

Alessandro Tassinari
-
Numero contenuti
1.548 -
Iscritto
-
Ultima visita
-
Giorni Vinti
39
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Alessandro Tassinari
-
Sembra che l'estrusore non segua una linea perfettamente verticale, ma che tenda a spostarsi su un lato durante la stampa. Se durante la stampa hai involontariamente spostato la stampante o mosso il piano su cui è appoggiata è facile che succeda questa cosa. Se invece non ci sono stati urti esterni credo che il problema stia nel movimento dell'estrusore... ma in questo caso non saprei risponderti
-
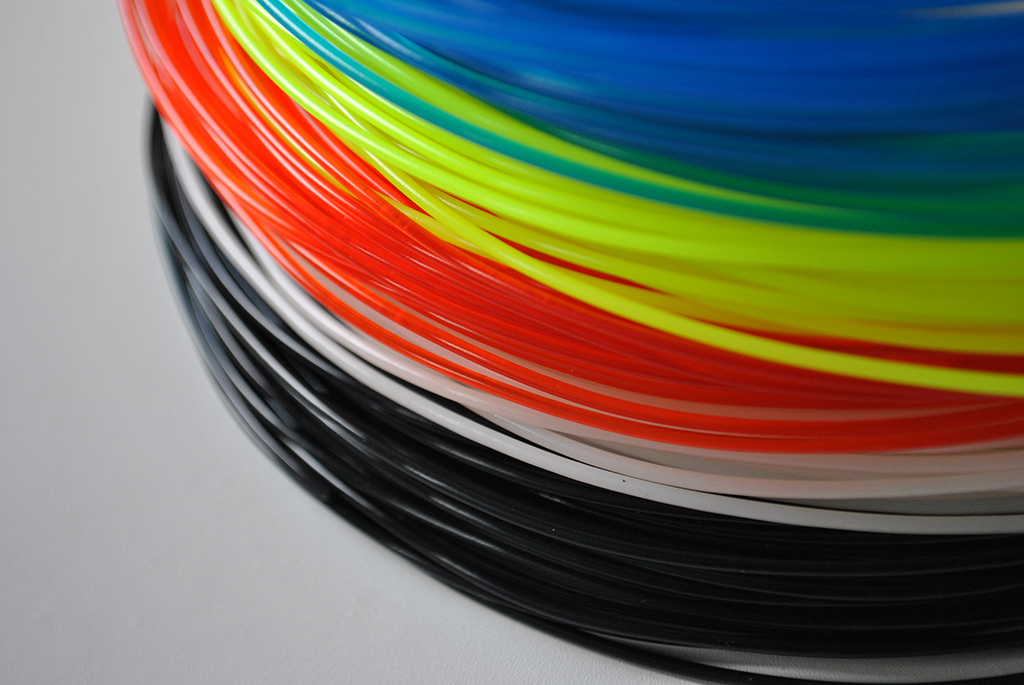 Alla domanda "Che materiali usano le stampanti 3D?" si può rispondere solo in un modo: "dipende". Dipende da molte cose, effettivamente. Innanzitutto dalla tipologia di stampante utilizzata e per "tipologia", ovviamente, non si intende la stampante della ditta X o della ditta Y ma proprio dalla tecnologia che vi sta alla base. Le stampanti 3D FDM (Fused Deposition Modeling) si sono imposte sempre di più sul mercato, principalmente perché riescono a garantire una discreta qualità di stampa, pur avendo un prezzo abbordabile. In questo articolo ci occuperemo dei materiali più comuni usati con stampanti di questo tipo: PLA e ABS. Si tratta di due materiali molto diffusi, ma è bene ricordare che con le stampanti 3D FDM è possibile stampare anche altri materiali tra cui nylon, PETG, HIPS, filamenti a base di legno o che simulano la matericità del metallo. Se vuoi conoscere tutti i materiali per la stampa 3D FDM ti consiglio da dare un'occhiata alla mia guida dedicata: Ma non dilunghiamoci oltre e andiamo a scoprire nel dettaglio cosa sono il PLA e l'ABS, evidenziandone le differenze e decretando qual è il migliore materiale per la stampa 3D FDM tra i due. Let's go! In questa guida: PLA e ABS: cosa sono ABS PLA PLA vs ABS, esiste un vincitore? PLA e ABS: cosa sono Dal ounto di vista chimico, l'ABS che il PLA sono polimeri termoplastici, ovvero polimeri formati da catene per lo più lineari, non legate le une alle altre, quindi non reticolate. Per questo, rispondono ad un aumento di temperatura con una diminuizione di viscosità e quindi con una maggiore propensione alla formatura. Entro certi limiti, il ciclo riscaldamento-flusso-raffreddamento può essere ripetuto più volte in quanto la transizione tra lo stato plastico e quello vetroso è di carattere fisico e non chimico, quindi reversibile. Questo aspetto è molto importante perché ci fa capire che in realtà il polimero non deve essere lavorato allo stato fuso ma allo stato di transizione vetrosa, garantendo la permanenza delle proprietà meccaniche originarie del materiale una volta indurito. Sia il PLA che l'ABS sono facilmente reperibili sul mercato sotto forma di filamenti colorati o neutri e dal diametro variabile (in genere 3mm o 1.75mm), oppure sotto forma di pellet. Stampare in 3D partendo da materiali in pellet può essere una buona strategia per risparmiare denaro. E' risaputo infatti che in generale il pellet costa meno dei materiali in filamento, proprio perché i produttori non devono effettuare la procedura di trafilazione. Torna all'Indice ABS L'acrilonitrile-butadiene-stirene o ABS è un termopolimero molto apprezzato grazie alla sua leggerezza e rigidità, ma anche al fatto che può essere sia estruso che stampato ad iniezione. Si tratta di un materiale molto comune e utilizzato per produrre oggetti di qualsiasi tipo. Per esempio, lo si ritrova nei LEGO, in alcuni strumenti musicali a fiato, in tubi idraulici e negli inserti in plastica delle automobili. Possiede buone proprietà meccaniche e per questo motivo lo usa nella realizzazione di oggetti che devono garantire una certa rigidezza e durabilità. Rispetto al PLA, è un materiale meno friabile, sopporta temperature più alte e possiede un coefficiente di attrito inferiore (questo lo rende estrudibile in maniera più agevole). Tra gli aspetti negativi possiamo annoverare il fatto che, rispetto al PLA, deve essere estruso a temperature superiori, circa 240-280 °C. Presenta la catastrofica propensione a ritirarsi e deformarsi, soprattutto negli angoli, se il materiale si raffredda troppo in fretta. Per questo motivo si consiglia sempre di stampare su un piatto riscaldato quando si usa l'ABS. Quando è estruso, l'ABS genera delle emissioni che possono essere dannose per gli esseri umani. E' bene evitare di inalare questi fumi tossici e di prevedere una buona areazione della stanza in cui si stampa. Molte stampanti vengono già dotate di filtri EPA o comunque di sistemi che possano limitare la dispersione di questi gas. Per quanto riguarda la solubilità, il solvente dell'ABS è l'acetone. Filamento ABS - Vedi i migliori prezzi su Amazon Torna all'Indice PLA L'acido polilattico o PLA è un termopolimero generato dalla fermentazione del mais. Si tratta di un materiale molto comune, utilizzato soprattutto per realizzare