eaman
-
Numero contenuti
6.691 -
Iscritto
-
Ultima visita
-
Giorni Vinti
595
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di eaman
-
Ce ne sono vari, si possono usare varie ventole con quello. Io ho una stampante con doppia 5015 ma e' "relativamente" silenziosa: https://store.piffa.net/3dprint/ender/is_vases/ender_vase.mp4 C'e' da dire che li' va' piuttosto allegra, quando va' piu' pino anche le ventole vanno piu' piano... Le 5020 sono piu' silenziose a parita' di aria pero'.
-

Sovra estrusione nei primi layer
eaman ha risposto a Joker78 nella discussione Software di slicing, firmware e GCode
Ah si vede che me lo sono perso. Allora e' il G29 che fa' il bed levelling. Oh be', ben fatto se ora funziona 🙂 -
Sovra estrusione nei primi layer
eaman ha risposto a Joker78 nella discussione Software di slicing, firmware e GCode
Non mi hai mai detto che firmware usi! C'e' un https://marlinfw.org/docs/gcode/G029-ubl.html Pero' c'e' anche un Line_purge che sembrerebbe Klipper. -
Sovra estrusione nei primi layer
eaman ha risposto a Joker78 nella discussione Software di slicing, firmware e GCode
In che senso? Magari sei troppo basso e non riesce a estrudere? Oppure se strasborda ad altezza del sold infill: hai troppo flow / esteps. -
Sovra estrusione nei primi layer
eaman ha risposto a Joker78 nella discussione Software di slicing, firmware e GCode
He mi devi dire che firmware usi almeno, comunque o e' nello start GCODE o e' nelle impostazioni della macro di inizio stampa. Ci dovrebbe essere anche il valore del fade. -
Consigli per la prima stampante
eaman ha risposto a Kobil nella discussione La mia prima stampante 3D
Si vocifera che a meta' del mese prossimo dovrebbe uscire anche la Elegoo corexy, anche quella dovrebbe essere a basso prezzo sotto ai 400e, forse poco piu' di 300e. Pero' comprare una stampante appena uscita' e' sempre un rischio, la K1C / SE e' gia' in giro da un po' e si sa' come va'... -
Consigli per la prima stampante
eaman ha risposto a Kobil nella discussione La mia prima stampante 3D
Oh e' gia' capitato, si vede che ne vendono un tot. Dovrebbe tornare in pre order, le spediscono un po' dopo. C'e' una mailing list. Eh a 290e e' un pezzaccio. -
Sovra estrusione nei primi layer
eaman ha risposto a Joker78 nella discussione Software di slicing, firmware e GCode
Fai una mesh? Che sia il fade della mesh troppo rapido? -
Qui ce ne sono vari per la Ender, ci sono anche le ventole da 5020: https://print.piffa.net/#fans-and-blowers Per le 5015 c'e' piu' roba come fan duct, ma se vuoi il mio MiniMe modificato per le 5020: https://store.piffa.net/3dprint/5020/minime_5020/ Bisogna vedere che nozzle usi ma comunque ci vuol poco a scaldarlo e piegarlo per metterlo all'altezza giusta. Per gli step down bastano quelli economici: https://www.aliexpress.com/item/1005006321126071.html Puoi usarli anche per delle strisce LED. Avevo fatto un thread forse per le modifiche alla PSU, tipo Per il firmware e stealtchop invece bisogna che ci guardi: c'e' caso che la scheda arrivi gia' con stealthcop attivato dato che e' silenziosa. Per altro anche le SKR Mini che sono migliori arrivano con sopra il firmware per la Ender, dato che sono un replacement diretto. Bisogna vedere per quale Ender pero' ce ne sono una dozzina ormai!
-
Consigli per la prima stampante
eaman ha risposto a Kobil nella discussione La mia prima stampante 3D
Se vuoi una cosa lampo puoi comprare su Amazon del PLA, anche marchio Amazon, costera' sui 16e. La cosa migliore e' comprare un pacco da 5kg di JAYO o Kingroom su Aliexpress, tipo PLA+2.0 https://www.aliexpress.com/item/1005007440388324.html o del PETG, magari aspettando un momento di offerte e usando dei coupon: Arrivi a pagarli anche un po' meno di 8e al KG 😄 se centri tutte le combinazioni.
