eaman
-
Numero contenuti
6.691 -
Iscritto
-
Ultima visita
-
Giorni Vinti
595
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di eaman
-
La presenza del riscaldatore dipende dalla temperatura che raggiungi nella camera: se hai area di stampa piccola raggiunge 65c anche senza heater (con il piatto caldo). Se hai una camera da 300mm e passa per scaldarla ci vuole mezzo'ora senza un heater. Poi quanto e' isolata.
-

Non si accende la ventola
eaman ha risposto a Tanbruk nella discussione Software di slicing, firmware e GCode
Confronti i due firmware e guardi come identificano la ventola, chesso', FAN0 FAN1. Per Marlin puoi guardare https://marlinfw.org/docs/gcode/M106.html e magari provare con un altro indice. Se no prima prova con uno slicer diverso cosi' vendi che non ci sia qualche casino nella tua configurazione. -
Non si accende la ventola
eaman ha risposto a Tanbruk nella discussione Software di slicing, firmware e GCode
-
Il tuo filamento deve essere 1.75mm, se sballa di +_0.02 gia' si nota, di piu' comincia a non funzionare. Non e' solo che ti devi inventare un sistema per preparare il materiale ma poi ti devi costruire un altro sistema di estrusione tipo a vite per pellet perche' fare del filamento a diametro costante e' improponibile. Se ci metti che il PETG su aliexpress costa ~7e al kg spedito e quelle bottiglie che hai sono tra le poche cose che il tuo comune puo' riciclare con successo...
-
Qualità stampa asse z
eaman ha risposto a Gabriele Maseroli nella discussione Problemi generici o di qualità di stampa
Prova ad aumentare il numero di perimetri, almeno 3 o anche 4. Poi diminuire la sovrapposizione dell'infill. Probabilmente sei sovraestruso e si nota solo nelle parti piene: controlla e-step e fai un test del flow. Fallo stampare con ordine dei perimetri outer- inner. -
Ma secondo me se uno va su Subito.it o su Facebook market place nella propria zona ne trova di stampanti normali gia' settate a 50-100e. Se no ad aspettare / chiedere una Neptune refurbisahed parte da 70e spedita, io ne ho gia' prese 2.

-
Qualità stampa asse z
eaman ha risposto a Gabriele Maseroli nella discussione Problemi generici o di qualità di stampa
E' quello segnato in rosso il problema che tu percepisci come errore? C'e' uno scalino orizzontale lungo quella linea rossa?
-
Ma guarda che se fai il panino col cappone nel tostapane viene bene e a me piace tanto, e' uno dei miei panini preferiti e lo faccio da anni! 🙂
-
Repieter server connection
eaman ha risposto a MarcoS. nella discussione Problemi generici o di qualità di stampa
Qui siamo OT ma su reddit funziona che i sub ufficiali sono moderati da dipendenti delle aziende (e gia' e' notevolmente meglio perche' quelli non ufficiali sono invece moderati da chissachi' che ricevono freebies da dette aziende senza dirlo pubblicamente e ti bannano ancora diu piu' 😉 perche' manco ci fanno la figura di merda), quindi decidono loro. Quindi quando Bambu decide che la Prusa fa schifo, la Ender3 e' incapace di livellare il piatto -> se tu posti messaggi in disaccordo dopo un po' ti dicono che se tossico e ti bannano. A me mi hanno bannato a vita un paio di volte...- 26 risposte
-
- 2
-

-
- step/mm
- regolamentazionestampa3d
- (and 6 più)
-
Repieter server connection
eaman ha risposto a MarcoS. nella discussione Problemi generici o di qualità di stampa
Yup ci ho litigato su Reddit e mi girano ancora. Quando gli ho fatto notare piu' volte che devono per legge rilasciare i sorgenti e mi hanno inizialmente risposto con delle balle, poi quando i miei commenti sui loro post hanno preso piu' voti dei loro ufficiali mi hanno bannato 😕 e hanno tolto i thread.- 26 risposte
-
- 2
-
-

-
- step/mm
- regolamentazionestampa3d
- (and 6 più)
-
Non per rovinarti la sorpresa ma ti e' chiaro che il problema di ASA e ancora piu' di ABS non e' solo la temperatura del piatto, che poi e' la temperatura di glassificazione del materiale che mica la cambi con il piatto, quanto la adesione dei layer e lo shrinking. Che si certo ti causano anche warping e quindi ti si alzano gli angoli, ma il problema e' che ci vuole la stampante chiusa e la camera riscaldata altrimenti e' come cuocere il cappone di natale nel tostapane del mulino bianco: si cuoce pure ma tanto valeva farsi un tost col prosciutto cotto.