contenitori o sacchetti biodegradabili e gettabili nella raccolta dell'umido. E' idrosolubile temperature superiori a 70-80°C, quindi può essere facilmente estruso, stampato ad iniezione e a soffiatura. A livello chimico il PLA ha la caratteristicha di essere biodegradabile. Devo però specificare che il PLA utilizzato per la stampa 3D non è da considerarsi biodegradabile come i sacchetti della spesa. La motivazione è molto semplice. L'acido polilattico è un polimero che degrada se trasportato insieme ad altro materiale organico in apposite stazioni di degrado. Si tratta di veri e propri forni dove il materiale organico fermenta e si trasforma in utile concime per giardinaggio. Questo processo di degrado del materiale avviene solo e soltanto se le parti hanno spessore molto ridotto, nell'ordine dei decimi di millimetro. Ne consegue che il filamento in PLA raccolto nelle bobine di stampa 3D non presenta questa caratteristica fondamentale per garantirne la degradabilità. Ricorda: non buttare mai il PLA per stampa 3D nella raccolta differenziata dell'umido! Considerato che gli oggetti che stampiamo solitamente hanno spessori di 1 o più millimetri, il PLA va smaltito nella raccolta indifferenziata. Per dettagli, ti consiglio di leggere le linee guida del tuo specifico comune di residenza. Rispetto all'ABS, il PLA è più pesante e meno resistente. I vantaggi del PLA rispetto all'ABS sono che è estrudibile a temperature inferiori, da 180-210 °C, e non emette sostanze tossiche se estruso alle giuste temperature. Non necessita del piano riscaldato e ha un indice di retrazione e deformazione del 2-3%. Per questo motivo, nel caso in cui si voglia stampare oggetti grandi e piuttosto lineari, è preferibile rispetto all'ABS. A livello estetico, il PLA risulta appena più lucente rispetto all'ABS. Per quanto riguarda la solubilità, il solvente dell'PLA è la soda caustica. Filamento PLA - Vedi i migliori prezzi su Amazon Torna all'Indice PLA vs ABS, esiste un vincitore? In conclusione, tra l'ABS e il PLA non ci sono vincitori e vinti. Un risultato prevedibile? Beh, credo proprio di sì! Come dico sempre, la soluzione migliore va cercata tenendo a mente i propri obiettivi e i risultati che si voglono ottenere. PLA e ABS sono due materiali che, pur essendo molto simili, hanno caratteristiche e potenzialità diverse. Bisogna conoscerli e sceglierli di volta in volta in base all'oggetto che si vuole ottenere e in base alle caratteristiche della propria stampante. In sostanza, mi sbilancio: Vuoi stampare in modo facile, veloce e limitando imprevisti? Ti consiglio il PLA. Vuoi stampare un materiale resistente, con una bella finitura e sei dotato di una nuona stampante 3D? Ti consiglio l'ABS. Buone stampe! Torna all'Indice
Alla domanda "Che materiali usano le stampanti 3D?" si può rispondere solo in un modo: "dipende". Dipende da molte cose, effettivamente. Innanzitutto dalla tipologia di stampante utilizzata e per "tipologia", ovviamente, non si intende la stampante della ditta X o della ditta Y ma proprio dalla tecnologia che vi sta alla base. Le stampanti 3D FDM (Fused Deposition Modeling) si sono imposte sempre di più sul mercato, principalmente perché riescono a garantire una discreta qualità di stampa, pur avendo un prezzo abbordabile. In questo articolo ci occuperemo dei materiali più comuni usati con stampanti di questo tipo: PLA e ABS. Si tratta di due materiali molto diffusi, ma è bene ricordare che con le stampanti 3D FDM è possibile stampare anche altri materiali tra cui nylon, PETG, HIPS, filamenti a base di legno o che simulano la matericità del metallo. Se vuoi conoscere tutti i materiali per la stampa 3D FDM ti consiglio da dare un'occhiata alla mia guida dedicata: Ma non dilunghiamoci oltre e andiamo a scoprire nel dettaglio cosa sono il PLA e l'ABS, evidenziandone le differenze e decretando qual è il migliore materiale per la stampa 3D FDM tra i due. Let's go! In questa guida: PLA e ABS: cosa sono ABS PLA PLA vs ABS, esiste un vincitore? PLA e ABS: cosa sono Dal ounto di vista chimico, l'ABS che il PLA sono polimeri termoplastici, ovvero polimeri formati da catene per lo più lineari, non legate le une alle altre, quindi non reticolate. Per questo, rispondono ad un aumento di temperatura con una diminuizione di viscosità e quindi con una maggiore propensione alla formatura. Entro certi limiti, il ciclo riscaldamento-flusso-raffreddamento può essere ripetuto più volte in quanto la transizione tra lo stato plastico e quello vetroso è di carattere fisico e non chimico, quindi reversibile. Questo aspetto è molto importante perché ci fa capire che in realtà il polimero non deve essere lavorato allo stato fuso ma allo stato di transizione vetrosa, garantendo la permanenza delle proprietà meccaniche originarie del materiale una volta indurito. Sia il PLA che l'ABS sono facilmente reperibili sul mercato sotto forma di filamenti colorati