non ha pu' niente di standard 🤣
-
Ti ringrazio, sei stato chiarissimo. Il revo originale lo escludo appunto per il discorso prezzi. Non discuto della qualita' pero' bisogna sempre farsi due conti. Quelli cinesi invece penso di aver capito perche' mi succede sta cosa. Con la stampante vecchia tutto ok, perche' usavo il bl-touch. Ora invece ho il cnc-tap che e' veloce e preciso e comodo (non c'e' piu' da fare lo zoffset al cambio ugello). Pero' mi sa che da delle belle botte al nozzle, e probabilmente quelli inox hanno un accoppiamento piu' debole e dopo due o tre utilizzi ad alta temperatura si smontano. Lo si capisce che le tolleranze durante il gantry level aumentano, zoffset si sballa, trafila filamento finche poi si smonta e distrugge il pei. Il rapido e' abbastanza tosto per il cnc/voron tap? Avrei trovato questo link , che mi viene a costare pure meno che comprare un altro riscaldatore revo china con due o tre nozzle di ricambio (e che poi darebbero lo stesso problema). Edit: alla fine ordinato il rapido 2 hf plus (quello con il pt1000 dato per 350gradi). Da sito europeo stavolta, ormai non sono le 100 euro che fan la differenza e resta un acquisto andando sul sicuro.
-
Si il revo mi piaceva perche' in pochi secondi cambi il nozle senza attrezzi. Pero' il fatto che il riscaldatore da 40W con il nozzle in acciaio fatica a tener la temperatura se alzo la ventola, e ora sta faccenda dei nozzle che si smontano dasoli... Ok sono cinesi economici, ma che ca... averci rimesso pure un pei da 350mm girano le scatole. Revo originali ho dato un occhiata veloce, vanno dalle 30 alle 70 l'uno piu' o meno. Il rapido hf dovrebbe montare i nozzle tipo il V6 giusto? Dimmi te che ne pensi, puo' essere una valida alternativa? (stampo principalmente asa/abs/nylon caricati e non, e a volte tpu. PLA/PETG poco o niente).
-
Ciao a tutti. La voron funziona alla grande, e il revo se non esagero con velocita' e ventole, con l'ugello in ottone non da problemi. Ma se uso il nozzle metallico per i filamenti caricati inziano i problemi. Insomma a farla breve, 4 nozzle (cinesi) in acciaio indurito o qualunque metallo sia, dopo un paio di stampe vanno a farsi benedire. Il "tubicino" in titanio si stacca dalla parte finale a contatto con il riscaldatore. No non li stringo tropo, li giro a mano con le dita senza esagerare. Sono al quinto nozzle che mi fa sto scherzo, e ci ho rimesso pure un riscaldatore e un piatto pei (inizia a sfilarsi, poi durante il primo layer scende ancora un po e sgratt sgratt sul pei...). Gli ugelli revo originali costano una fucilata, se invece prendessi un rapido hf? Qualcuno di voi lo usa?
-
risoluzione schermo BTT HDMI5 V1.2
Devil3D ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
Ormai hai risolto, cosi' tanto per sfizio ti incollo le due linee del mio armbianEnv.txt, ho lo stesso display su cb1/manta: disp_mode=800x480p60 e poi piu' in basso: ## Specify HDMI output resolution (eg. extraargs=video=HDMI-A-1:800x480-24@60) extraargs=video=HDMI-A-1:800x480-24@60 -
Hotend in acciaio e temperatura.
Devil3D ha risposto a Devil3D nella discussione Problemi generici o di qualità di stampa
Sistema simile a quello che uso sul revo, con la "punta" in materiale diverso dalla parte a contatto col riscaldatore. Questo che usavo in passato e non mi dava grossi problemi dopo un pid (ugello acciaio indurito, il resto penso in rame rivestito): LINK E questo che invece mi da i problemi in oggetto (ugello acciaio indurito, il resto a contatto col riscaldatore in "titanio" e acciaio indurito... se vabbe' sara' lega di acciaio economico se va bene): LINK -
Hotend in acciaio e temperatura.
Devil3D ha risposto a Devil3D nella discussione Problemi generici o di qualità di stampa
Ahh ecco! Stainless steel: 17 Hardened steel (blackened): 22 Di solito usavo quelli neri, dopo un brutto incidente tra nozzle e piatto ne ho messo uno inox che ha condicibilita' termica ancora piu' bassa. Non tanta diferenza, ma magari basta quel poco che il riscaldatore non ce la fa piu' se le ventole girano piu' forte. -
Hotend in acciaio e temperatura.