-
Consigli per la prima stampante
eaman ha risposto a Kobil nella discussione La mia prima stampante 3D
Per stampare ABS le prime volte ti basta prendere una scatola di cartone e tagliarla della misura della stampante e infilarcela sopra a mo' di cappuccio. A seconda di quanto e' umido dove stai io comprerei / costruirei dei filament dry box o almeno dei sacchi di plastica ermetici per tenere i filamenti, prima o poi ti servira' un filament dryer... Per le calibrazioni non serve niente, Dio puoi comprare uno spessimetro ma lo z-offset lo regoli ad occhio a secondo del bisogno. piuttosto compra un pacco di filamento, tipo JAYO su Aliexpress. Se vuoi i link chiedi puri. -
Artillery x4 plus bed in vetro
eaman ha risposto a Stek nella discussione Problemi generici o di qualità di stampa
Se ci metti il vetro il piatto diventa pesantemente pesante... Ci sono anche il PEI lisci se li vuoi. BTW: non so se ti puo' interessare ma ora c'e' la SV06+ in offerta a 200e. -
Ender 3 interrompe le stampe senza avvisi
eaman ha risposto a Alfed nella discussione Hardware e componenti
Se a qualcuno interessa ci sono anche i miei, nel firmware ci sono tutti i valori di default pre configurati: https://store.piffa.net/3dprint/ender/marlin/ La mia e' in direct drive senza BLT. -
La mia Ender3 e' praticamente silenziosa e non va' neanche piano, ti servono: - scheda a 32bit in stealthchop, quindi il firmware va' modificato - step down per abbassare la velocita' della ventola della scheda e dell'alimentatore, magari anche hotend se stampi piano - ventole silenziose grosse, io monto le 5020 che pesano come la 5015, una o due (puoi metterle anche sulla scheda ma non serve) - eventualmente tagliare la griglia metallica della PSU e metterci uno step down, il mio comunque e' gia' abbastanza silenzioso. Se ti interessa ti posto i link.
-
PETG overture, a che velocità stampate?
eaman ha risposto a looka nella discussione Materiali di stampa
Bho, che nozzle monti? Io ho fatto fatica a stampare PETG velocemente ( >20mcs ) con nozzle CHT, con un altra con nozzle electro coated che in teoria dovrebbe essere meglio per il PETG... Cosi' ad occhio se riesci a fare pezzi piccoli ma non grandi devi aumentare la temperatura: adesso a quanto scaldi _per_andare_veloce_ ? -
Stampare ABS che non ha bisogno di raffreddamento 😛 (che non e' mica una cattiva idea di per se') E se salta un pezzo? Usare materiali / colori diversi? Dicono che la Zero l'hanno fatta per quelli che hanno completato le 2.4 da 350mm 😛 Ma voglio dire: ognuno ha poi le sue esigenze... Io personalmente mi farei una Micron giusto per sfida / divertimento, il problema mio e' che stampo bene anche con le macchine economiche 😞 quindi faccio fatica a giustificare il prezzo. Poi stampare ABS mi interessa fino a un certo punto. Ma non ti voglio mica deragliare il thread, fare una 2.4 metallosa e' cosa buona e giusta e degna di lode, se uno vuole spendere un tot per una stampante quello e' il progetto giusto 🙂
-
Vai in SSH sulla stampante e guarda cosa combina.
-
Qualcuno usa Fusion per disegnare?
eaman ha risposto a Pitek nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