o neutri e dal diametro variabile (in genere 3mm o 1.75mm), oppure sotto forma di pellet. Stampare in 3D partendo da materiali in pellet può essere una buona strategia per risparmiare denaro. E' risaputo infatti che in generale il pellet costa meno dei materiali in filamento, proprio perché i produttori non devono effettuare la procedura di trafilazione. Torna all'Indice ABS L'acrilonitrile-butadiene-stirene o ABS è un termopolimero molto apprezzato grazie alla sua leggerezza e rigidità, ma anche al fatto che può essere sia estruso che stampato ad iniezione. Si tratta di un materiale molto comune e utilizzato per produrre oggetti di qualsiasi tipo. Per esempio, lo si ritrova nei LEGO, in alcuni strumenti musicali a fiato, in tubi idraulici e negli inserti in plastica delle automobili. Possiede buone proprietà meccaniche e per questo motivo lo usa nella realizzazione di oggetti che devono garantire una certa rigidezza e durabilità. Rispetto al PLA, è un materiale meno friabile, sopporta temperature più alte e possiede un coefficiente di attrito inferiore (questo lo rende estrudibile in maniera più agevole). Tra gli aspetti negativi possiamo annoverare il fatto che, rispetto al PLA, deve essere estruso a temperature superiori, circa 240-280 °C. Presenta la catastrofica propensione a ritirarsi e deformarsi, soprattutto negli angoli, se il materiale si raffredda troppo in fretta. Per questo motivo si consiglia sempre di stampare su un piatto riscaldato quando si usa l'ABS. Quando è estruso, l'ABS genera delle emissioni che possono essere dannose per gli esseri umani. E' bene evitare di inalare questi fumi tossici e di prevedere una buona areazione della stanza in cui si stampa. Molte stampanti vengono già dotate di filtri EPA o comunque di sistemi che possano limitare la dispersione di questi gas. Per quanto riguarda la solubilità, il solvente dell'ABS è l'acetone. Filamento ABS - Vedi i migliori prezzi su Amazon Torna all'Indice PLA L'acido polilattico o PLA è un termopolimero generato dalla fermentazione del mais. Si tratta di un materiale molto comune, utilizzato soprattutto per realizzare contenitori o sacchetti biodegradabili e gettabili nella raccolta dell'umido. E' idrosolubile temperature superiori a 70-80°C, quindi può essere facilmente estruso, stampato ad iniezione e a soffiatura. A livello chimico il PLA ha la caratteristicha di essere biodegradabile. Devo però specificare che il PLA utilizzato per la stampa 3D non è da considerarsi biodegradabile come i sacchetti della spesa. La motivazione è molto semplice. L'acido polilattico è un polimero che degrada se trasportato insieme ad altro materiale organico in apposite stazioni di degrado. Si tratta di veri e propri forni dove il materiale organico fermenta e si trasforma in utile concime per giardinaggio. Questo processo di degrado del materiale avviene solo e soltanto se le parti hanno spessore molto ridotto, nell'ordine dei decimi di millimetro. Ne consegue che il filamento in PLA raccolto nelle bobine di stampa 3D non presenta questa caratteristica fondamentale per garantirne la degradabilità. Ricorda: non buttare mai il PLA per stampa 3D nella raccolta differenziata dell'umido! Considerato che gli oggetti che stampiamo solitamente hanno spessori di 1 o più millimetri, il PLA va smaltito nella raccolta indifferenziata. Per dettagli, ti consiglio di leggere le linee guida del tuo specifico comune di residenza. Rispetto all'ABS, il PLA è più pesante e meno resistente. I vantaggi del PLA rispetto all'ABS sono che è estrudibile a temperature inferiori, da 180-210 °C, e non emette sostanze tossiche se estruso alle giuste temperature. Non necessita del piano riscaldato e ha un indice di retrazione e deformazione del 2-3%. Per questo motivo, nel caso in cui si voglia stampare oggetti grandi e piuttosto lineari, è preferibile rispetto all'ABS. A livello estetico, il PLA risulta appena più lucente rispetto all'ABS. Per quanto riguarda la solubilità, il solvente dell'PLA è la soda caustica. Filamento PLA - Vedi i migliori prezzi su Amazon Torna all'Indice PLA vs ABS, esiste un vincitore? In conclusione, tra l'ABS e il PLA non ci sono vincitori e vinti. Un risultato prevedibile? Beh, credo proprio di sì! Come dico sempre, la soluzione migliore va cercata tenendo a mente i propri obiettivi e i risultati che si voglono ottenere. PLA e ABS sono due materiali che, pur essendo molto simili, hanno caratteristiche e potenzialità diverse. Bisogna conoscerli e sceglierli di volta in volta in base all'oggetto che si vuole ottenere e in base alle caratteristiche della propria stampante. In sostanza, mi sbilancio: Vuoi stampare in modo facile, veloce e limitando imprevisti? Ti consiglio il PLA. Vuoi stampare un materiale resistente, con una bella finitura e sei dotato di una nuona stampante 3D? Ti consiglio l'ABS. Buone stampe! Torna all'Indice -

PLA vs ABS, qual è il migliore?
