eaman
-
Numero contenuti
6.691 -
Iscritto
-
Ultima visita
-
Giorni Vinti
595
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di eaman
-
Che io sappia il firmware per le Kobra e' un disastro, Anicubic non le aggiorna e non rilascia i sorgenti e le schede sono una porcata con 128mb di ram (per klipper) con OpenWRT. Diciamo che se ti interessa avere un firmware "pulito" sono meglio le Elegoo in quella fascia di prezzo per bedslinger. Materiali stampi quelli che vuoi, io pero' penserei di passare ad Orcaslicer. Piuttosto dato che non sei di primo pelo la Elegoo vende le stampanti refurbished e variamente scassate: se vuoi risparmiare la N4 Max l'ho vista a 150e una volta (io ne ho comprata una in pari condizioni).
-
Be' se il cambia filamento non e' fondamentale adesso la Q1 Pro e' in offerta a 360e, e' un po' piu' piccola della P1S ma ha la camera riscaldata, dovrebbe anche quella stampare senza modifiche. Comunque se aggiorni il firmware alla LK4 a 200-300mm/s potresti arrivarci, con 35e una scheda per klipper + accelerometro la compri se non vuoi piu' smadonnare con Marlin. BTW: difficilmente le stampanti stampano a 600mm/s, quella e' la velocita' di travel, ci sono 2-3 materiali in croce che si stampano sui 300mm/s a prescindere da quanto tu possa spendere per la stampante 😉 . Se te devi stampare del TPU o devi fare delle stampe "solide" stampi poi piano anche con la X1.
-

Elden Ring Ranni the witch: figura larga in FDM con supporti da pazzi.
eaman ha risposto a eaman nella discussione Le tue stampe - Album fotografico dei migliori modelli 3D
E poi conta che sono due stampe: il busto e il cappello. Yup conviene avere piu' stampanti 🙂 -
Be' gli overhangs e' gia' tanto se li fai a 30mm/s 😛
-
Step\mn nello start g-code
eaman ha risposto a maldiluna nella discussione Software di slicing, firmware e GCode
https://marlinfw.org/docs/gcode/M092.html -
Comando per impostare distanza massima dopo primo avvio verso il piatto
eaman ha risposto a Manitux nella discussione Software di slicing, firmware e GCode
Bho c'e' questo coso qua: https://www.partsbuilt.com/glass-build-plate-for-genius-pro-artillery/ Magari hanno un pad in silicone direttamente attaccato al vetro? Dho. -
Comando per impostare distanza massima dopo primo avvio verso il piatto
eaman ha risposto a Manitux nella discussione Software di slicing, firmware e GCode
Grazie del video ma non e' mica chiaro cosa sia quella roba, cioe' tu veramente hai uno strato in vetro sotto al PEI? Allora vedo che la tua stampante ha la sonda per il bed levelling: https://3dprintbeginner.com/artillery-genius-auto-bed-leveling-stock-sensor/ e non ha proprio l'end stop per Z, quindi non puoi spostare questo, devi regolare quella che sarebbe propriamente la z-probe-offset, per capirci la distanza che sta tra la probe e il nozzle, non proprio lo z-offset. Ma dovresti ottenere un risultato simile anche con lo z-offset. Comunque e' roba strana, piatto in vetro + sonda a induzione, strato in PEI incollato sul vetro... Vedo che altri hanno messo uno strato in PEI adesivo direttamente sul piatto della Genius: Te invece hai messo lo strato magnetico + il PEI in metallo su quello che c'era se ho ben capito. Eh e' un bel po' di peso da muovere avanti e indietro, gia' il magnetico dovrebbe essere 2 etti... -
Minchia 20k e' tanto, anche 5k-10k non era mica poco per una bed slinger. E' un peccato che non si riesca a fare una lettura con SHAPER-CALIBRATE o un giro con la macro per la max-speed. Nel frattempo dopo un mese e aver rotto le scatole ovunque sono finalmente riuscito ad avere i dati della QIDI x-smart 3, quella piccola: https://store.piffa.net/3dprint/pics/is/x_smart_3/ che sembra che vada piuttosto bene, dovrebbe riuscire a fare i perimetri esterni a 10k. A questo punto dato che e' in offerta a 236e e c'e' pure su amazon con piu' di 2 mesi per la restituzione ne ho presa una oggi, magari la A1 per natale 😛 Il test per gli overhangs e' questo se vuoi provare: https://www.printables.com/model/342481-overhang-test-regular lol Se vuoi c'e' questo video per guardare dentro alla Mini, sembra fatta bene:
-
Comando per impostare distanza massima dopo primo avvio verso il piatto
eaman ha risposto a Manitux nella discussione Software di slicing, firmware e GCode
L'aderenza te la da il PEI, il foglio adesivo va' messo direttamente sul metallo. -
Comando per impostare distanza massima dopo primo avvio verso il piatto
eaman ha risposto a Manitux nella discussione Software di slicing, firmware e GCode
Be' se il piatto e' piu' alto dovrai spostare l'end stop di Z in alto, con un cacciavite per intenderci. Che poi non capisco come fa ad essere piu' alto ora col PEI: prima cosa avevi? Non avrai mica messo il PEI sul vetro... Poi per capirci: tu parli di nozzle / hot end, non di estrusore immagino: l'estrusore e' il motore che spinge il filamento. --------- Il codize e' lo z-offset, che puoi settare anche nella stampante da apposito comando, ma prima sposta l'end stop di z. -
Comando per impostare distanza massima dopo primo avvio verso il piatto
eaman ha risposto a Manitux nella discussione Software di slicing, firmware e GCode
Quello e' il codice esegue per la purge line, e' questo quello che tu intendi per "pulisce l'ugello sul piatto"? Cioe' tu fai solo quelle due linee oppure hai una sorta di spazzola per pulire il nozzle? -
Comando per impostare distanza massima dopo primo avvio verso il piatto
eaman ha risposto a Manitux nella discussione Software di slicing, firmware e GCode
Devi guardare nello slicer dove c'e' lo START GCODE, se invece fosse nel firmware e' un bel casino... -
Be' il problema e' che se il diametro del filamento di varia di +_0.2mm se gia' a gambe all'aria, per PLA e PETG che adesso si comprano a 8e al KG mi viene difficile che sia conveniente, pigli 25kg di filamento buono con il prezzo di quelli che sono pure economici.