Devil3D ha risposto a Devil3D nella discussione Problemi generici o di qualità di stampa
Si ha il riscaldatore ceramico 24v/40W. 60W li trovo solo V6 filettati, e non mi va di perdere la comodita' del revo. Cavi sono aposto, ho il canbus quindi cavetto originale dalla scheda al riscaldatore lungo 15cm. Condotti ventola penso siano piu' che colllaudati, lo stealthburner lo usa parecchia gente, altra roba strana o sbagliata non la vedo. Sceso con la ventola su bridging e overhang al 30% e ora riesco a stampare (il resto della stampa sta spenta). Gia' a 40% mi butta giu' la temperatura e rischio. Orca usa la stessa ventola sia per bridging che il layer sopra l'infill quindi... 4 tentativi di stampa buttati via. Temperatura per l'asa-cf eryone l'unica che va bene e' 270, piu' bassa viene uno schifo. Se dici che e' normale allora ok, tanto lo 0.6 in acciaio lo uso solo per i caricati e grossi problemi col bridging/overhang non ne danno, e gia' 120mm/s mi sembra una velocita' piu' che buona visto il tipo di filamento, posso pure rallentare sulle stampe piu' piccole. Grazie. -
Hotend in acciaio e temperatura.
Devil3D ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ragazzi, problemone da un milione di dollari. Con l'hot end in rame/ottone, tutto bene. Oggi ho montato l'hot end in acciaio per stampare filamenti caricati, fatto il pid a 270 gradi, ecc ecc. Se setto la ventola oltre il 30%, non mi tiene la temperatura. Piano piano inizia a scendere finche klipper giustamente blocca la stampa e da errore. Come cavolo e' possibile? Revo 24V con ugello acciaio indurito da 0.6, ventola sullo stealthburner di quelle cinesi abbastanza scarse pure. Con l'ottone invece, anche al 100x100 di ventola no problem (ok a temperature piu' basse, con l'ottone per ora stampato solo petg). -
Bel lavoro! E ancora piu' bello se lo vuoi rendere opensource. Tienici aggiornati su come procede che sono curioso. I supporti piatto ecc sono in metallo fresato? Si, dal lato pratico non cambia assolutamente nulla ovviamente, ma come estetica/colpo d'occhio la prima cosa che mi han fatto venire in mente queli esagoni e' stata "voron". Ok sara' che ho appena finito di costruire una, ma magari se renderai il progetto opensource, prova a cambiare gli esagoni con quelcos'altro, tanto per renderla piu' unica.
-
Cosi' tanto anche per ringraziarvi del supporto, torno con una bella notizia. Sto facendo la prima stampa di calibrazione con la voron! Ancora un po di lavoretti da fare (alimentatore "temporaneo" mentre aspetto il suo, filtro aria, cavi per lo schemo ecc), ma la sostanza c'e'. Il piatto in piano da 8mm, il cnc tap e il travel a 300mm/s 4000di accellerazione direi che non sono male. Insomma sono contento! P.S. Chiedo qua tanto per non aprire mille discussioni. Il TPU su cosa lo stampate? Ho letto che sul pei meglio evitare. Ora ho messo del nastro di carta ma non mi piace tanto come soluzione.
-
Funziona alla grande! Appena finito una stampa in nylon con 4 perimetri, 4 top e 4 bottom layer, infill al 40%. Quindi insomma, mi aspettavo che si staccasse o facesse parecchio warping. Invece perfetta, a piatto freddo provando a staccare i pezzi dal pei, erano ancora ben incollati. Rimane una patina lucida sul pezzo, ma va bene cosi', almeno ho stampato senza problemi. Utilizzato miscela con: 35% alcool, 35% acqua, 20% colla liquida per bambini (la stessa dei tubetti ma liquida/gelatinosa e trasparente). Applicata con un vecchio sprizzono dei profumi.
-
Aiuto, spiegazione.
Devil3D ha risposto a krios nella discussione Problemi generici o di qualità di stampa
Visto ora che dovrebbe esere quasi uguale, nel menu' in alto c'e' l'opzione (il quadrato con la linea tratteggiata a meta'). -
Aiuto, spiegazione.
Devil3D ha risposto a krios nella discussione Problemi generici o di qualità di stampa
Ho stampato diverse statue, l'unico modo per avere una buona finitura e' sempre stato quello di evitare di usare supporti, o usarli il meno possibile. Tagli la testa, le braccia ecc in modo da poter stampare ogni pezzo con l'orientamento migliore, poi incolli le varie parti. Per farti un idea questa la ho stampata senza supporti, vedi come sono separate le varie parti. https://www.thingiverse.com/thing:196037 Se usi orcaslicer ti fa il taglio degli oggetti in automatico, e ci puoi mettere anche i pin per aiutarti nel rimontarla. Senno' fusion o simili, ma a importare e modificare un stl del genere diventa pesantuccio.