Alessandro Tassinari ha pubblicato una discussione in Guide di Stampa 3D forum
Visualizza articolo -
Grandissimo Andre! Tienici informati, sono molto interessato a quello che stai facendo... forse mi ci butterò anche io!
-
Stampa plastico architettonico 1,7x1,2 metri
Alessandro Tassinari ha risposto a SimonR nella discussione Problemi generici o di qualità di stampa
Per completezza, ti consiglierei di scegliere bene il materiale di stampa. Se usi l'ABS devi stare attento al ritiro... è fondamentale avere una stampante col piatto riscaldato. Se l'ABS raffredda troppo velocemente rischi di deformare gli angoli e i lati che devono restare dritti. Il PLA ritira molto meno, ma è leggermente meno resistente. Se devi fare un plastico architettonico, quindi suppongo con linee rette, e soprattutto vuoi che i lati dei vari si uniscano meglio, forse mi butterei sul PLA. Però ripeto, non ho mai fatto operazioni del genere, quindi fai attenzione -
Stampa plastico architettonico 1,7x1,2 metri
Alessandro Tassinari ha risposto a SimonR nella discussione Problemi generici o di qualità di stampa
Personalmente non ho mai affrontato il problema di "tagliare" un modello in due o più parti, però qualcuno l'ho visto e devo dire che il problema del ritiro del materiale può esistere. Se riesco vado a recuperare l'oggettino che mi avevano mostrato, il quale era il modellino di un'abitazione di forma scatolare (un semplicissimo cubo) che andava affiancato ad un parallelepipedo. Le facce che si dovevano toccare erano incurvate. Il materiale usato era PLA, la stamoante una Kentstrapper Volta. Non sono esperto di materiali, ma credo si potesse fare molto meglio... -
Stampanti 3D per tessuti/vestiti.
Alessandro Tassinari ha risposto a Federico Elegen nella discussione Problemi generici o di qualità di stampa
Ciao, di sicuro la tua domanda penso derivi dalla lettura di questo articolo, http://www.stampa3d-forum.it/disney-research-e-la-stampante-3d-tessile/, detto ciò, io penso che attualmente una stampante 3D dedicata al settore tessile non esista. Esiste appunto questo prototipo della Disney research che è più un esperimento, ma che apre grosse porte per il futuro nel settore moda e tessile... Di sicuro nei prossimi mesi salterà fuori qualche altro progetto più professionale di questo! -
Guida di base a Cura slicer
Alessandro Tassinari ha pubblicato una discussione in Notizie sulla stampa 3D
View full post -
 Quando si parla di stampa 3D, è sempre necessario interfacciarsi con tre tipologie di software: il CAD, col quale si produce il modello 3D; il CAM - detto anche slicer - con cui si prepara il file alla stampa 3D; e il client, con cui si comanda la stampante 3D. Cura slicer fa parte della seconda categoria, Cura slicer, il software di slicing più conosciuto Cura è, probabilmente, il software di slicing più utilizzato. Si tratta di un software open source, prodotto da Ultimaker, e viene costantemente aggiornato in modo da poter stare al passo con la grande quantità di richieste che arrivano dai maker di tutto il mondo. La funzione di Cura è quella di convertire in linguaggio macchina il modello 3D elaborato, insieme a tutti i parametri di stampa impostati. Per "parametri di stampa" si intendono le vere e proprie impostazioni con cui il pezzo verrà prodotto - ad esempio la temperatura di estrusione, la velocità dei movimenti, l'altezza dei layer, ecc. Una volta terminata la fase di slicing, Cura ci permetterà di esportare un file di lavoro in formato gcode. Il gcode non è altro che un file di testo contenente tutti i comandi, scritti in linguaggio macchina, che la stampante dovrà eseguire. Il gcode esportato da Cura non differisce da quello utilizzato per le macchine a controllo numerico. Di seguito andremo a vedere insieme quelle che sono le caratteristiche principali di questo software, insieme ai parametri che è necessario conoscere per poter effettuare lo slicing. Cura slicer - L'interfaccia grafica L'interfaccia grafica di Cura è diventata nel corso degli anni sempre più pulita e minimale, migliorando notevolmente la parte di user experience. Nella parte superiore della schermata troviamo il menu di controllo del software, attraverso il quale è possibile inserire modelli 3D, esportare file gcode, modificare i modelli 3D importati, cambiare la tipologia di vista e la posizione della camera, installare plugin esterni e cambiare le proprie preferenze/impostazioni. La maggior parte della schermata è invece occupata dall'ambiente 3D dentro al quale vengono visualizzati i modelli. La griglia che viene riprodotta sul piano di stampa suddivide la superficie di stampa in quadrati di 10 x 10 mm, utile per avere un paragone dimensionale immediato coi modelli caricati. Sulla destra, invece, notiamo una colonna che riporta alla nostra attenzione tutta una serie di opzioni. All'interno di questa colonna sono contenute tutte le impostazioni che è possibile scegliere per produrre l'oggetto. Una volta selezionati, nella parte superiore a destra, la stampante 3D con cui si intende effettuare lo slicing e il materiale utilizzato, è possibile andare a modificare i parametri