Per cominciare: https://www.autodesk.com/support/technical/article/caas/sfdcarticles/sfdcarticles/How-to-export-multiple-components-and-bodies-as-an-STL-from-Fusion-360.html I bodies devono essere in un componente indipendente, non quello iniziale. Devi sempre creare un nuovo component contenitore quando lavori in Fusion. export obj in pultiple part -------------------------------- All parts must be in a componet right click save as mesh chose multiple files Io il file l'ho aperto con Orca ma come faccio a sapere come dovrebbe venire, se e' stato renderizzato male? -
Qualcuno usa Fusion per disegnare?
eaman ha risposto a Pitek nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
Il 3mf lo devi salvare dallo slicer non da fusion. Da fusion devi avere un componente che non sia il parent e poi esportare tutti gli oggetti dentro quello come step, caricarli nello slicer, poi salvi un 3mf. -
Scansione fotogrammetrica e stampa 3D volto
eaman ha risposto a reboot nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
Bho secondo me quella Creality Ender 3 V2 Neo se giusto giusto striccata un po' potrebbe fare almeno 80-100mm velocita' e un 3k di accelerazione massima anche se hai un firmware obsoleto. Se poi l'aggiorni https://print.piffa.net/ a input shaping fara' sui 200mm/s, se vuoi ti faccio vedere la mia vecchia Ender3 aggiornata. -
Consigli per la prima stampante
eaman ha risposto a Kobil nella discussione La mia prima stampante 3D
Tra quelle che ho linkato io la K1 SE, non c'e' neanche bisogno di montarla. -
Scansione fotogrammetrica e stampa 3D volto
eaman ha risposto a reboot nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
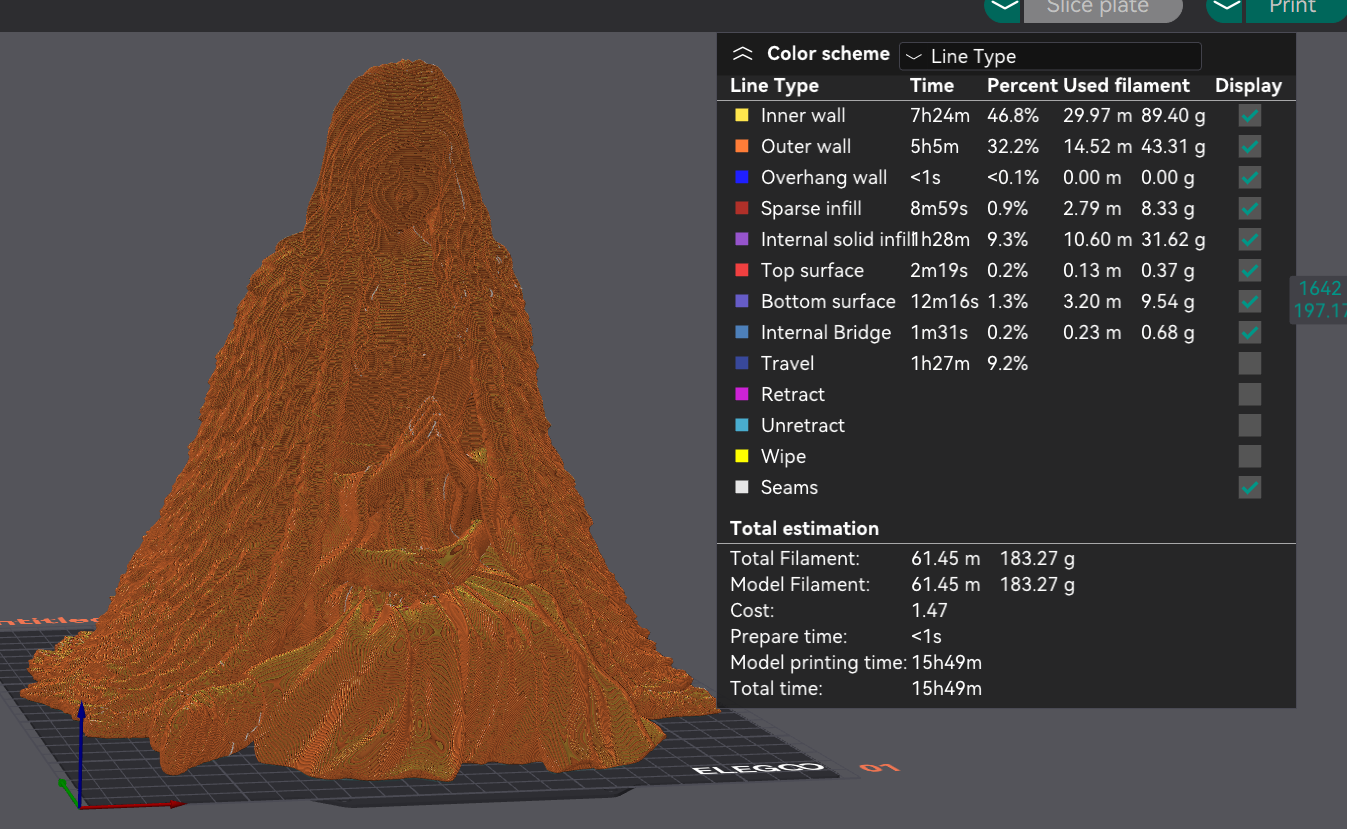
Guarda che tutto quell'infill e ampiamente eccessivo, prova a fare uno slice con infill Lighting ~10% o almeno cubic adaptive. Per altro se usi GRID ci credo che stampi cosi' piano, rischi di sparare la stampa via dal piatto, non si usa piu' quell'infill 😕 Considera la possibilita' di farle praticamente vuote con lighting infill e poi versarci dentro del gesso per dargli peso / solidita'. -
Consigli per la prima stampante
eaman ha risposto a Kobil nella discussione La mia prima stampante 3D
Occhio che quello e' il modello vecchio bacato, che fa VFA e altre schifezze. La K1 SE e' la versione spogliata della K1 C che e' il modello che hanno introdotto per riparare ai problemi della K1 normale. -
Scansione fotogrammetrica e stampa 3D volto
eaman ha risposto a reboot nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
Guarda lo slice allegato per una figura in FDM a 0.12mm layer height, PLA+2 che costa 9e al kg, 1.3e per una figura grande come tutto il piatto, ~22cm. Slice per Orca: https://store.piffa.net/3dprint/pics/ranny_250_whole_orca.3mf https://store.piffa.net/3dprint/pics/ranni_elden_ring/
-
Primo utilizzo di PETG come settare i parametri?
eaman ha risposto a cusna nella discussione Problemi generici o di qualità di stampa
Ma poi fin tanto che fai tipo ~200mm/s sei al di sopra della soglia per VFA e spingere oltre non e' che sia cosi' necessario... Cioe' per alcune cose ha senso: ma come detto prima tipo per stampe funzionali o materiali particolari (che poi sono tutti i materiali a parte PLA e qualche PETG veloce) finisce che stampi piano per avere piu' adesione... Certo che a spingere si imparano nuove cose e si migliorano stampanti e profili, quello e' un bel ritorno🙂