eaman
-
Numero contenuti
6.623 -
Iscritto
-
Ultima visita
-
Giorni Vinti
582
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di eaman
-

La Klipperizzazione della Chiron
eaman ha risposto a Killrob nella discussione Hardware e componenti
Sembra che abbia non abbastanza travel. Devi regolare prima il probe_offset della stampante e poi regolare di fine lo z-offset per i diversi materiali. -
La Klipperizzazione della Chiron
eaman ha risposto a Killrob nella discussione Hardware e componenti
Magari questo? - https://www.klipper3d.org/Probe_Calibrate.html#calibrating-probe-z-offset -
He siamo sempre li': hai 2 picchi. Se cosi' vuoi restare puoi provare a mettere l'accelerometro direttamente sull'hot end o dal nozzle, anche con una molletta per tenere i vecchi piatti, in modo da pigliare la frequenza ottimale. In genere X puo' fare ~il doppio di Y su una bedslinger ma come detto prima all'atto pratico ti cambia poi poco perche' a meno che non ti metti fare cose dev finirai per usare la stessa max accell per entrambi gli assi. Realisticamente nessuno fa' girare una vecchia bedslinger con ~12k di accel per perimetri esterni: ti si smonta la macchina ogni settimana 😉 Piuttosto trova la max accell che la macchina puo' tenere per i travel / infill.
-
Problemi di stampa o di slice?
eaman ha risposto a unecc nella discussione Problemi generici o di qualità di stampa
Ma e' una macchina nuova o ha lavorato? Perche' e' un modell di tipo 5 anni fa... -
Problemi di stampa o di slice?
eaman ha risposto a unecc nella discussione Problemi generici o di qualità di stampa
Allora la stampante dovrebbe funzionare, prova con un'altra SD ancora meglio se si puo' stampa controllandola da PC. Se no cambia slicer. -
Manco respirare l'aria del traffico quando giro in bici o vado a correre, ben peggio del PLA. Per il PLA / PETG basta che non ci dormi di fianco con finestre chiuse, per l'ABS entra nell'ordine di idee di spostare la stampane in un ambiente separato e prima di andarci dentro ventila la stanza.
-
Problemi di adesione FLSUN SUPER RACER
eaman ha risposto a Edo7152 nella discussione Problemi generici o di qualità di stampa
He bisogna che provi tu, non te lo posso dire io da qua quanto puo' andare quella macchina. 70-100mm/s penso che sia per l'estrusione: travel e perimetri esterni sono diversi. -
Problemi di adesione FLSUN SUPER RACER
eaman ha risposto a Edo7152 nella discussione Problemi generici o di qualità di stampa