di stampa. I parametri di stampa possono essere cambiati seguendo due modalità diverse: quelle "Raccomandate" e quelle "Custom". Cura slicer - Parametri in modalità raccomandata Le impostazioni "Raccomandate" non sono altro che i parametri minimi e indispensabili da impostare per effettuare lo slicing. Tra questi troviamo la Layer Height - altezza del layer - e la Print Speed - velocità di stampa - che vengono modificate in relazione tra loro: più i layer sono alti, più si stampa veloce e, viceversa, più i layer sono bassi, più si stampa a velocità ridotte. Successivamente troviamo l'Infill, col quale si va a decidere in percentuale quanto dovrà essere riempito il nostro modello. Questo parametro può modificare notevolmente la qualità dell'oggetto finito, oltre che la sua resistenza meccanica. In genere, per un modello che non deve avere capacità meccaniche, un Infill impostato al 15-25% è più che sufficiente per ottenere un buon risultato. Di seguito, possiamo decidere se far generare a Cura i supporti - Generate Support - per sostenere le parti a sbalzo del modello e se migliorare l'adesione al piano di stampa - Build Plate Adhesion - espandendo il primo layer dell'oggetto. Se si decide di usare le impostazioni raccomandate, la procedura di slicing è conclusa. Ora possiamo vedere, un basso a destra, una previsione del tempo di stampa e, cliccando sul tasto "Save to File", esportare il file gcode da caricare dentro la stampante 3D. In caso, invece, avessimo deciso di vedere le impostazioni Custom, questo è quello che vedremo sullo schermo. Cliccando su impostazioni Custom, ci vengono proposte tutta una serie di categorie all'interno delle quali sono raggruppati i parametri di stampa - quality, shell, infill, material, speed, cooling, support, build plate adhesion, special modes. Andando col mouse su una di queste ed espandendo il menu a tendina, potremo visualizzare e modificare i parametri avanzati di Cura. Proseguendo con questa modalità di slicing, avremo possibilità di personalizzare ogni singolo parametro, ottenendo un file di stampa ottimizzato secondo le nostre necessità. Inoltre, cliccando sull'icona a forma di ingranaggio che viene fuori quando ci si posiziona col mouse sui menu, è possibile selezionare e deselezionare i parametri visibili nei vari menu a tendina. Cura slicer - Parametri di base in modalità Custom Quality Con questi parametri si agisce sulla qualità di stampa. Layer Height: corrisponde all'altezza dei layer con cui il modello verrà prodotto. Questo parametro influisce in modo importante sulla qualità e sul tempo di stampa (layer alti, processo di stampa più corto; layer bassi, processo di stampa più lungo).Initial Layer Height: è l'altezza del primo layer del nostro modello. In base al materiale utilizzato e alla Layer Height generica, può essere utile aumentarla o diminuirla per garantire una migliore adesione del pezzo al piano, o per evitare che l'ugello non riesca a estrudere materiale.Line Width: è la larghezza che dovrà avere ogni linea di materiale estruso dall'ugello. In base al flow o alle specifiche necessità, è possibile aumentarla o diminuirla leggermente. Shell Questi parametri vanno a modificare le superfici esterne del modello. Wall Thickness: spessore delle pareti del modello. E' buona norma impostare questo parametro con un numero che sia multiplo del diametro dell'ugello montato. Se montate un ugello da 0.4 mm e impostate questo parametro a 0.8, il modello verrà prodotto facendo due strati concentrici su tutti i perimetri.Top/Bottom Thickness: spessore delle chiusure superiori e inferiori. E' buona norma impostare questo parametro come multiplo della Layer Height. La top/bottom thickness dovrà essere almeno 2-4 la Layer Height per ottenere un buon risultato di chiusura. Infill Questi parametri vanno a modificare il riempimento interno del modello. Fill Density: parametro che definisce, in percentuale, quanto dovrà essere riempito il modello. Se il pezzo non richiede particolare resistenza meccanica, un valore 15-25 % è più che sufficiente. Inoltre, ricordate che più riempite il modello, più ci vorrà tempo per produrlo.Infill pattern: è la geometria con cui viene prodotto l'infill. Può essere scelta in base alle geometrie del modello o in base alle necessità del momento. L'impostazione Grid è la più comune. Material Qui è possibile scegliere le modalità con cui il materiale verrà estruso. Printing Temeprature: temperatura di estrusione del materiale. Queste sono le temperature per i materiali più comuni: 180-210 °C per il PLA, 220-250 °C per ABS, 230-260 °C per il Nylon. Ricordate che molto dipende dal materiale e dalla vostra stampante 3D. Verificate sempre quale sia la temperatura più idonea nel vostro caso specifico.Diameter: diametro del filamento. E' una caratteristica della stampante 3D e dipende da come è stata progettata dalla casa madre. I fili hanno due standard: 1.75 mm e 2.85 mm.Flow: corrisponde alla quantità di materiale estruso a parità di lunghezza del filamento.Enable Retraction: spuntando questa casella si attiva la ritrazione del filo. Quando la macchina farà dei passaggi