-
Repieter server connection
eaman ha risposto a MarcoS. nella discussione Problemi generici o di qualità di stampa
Io ho capito che gli escono 0.2mm di estrusione in piu' sull'estrusione: nel caso quello e' un problema di e-step, non si corregge con lo shriniking. Anycubic non ha MAI rilasciato i sorgenti ne' di Gnu/Linux che di Klipper che usa sulle sue macchine, entrambi software licenziati GPL. Sono dei pirati e dei criminali. E non e' la prima volta che glielo dico pubblicamente. -
Qualità stampa asse z
eaman ha risposto a Gabriele Maseroli nella discussione Problemi generici o di qualità di stampa
Aiutaci a capire: " una specie di errore" e' intelleggibile. Hai una bugna orizzontale lungo il perimetro? Magari fai un segno sulla foto per sottolinearlo. Col dito senti una linea parallela a XY o una linea verticale? Se e' orizzontale e' magari una sovraestrusione sul perimetro esterno dovuta al trasbordo del solid infill: sei sovraestruso e non si nota nei layer non pieni. Se e' una linea verticale magari e' un problema di seam o di retrazione o di pressure advance. -
X-max 3 problemi superfici orientate verso il retro stampante
eaman ha risposto a Cubo nella discussione Problemi generici o di qualità di stampa
Allora e' meccanico o termico. Ma non e' che hai stampato il PLA con la stampante chiusa? Ci vuole la ventola di cambio aria, porta aperta e top aperto. Hmm ma a che velocita' stampi? Le ventole di raffreddamento funzionano bene? -
Repieter server connection
eaman ha risposto a MarcoS. nella discussione Problemi generici o di qualità di stampa
Esattamente: bisogna guardarci prima di comprare quelle stampanti. Anycubic.- 26 risposte
-
- 1
-
-
- step/mm
- regolamentazionestampa3d
- (and 6 più)
-
Repieter server connection
eaman ha risposto a MarcoS. nella discussione Problemi generici o di qualità di stampa
Io te lo dico: sono anni che se ne fregano della Pro, non hanno mai rilasciato il firmware ne fanno piu' aggiornamenti... -
Piu' che altro la colla servirebbe come agente separatore per i materiali che hanno troppa aderenza. Ma in questo thread @Killrob il problema e' che il parent ha lo z-offset piu' alto di mezzo millimetro, li' gli ci vorrebbe l'epossidica 😉 (DO NOT usare epossidica come colla per il piatto!)
-
Per un computer? Se ti serve potenza prendi un desktop, se proprio devi fare l'ambulante cerca un Thinkpad usato con un Ryzen su Ebay.
-
Colla per PETG su metallo?
eaman ha risposto a eaman nella discussione Problemi generici o di qualità di stampa
-
Colla per PETG su metallo?