Una SBC costa ~20e e funziona perfettamente, l'alternativa furba e' usare un portatile se hai tante macchine diverse (tipo laser cutters, CNC). Gli scatolozzi prefabbricati io non li comprerei. Velocita' / qualita' dipendono da quanto sei disposto a sbatterti per ottenerli: https://store.piffa.net/3dprint/ender/is_vases/ender_vase.mp4 , la tua e' una delta e avra' un limite di ~20k di accel e 500mm/s ma solo se uno ha intenzione di lavorarci sopra perche' ha interesse in queste cose, altrimenti usi le bambulab. -
Problemi di adesione FLSUN SUPER RACER
eaman ha risposto a Edo7152 nella discussione Problemi generici o di qualità di stampa
Prima devi aver fatto il bed tramming (se ha senso sulla delta...) poi dopo quando hai fatto la mesh guardi dove e' bassa e in quei punti, sul piatto in metallo tolto il PEI, metti del kapton tape per alzarlo in modo che diventi pari ai punti piu' alti, se la differenza e' poca ~0.2mm, se' e' ~0.5mm o piu' e' il caso di usare pinze o martello o intervenire sul tramming. Si' e' un parametro del firmware, tu stai usando klipper vero? Parti da quello che e' per la macchina, poi quando cambi il piatto in PEI o materiale (es PETG) cambi lo z-offset. Dal log nel terminale e nella schermata della mesh che vedi in Fluidd, come nel thread sopra. -
Problemi di adesione FLSUN SUPER RACER
eaman ha risposto a Edo7152 nella discussione Problemi generici o di qualità di stampa
Sei un po' alto, dagli ~0.03 in meno. Si ma poi quando vai a fare le stampe lasci scaldare il piatto con lo stesso tempo? Kapton tape sotto al PEI. Assicurati: * salvare z-probe offset / z-offset * che il tuo slicer / firmware carichi la mesh quando stampi -
Problemi di adesione FLSUN SUPER RACER
eaman ha risposto a Edo7152 nella discussione Problemi generici o di qualità di stampa
Un'altra opzione e' la dilatazione termica del piatto: puo' cambiare dopo aver fatto la mesh. Pero' lui ha piatto fisso e tondo e' il piatto piu' furbo che c'e'. Io fare una serie di accuracy test della probe perche' se quella ha ~0.5mm di gioco col cacchio che te livelli il piatto. -
Problemi di adesione FLSUN SUPER RACER
eaman ha risposto a Edo7152 nella discussione Problemi generici o di qualità di stampa
Nel caso almeno sai che e' quello il problema, sarebbe qualcosa stretto male dato che il piatto e' fisso. Se no te fai varie mesh una dopo l'altra e guarda se sono diverse, l'accuracy test della sonda. -
Preset configurazione slicer Bambu Lab o Prusa per stampe 3D
eaman ha risposto a sandrocacciola nella discussione Nuove idee e progetti
Guarda che i profili di default SONO per PLA e PETG. -
Problemi di adesione FLSUN SUPER RACER
eaman ha risposto a Edo7152 nella discussione Problemi generici o di qualità di stampa
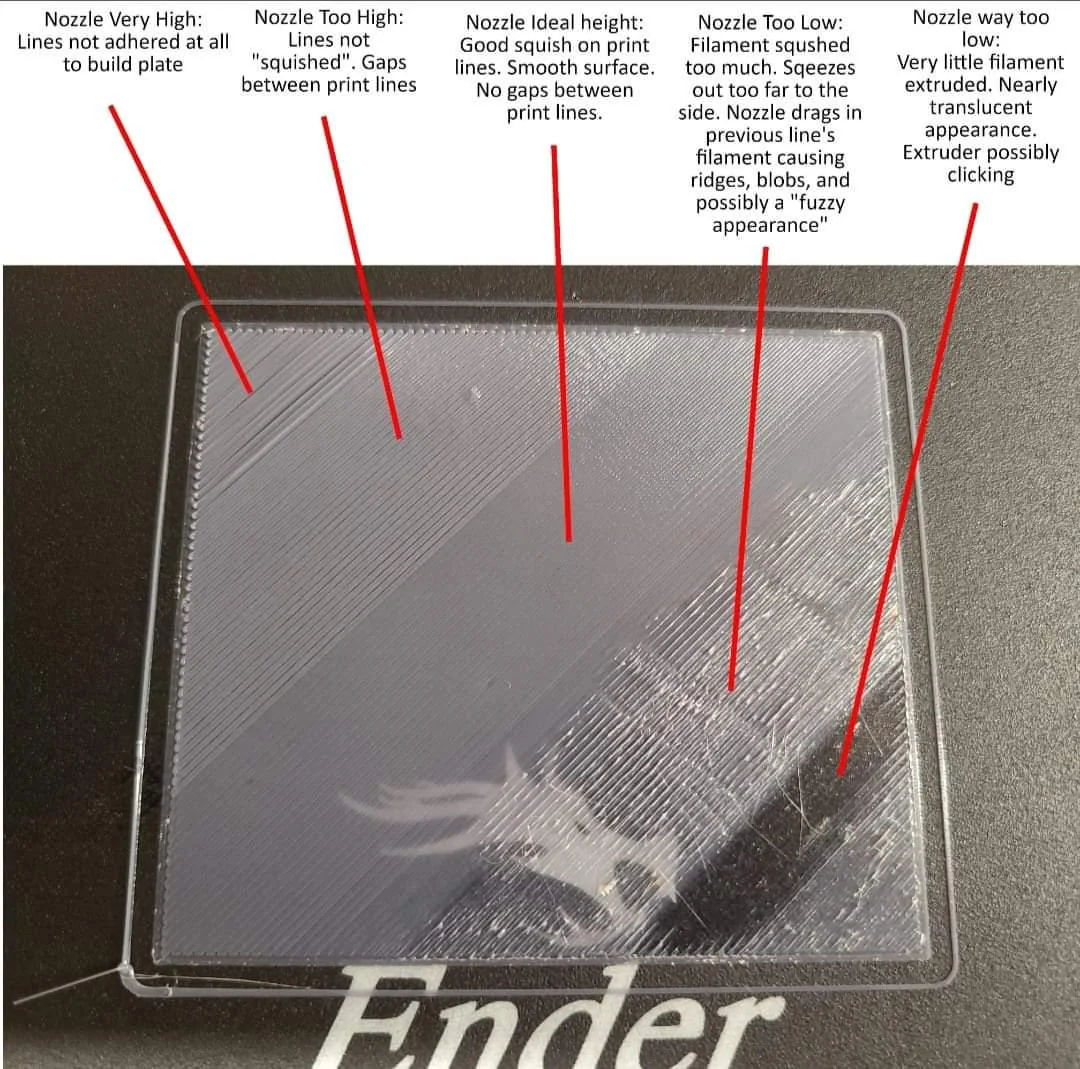
Sei troppo basso di Z offset:
-
stampa con pausa gcode