in cui non deve estrudere materiale, tirerà indietro il filo così da evitare fuoriuscite inaspettate.Retraction Distance: lunghezza pari alla quale verrà tirato indietro il filamento. Per estrusori diretti si consigliano 4-5 mm, per estrusori Bowden si consigliano 8-16 mm.Retraction Speed: velocità con cui viene ritirato il filamento. Speed Qui andiamo a impostare la velocità dei movimenti della stampante 3D. Print Speed: velocità di stampa. Sulle stampanti che non sono dotate di particolari elettroniche o meccaniche, di norma si utilizzano valori compresi tra i 30 e i 60 mm/s. Altre macchine, progettate in modo diverso, possono raggiungere o superare i 120 mm/s.Travel Speed: velocità con cui vengono effettuati gli spostamenti dove l'estrusore non deve estrudere materiale. In genere si imposta sui 100-150 mm/s. Cooling Raffreddamento del pezzo in stampa. Enable Print Cooling: spuntando la casella le ventole del blocco estrusore si attiveranno da inizio a fine stampa. A meno che non si usino materiali specifici, le ventole aiutano a raffreddare i layer prima che l'estrusore torni a depositarci sopra del materiale. Support Qui si decide se utilizzare i supporti per tutte le parti a sbalzo del modello. Generate Support: spuntando la casella, Cura elaborerà in modo automatico le geometrie dei supporti.Support Overhang Angle: è l'angolo oltre il quale i supporti andranno a sostenere l'oggetto. Per approfondire, lascio qui il link alla guida all'uso dei supporti di Cura. Build Plate Adhesion Parametri di adesione al piano di stampa. Build Plate Adhesion Type: impostando su "Brim", il primo layer del modello verrà esteso, aumentando la superficie di adesione al piano di stampa; impostando "Raft" si creerà uno strato composto da un numero di minimo 2 layer, sui quali verrà poi stampato l'oggetto. Tra il Raft e il modello viene lasciato un piccolo Airgap per favorirne la rimozione. Per approfodnire, qui la guida ai parametri per l'adesione al piano. Special Modes Modalità speciali di stampa. Al momento evitiamo di fare confusione e saltiamo questo gruppo di parametri. Se volete approfondire ulteriormente le definizioni dei vari parametri, vi rimando a questo guida: Velocità o qualità? I parametri di stampa corretti per ottenere i risultati migliori. Cura slicer - Conclusione Una volta eseguiti i passaggi come descritti sopra, sarete quindi in grado di avviare il processo di stampa senza troppi problemi. Sicuramente, è necessario ricordare che non è possibile usare gli stessi parametri per oggetti diversi; è sempre bene andare a verificare che i parametri impostati combacino coi risultati che si vogliono ottenere e che non vadano in conflitto che le caratteristiche dei modelli da stampare. In caso ci sia qualche parametro sballato, Cura provvederà a segnalarvelo. Se avete ulteriori dubbi o problemi da risolvere, la nostra community sarà felice di aiutarvi. Non dimenticate di iscrivervi al forum! A questo link potete scaricare Cura slicer. guida aggiornata al 27.06.2018 / versione 3.4.0 di Cura
Quando si parla di stampa 3D, è sempre necessario interfacciarsi con tre tipologie di software: il CAD, col quale si produce il modello 3D; il CAM - detto anche slicer - con cui si prepara il file alla stampa 3D; e il client, con cui si comanda la stampante 3D. Cura slicer fa parte della seconda categoria, Cura slicer, il software di slicing più conosciuto Cura è, probabilmente, il software di slicing più utilizzato. Si tratta di un software open source, prodotto da Ultimaker, e viene costantemente aggiornato in modo da poter stare al passo con la grande quantità di richieste che arrivano dai maker di tutto il mondo. La funzione di Cura è quella di convertire in linguaggio macchina il modello 3D elaborato, insieme a tutti i parametri di stampa impostati. Per "parametri di stampa" si intendono le vere e proprie impostazioni con cui il pezzo verrà prodotto - ad esempio la temperatura di estrusione, la velocità dei movimenti, l'altezza dei layer, ecc. Una volta terminata la fase di slicing, Cura ci permetterà di esportare un file di lavoro in formato gcode. Il gcode non è altro che un file di testo contenente tutti i comandi, scritti in linguaggio macchina, che la stampante dovrà eseguire. Il gcode esportato da Cura non differisce da quello utilizzato per le macchine a controllo numerico. Di seguito andremo a vedere insieme quelle che sono le caratteristiche principali di questo software, insieme ai parametri che è necessario conoscere per poter effettuare lo slicing. Cura slicer - L'interfaccia grafica L'interfaccia grafica di Cura è diventata nel corso degli anni sempre più pulita e minimale, migliorando notevolmente la parte di user experience. Nella parte superiore della schermata troviamo il menu di controllo del software, attraverso il quale è possibile inserire modelli 3D, esportare file gcode, modificare i modelli 3D importati, cambiare la tipologia di vista e la posizione della camera, installare plugin esterni e cambiare le proprie preferenze/impostazioni. La maggior parte della schermata è invece occupata dall'ambiente 3D dentro al quale