-
Comando per impostare distanza massima dopo primo avvio verso il piatto
eaman ha risposto a Manitux nella discussione Software di slicing, firmware e GCode
C'e' una macro nello slicer per quella pulizia? -
@Tomto Quindi alla fine che range di accel ha la A1 Mini? Fa 5k -10k in modalita' normale? Poi se la metti in sport / ludricous che combina? Aumenta solo il feedrate / velocita' o aumentano anche le accelerazioni? Avevo visto delle benchy fatte in 13minuti: quella e' roba da 12-20k di accel in genere. Stupefacente che riesca a raffreddarle con una sola ventola pero' con gli overhangs come se la cava? tipo:

-
Aquilax3max minie3v3
eaman ha risposto a apprendista nella discussione Software di slicing, firmware e GCode
C'e' un'altra opzione: https://www.amazon.it/TP-Link-TL-PA4010-Powerline-Ethernet-HomePlug Decidi tu quanto tempo perdere con il wifi. -
Aquilax3max minie3v3
eaman ha risposto a apprendista nella discussione Software di slicing, firmware e GCode
Usa il cavo: https://it.aliexpress.com/item/1005006834329050.html -
Aquilax3max minie3v3
eaman ha risposto a apprendista nella discussione Software di slicing, firmware e GCode
Lancialo come app in una finestra e non come proprietario dell'intera sessione grafica. -
no, cambia poco ma non e' questione di velocita'. Se vuoi stampare materiali eng compra un Q1 pro, non una K1.
-
Avvio la stampa ......finisce dopo 41 ore !!!
eaman ha risposto a biandrea nella discussione Problemi generici o di qualità di stampa
Il limite generalmente e' il max flow rate dell'estrusore, tant'e' che la maggior parte delle stampanti vecchie non riesce neanche a spingere uno 0.4mm. Ergo: fai la stampa per vedere il tuo massimo flow rate poi puoi ragionare sul resto: https://www.obico.io/blog/orcaslicer-3d-printer-calibration/#max-volumetric-flowrate https://ellis3dp.com/Print-Tuning-Guide/articles/determining_max_volumetric_flow_rate.html#determining-maximum-volumetric-flow-rate -
La differenza e' che la mini ha il piatto piu' piccolo e le cinghie piu' corte, guida lineari su Z, quindi stampera' un filo piu' veloce e con meno artefatti, l'estrusore e' identico. Piuttosto cambia e di molto la temperatura del piatto, con la mini che arriva solo a 80c non ci stampi ABS, in compenso la A1 non ha il raffreddamento per la scheda quindi non potresti metterla al chiuso 😕