eaman ha risposto a eaman nella discussione Problemi generici o di qualità di stampa
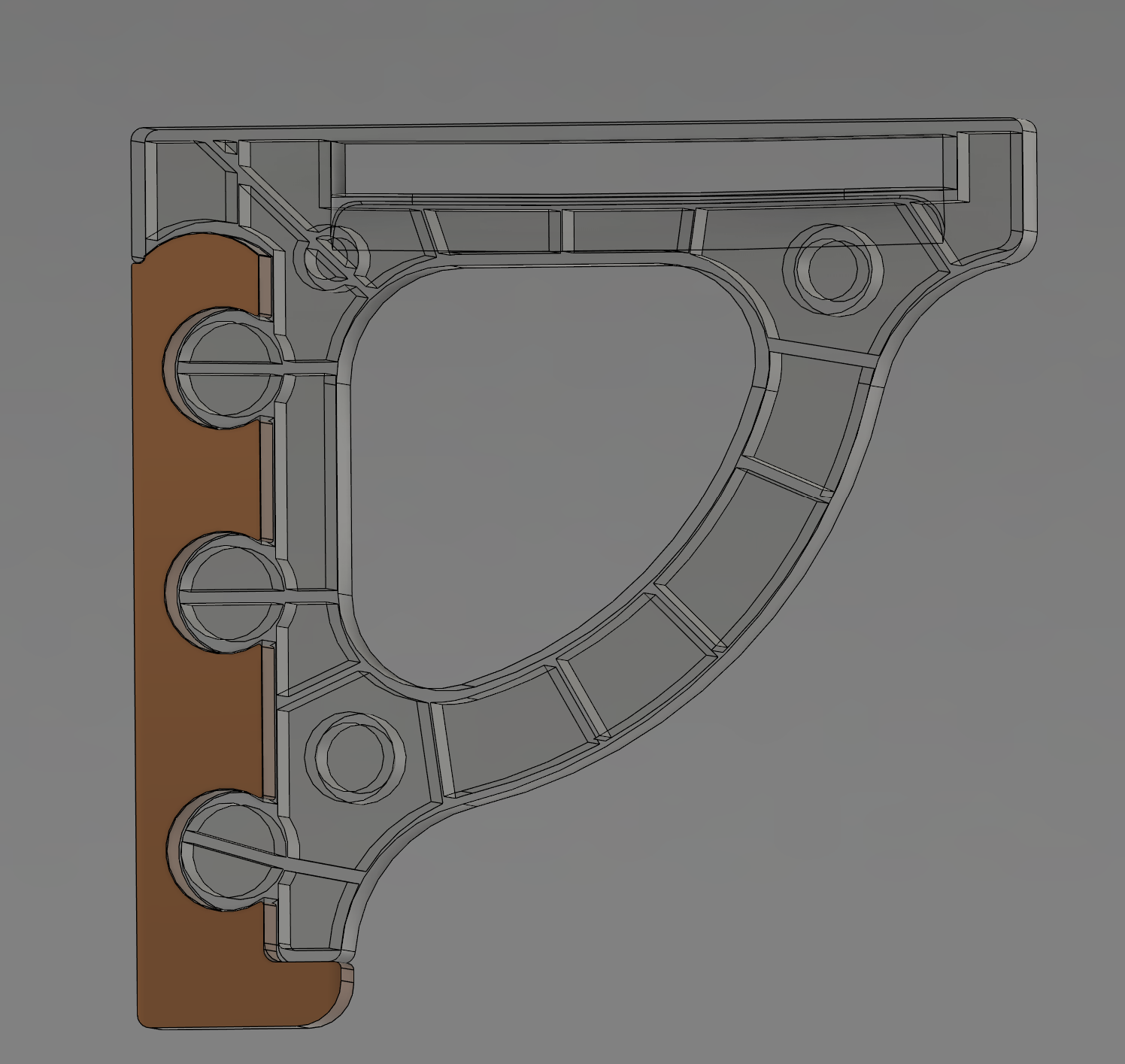
Allora ho provato a mettere un carico sul VHB lasciato a curare 2 giorni e come previsto ci ha mollato, stasera metto un carico sulla quella messa con epossidica: la finestra e' bella fredda e mi sa che e' meglio lasciarla curare un po' di piu'. All'inizio avevo provato con della epox da "metallo" e non ha attaccato una sega, il pezzo e' scivolato via 😞 Il cyano e' un'idea interessante: potrei attaccare con il cyano a del legno e poi il legno con il VHB. La cosa che mi preoccupa e' che il VHB si e' staccato pure dalla finestra 😕 quindi c'e' qualcosa che balla: o e' la vernice della finestra che ha una particolare tensione che non va' d'accordo con il VHB oppure il mio VHB e' rovinato 😕 --------- Oh alla peggio faccio un telaietto in legno per tenerle su e le attacco una vite in metallo: sono un fesso perche' ne ho gia' stampate 6 ma almeno le ho disegnate modulari, con l'interfaccia di collegamento separata per poterle spostare 🙂 Yup se me la vedo male quella parte marrone la taglio al laser in legno, la staffa sono ~130g di PETG porca di quella ...
-
X-max 3 problemi superfici orientate verso il retro stampante
eaman ha risposto a Cubo nella discussione Problemi generici o di qualità di stampa
Ma non e' che hai l'hotend che balla? Prova a stampare qualcosa in vase mode, tipo un z-wobble tower. Normalmente un difetto localizzato su una lato e' dato dalle ventole di raffreddamento. --------- Ma te lo fa solo con quel materiale? -
Non si accende la ventola
eaman ha risposto a Tanbruk nella discussione Software di slicing, firmware e GCode
Ma per quale motivo ha cominciato a comportarsi cosi', cosa hai cambiato? Potrebbe essere sbagliato il nome della ventola nello slicer. -
Mandala in dietro se sei in tempo e compra una stampante vera! Quello e' un giocattolo per bambini a forma di stampante 3d.
-
Repieter server connection
eaman ha risposto a MarcoS. nella discussione Problemi generici o di qualità di stampa
Ma no quello shrinkage e' un ridimensionamento per cui ti cambia la dimensione del pezzo, lui deve cambiare il flow, altrimenti resta sempre sovraestruso ma con il pezzo piu' piccolo. -
Qualità stampa asse z
eaman ha risposto a Gabriele Maseroli nella discussione Problemi generici o di qualità di stampa
Che e' quello che avevo visto pure io, confermato dall'STL. E' normale che il layer time all'altezza del riempimento sia maggiore. Ma l'asse z e' l'asse verticale, fatti capire: il tuo problema e' quel contorno *orizzontale* all'altezza del riempimento?