vengono visualizzati i modelli. La griglia che viene riprodotta sul piano di stampa suddivide la superficie di stampa in quadrati di 10 x 10 mm, utile per avere un paragone dimensionale immediato coi modelli caricati. Sulla destra, invece, notiamo una colonna che riporta alla nostra attenzione tutta una serie di opzioni. All'interno di questa colonna sono contenute tutte le impostazioni che è possibile scegliere per produrre l'oggetto. Una volta selezionati, nella parte superiore a destra, la stampante 3D con cui si intende effettuare lo slicing e il materiale utilizzato, è possibile andare a modificare i parametri di stampa. I parametri di stampa possono essere cambiati seguendo due modalità diverse: quelle "Raccomandate" e quelle "Custom". Cura slicer - Parametri in modalità raccomandata Le impostazioni "Raccomandate" non sono altro che i parametri minimi e indispensabili da impostare per effettuare lo slicing. Tra questi troviamo la Layer Height - altezza del layer - e la Print Speed - velocità di stampa - che vengono modificate in relazione tra loro: più i layer sono alti, più si stampa veloce e, viceversa, più i layer sono bassi, più si stampa a velocità ridotte. Successivamente troviamo l'Infill, col quale si va a decidere in percentuale quanto dovrà essere riempito il nostro modello. Questo parametro può modificare notevolmente la qualità dell'oggetto finito, oltre che la sua resistenza meccanica. In genere, per un modello che non deve avere capacità meccaniche, un Infill impostato al 15-25% è più che sufficiente per ottenere un buon risultato. Di seguito, possiamo decidere se far generare a Cura i supporti - Generate Support - per sostenere le parti a sbalzo del modello e se migliorare l'adesione al piano di stampa - Build Plate Adhesion - espandendo il primo layer dell'oggetto. Se si decide di usare le impostazioni raccomandate, la procedura di slicing è conclusa. Ora possiamo vedere, un basso a destra, una previsione del tempo di stampa e, cliccando sul tasto "Save to File", esportare il file gcode da caricare dentro la stampante 3D. In caso, invece, avessimo deciso di vedere le impostazioni Custom, questo è quello che vedremo sullo schermo. Cliccando su impostazioni Custom, ci vengono proposte tutta una serie di categorie all'interno delle quali sono raggruppati i parametri di stampa - quality, shell, infill, material, speed, cooling, support, build plate adhesion, special modes. Andando col mouse su una di queste ed espandendo il menu a tendina, potremo visualizzare e modificare i parametri avanzati di Cura. Proseguendo con questa modalità di slicing, avremo possibilità di personalizzare ogni singolo parametro, ottenendo un file di stampa ottimizzato secondo le nostre necessità. Inoltre, cliccando sull'icona a forma di ingranaggio che viene fuori quando ci si posiziona col mouse sui menu, è possibile selezionare e deselezionare i parametri visibili nei vari menu a tendina. Cura slicer - Parametri di base in modalità Custom Quality Con questi parametri si agisce sulla qualità di stampa. Layer Height: corrisponde all'altezza dei layer con cui il modello verrà prodotto. Questo parametro influisce in modo importante sulla qualità e sul tempo di stampa (layer alti, processo di stampa più corto; layer bassi, processo di stampa più lungo).Initial Layer Height: è l'altezza del primo layer del nostro modello. In base al materiale utilizzato e alla Layer Height generica, può essere utile aumentarla o diminuirla per garantire una migliore adesione del pezzo al piano, o per evitare che l'ugello non riesca a estrudere materiale.Line Width: è la larghezza che dovrà avere ogni linea di materiale estruso dall'ugello. In base al flow o alle specifiche necessità, è possibile aumentarla o diminuirla leggermente. Shell Questi parametri vanno a modificare le superfici esterne del modello. Wall Thickness: spessore delle pareti del modello. E' buona norma impostare questo parametro con un numero che sia multiplo del diametro dell'ugello montato. Se montate un ugello da 0.4 mm e impostate questo parametro a 0.8, il modello verrà prodotto facendo due strati concentrici su tutti i perimetri.Top/Bottom Thickness: spessore delle chiusure superiori e inferiori. E' buona norma impostare questo parametro come multiplo della Layer Height. La top/bottom thickness dovrà essere almeno 2-4 la Layer Height per ottenere un buon risultato di chiusura. Infill Questi parametri vanno a modificare il riempimento interno del modello. Fill Density: parametro che definisce, in percentuale, quanto dovrà essere riempito il modello. Se il pezzo non richiede particolare resistenza meccanica, un valore 15-25 % è più che sufficiente. Inoltre, ricordate che più riempite il modello, più ci vorrà tempo per produrlo.Infill pattern: è la geometria con cui viene prodotto l'infill. Può essere scelta in base alle geometrie del modello o in base alle necessità del momento. L'impostazione Grid è la più comune. Material Qui è possibile scegliere le modalità con cui il materiale verrà estruso. Printing Temeprature: temperatura di estrusione del materiale. Queste sono le temperature per