-
Aquilax3max minie3v3
eaman ha risposto a apprendista nella discussione Software di slicing, firmware e GCode
Se fosse HDMI sarebbe relativamente facile, con quello DSI devi seguire le istruzioni. Ma non ha mica senso, cosa fai girare un browser web per non installare klipperscreen? Pesa di piu' ed e' un casino... Avrai impostato male le dimensioni del letto o la posizione della sonda. -
Aquilax3max minie3v3
eaman ha risposto a apprendista nella discussione Software di slicing, firmware e GCode
He bisogna vedere che display e': se e' HDMI ci puoi far girare l'ambiente grafico e un browser, se e' un display stupido da stampanti no. -
Retraction: promemoria che potete anche ridurre a 0.3-0.5mm in direct drive
eaman ha pubblicato una discussione in Problemi generici o di qualità di stampa
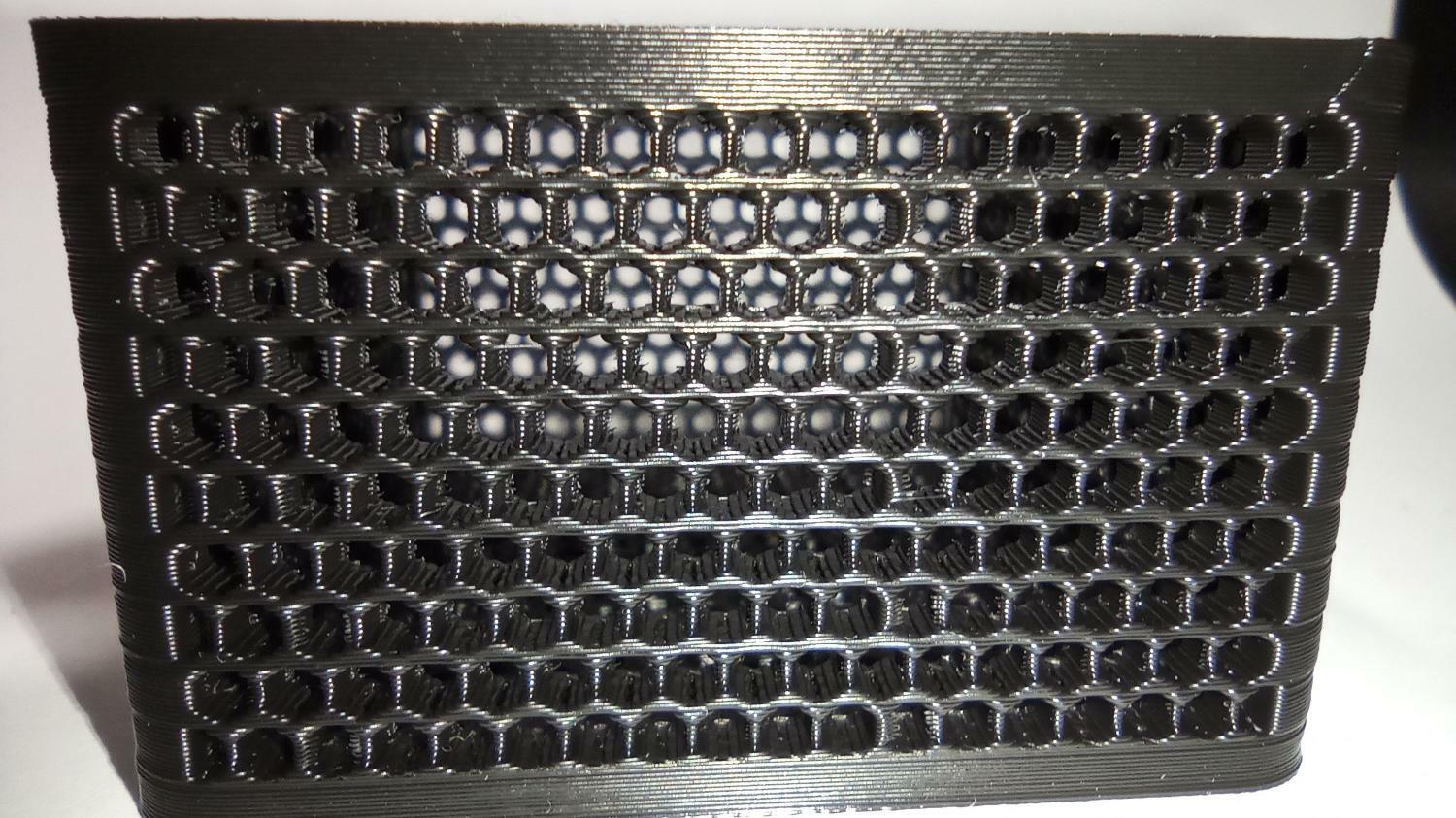
Potete anche ridurre la retraction length a 0.3-0.5mm in direct drive con stampanti che vanno un po' veloci, a tutto miglioramento della qualita' di estrusione e tempi di stampa. Questo https://www.printables.com/model/994913-honeycomb-basket?lang=it e' stato stampato in 1:12m con retraction a 0.45mm (perche' e' uno stress test, in genere quella stampante sta a 0.3mm) in PLA+2. Il trucco e' avere i travel speed alti (~400mm/s) e accelerazione 10k ma soprattutto per salti cosi' piccoli aumentare la corner velocity e possibilmente eliminare lo z-hop. Capita spesso che le stampanti moderne arrivino con retraction impostata a ~1mm per star sicuri, non serve cosi' tanta se il resto e' a posto.
-
- 3
-

-
Be' hai cambiato mezza stampante c'e' anche caso che tu abbia messo qualcosa a random nello slicer. Io non uso cura ma se carichi lo slice qualcun altro puo' darci una controllata, se vuoi che lo guardi io: Orca o prusa. Qualche impostazione nello slicer at layer height? Cooling at layer? Di meccanico puoi provare a cambiare la posizone della stampa sul piatto, magari a una certa altezza si piegano i cavi e non va' piu' la ventola.
- 36 risposte
-
- 2
-
-
- ender 3
- sottoestrusione
- (and 2 più)