eaman ha risposto a Sandrin nella discussione Problemi generici o di qualità di stampa
He nello slicer imposti la pausa quando ti serve e poi quando stampi stai li e aspetti, durante la pausa te con le mani vai a fare il cambio filamento, poi riprendi la stampa. E' stato fatto per anni prima delle MMU, ci sono uno squasso di guide e video in rete. -
Killrob la U1 e' multi tool, e' un'altra generazione, un'altra tecnologia che Creality magari copiera' tra un paio di anni. La K2 costa un botto e fa la stessa cosa che fa una Anycubic per 250e.
-
La mega controlla i driver tramite dei pin: 1. pin sbagliati nella configurazione: cambiali 2. pin bruciati: prima scopri quali sono che controllano quel driver e assicurati che vadano, se non vanno dovrai configurarne e usarne degli altri probabilmente bypassando la RAMPS. ...ma chi te lo fa fare? E' una roba vecchia di 15 anni: al 11/11 compra una SKR mini a 20e che fa pure input shaping e tutte le cose moderne.
-
La Klipperizzazione della Chiron
eaman ha risposto a Killrob nella discussione Hardware e componenti
Cioe' fa la home correttamente ma non la bed mesh? Nel caso c'e' qualcosa di sbagliato nell'impostazione della sola bed mesh. -
Yes: https://github.com/Frix-x/klippain-shaketune/blob/main/docs/is_tuning_generalities.md Ma hai un secondo picco: c'e' qualcosa che sbatte in giro, anche i cavi. Oppure qualcosa che e' troppo lontano dal centro di gravita' / fissaggio della toolhead al gantry.
-
Hai i motori, i driver e i pin della scheda da guardare. Considerando che un asse funziona prova a usare motori e driver di quello sull'altro asse.
-
La Klipperizzazione della Chiron
eaman ha risposto a Killrob nella discussione Hardware e componenti
Allora il travel e i suoi limiti sono a posti, il problema sara' nel rilevamento dei cambi di stato della sonda. -
6k di accelerazione sui perimetri esterni non mica male su una bedslinger, probabilmente sui travel puoi tenere anche qualcosa di piu'. C'hai sicuramente della roba che balla su X per quanto sei comunque vicino al limite del piatto...
-
La Klipperizzazione della Chiron
eaman ha risposto a Killrob nella discussione Hardware e componenti
Ma ha abbastanza travel per arrivare a tar toccare il piatto? -
Problemi di adesione FLSUN SUPER RACER
eaman ha risposto a Edo7152 nella discussione Problemi generici o di qualità di stampa
Stampa un primo layer e fai un foto da farci vedere. Ricordati che le delta usano un generoso z-hop. -
La Klipperizzazione della Chiron
eaman ha risposto a Killrob nella discussione Hardware e componenti
Be' no sono diversi, e' questo il punto. https://www.klipper3d.org/it/BLTouch.html#bl-touch-cloni ...ma tanto te non la leggi 😉