i materiali più comuni: 180-210 °C per il PLA, 220-250 °C per ABS, 230-260 °C per il Nylon. Ricordate che molto dipende dal materiale e dalla vostra stampante 3D. Verificate sempre quale sia la temperatura più idonea nel vostro caso specifico.Diameter: diametro del filamento. E' una caratteristica della stampante 3D e dipende da come è stata progettata dalla casa madre. I fili hanno due standard: 1.75 mm e 2.85 mm.Flow: corrisponde alla quantità di materiale estruso a parità di lunghezza del filamento.Enable Retraction: spuntando questa casella si attiva la ritrazione del filo. Quando la macchina farà dei passaggi in cui non deve estrudere materiale, tirerà indietro il filo così da evitare fuoriuscite inaspettate.Retraction Distance: lunghezza pari alla quale verrà tirato indietro il filamento. Per estrusori diretti si consigliano 4-5 mm, per estrusori Bowden si consigliano 8-16 mm.Retraction Speed: velocità con cui viene ritirato il filamento. Speed Qui andiamo a impostare la velocità dei movimenti della stampante 3D. Print Speed: velocità di stampa. Sulle stampanti che non sono dotate di particolari elettroniche o meccaniche, di norma si utilizzano valori compresi tra i 30 e i 60 mm/s. Altre macchine, progettate in modo diverso, possono raggiungere o superare i 120 mm/s.Travel Speed: velocità con cui vengono effettuati gli spostamenti dove l'estrusore non deve estrudere materiale. In genere si imposta sui 100-150 mm/s. Cooling Raffreddamento del pezzo in stampa. Enable Print Cooling: spuntando la casella le ventole del blocco estrusore si attiveranno da inizio a fine stampa. A meno che non si usino materiali specifici, le ventole aiutano a raffreddare i layer prima che l'estrusore torni a depositarci sopra del materiale. Support Qui si decide se utilizzare i supporti per tutte le parti a sbalzo del modello. Generate Support: spuntando la casella, Cura elaborerà in modo automatico le geometrie dei supporti.Support Overhang Angle: è l'angolo oltre il quale i supporti andranno a sostenere l'oggetto. Per approfondire, lascio qui il link alla guida all'uso dei supporti di Cura. Build Plate Adhesion Parametri di adesione al piano di stampa. Build Plate Adhesion Type: impostando su "Brim", il primo layer del modello verrà esteso, aumentando la superficie di adesione al piano di stampa; impostando "Raft" si creerà uno strato composto da un numero di minimo 2 layer, sui quali verrà poi stampato l'oggetto. Tra il Raft e il modello viene lasciato un piccolo Airgap per favorirne la rimozione. Per approfodnire, qui la guida ai parametri per l'adesione al piano. Special Modes Modalità speciali di stampa. Al momento evitiamo di fare confusione e saltiamo questo gruppo di parametri. Se volete approfondire ulteriormente le definizioni dei vari parametri, vi rimando a questo guida: Velocità o qualità? I parametri di stampa corretti per ottenere i risultati migliori. Cura slicer - Conclusione Una volta eseguiti i passaggi come descritti sopra, sarete quindi in grado di avviare il processo di stampa senza troppi problemi. Sicuramente, è necessario ricordare che non è possibile usare gli stessi parametri per oggetti diversi; è sempre bene andare a verificare che i parametri impostati combacino coi risultati che si vogliono ottenere e che non vadano in conflitto che le caratteristiche dei modelli da stampare. In caso ci sia qualche parametro sballato, Cura provvederà a segnalarvelo. Se avete ulteriori dubbi o problemi da risolvere, la nostra community sarà felice di aiutarvi. Non dimenticate di iscrivervi al forum! A questo link potete scaricare Cura slicer. guida aggiornata al 27.06.2018 / versione 3.4.0 di Cura -
Back from Exposanità..!
Alessandro Tassinari ha risposto a Leonardo Barbarini nella discussione Off-Topic
Grandissimo Leo! Siete stati dei compagni d'avventura a dir poco fantastici. Ci rivedremo prestissimo, questo è certo > -
stampanti di tipo delta
una discussione ha risposto a Alessandro Tassinari in Problemi generici o di qualità di stampa
Ciao! Sarò sincero... io rimango IPNOTIZZATO dal movimento delle braccia e dell'estrusore. Lo adoro. L'impressione che mi da è che il movimento sia più articolato rispetto quello che si vede normalmente, quindi credo possa dare maggiori problemi durante la stampa. Ovviamente questa è solo una mia impressione, non ho mai avuto modo di stampare con questa tipologia di stampanti. Lascio qui sotto il link a WASP, azienda italiana che produce ben 3 modelli di stampanti 3D delta molto interessanti: www.wasproject.it/ -
Software Stampanti 3D
Alessandro Tassinari ha risposto a LucaMar nella discussione Software di slicing, firmware e GCode
Ciao Luca! I software necessari per modellare e in seguito stampare un oggetto in 3D posso essere suddivisi in due gruppi: - software di modellazione 3D; - software di conversione nel formato di stampa e lancio stampa. I software di modellazione sono diversi e possono essere sia a pagamento che gratuiti. Ti segnalo Google SketchUp (gratuito e facilissimo da usare), Blender, 3D Studio Max (professionale ed estremamente preciso), Rhino e Tinkercad. Esistono poi programmi che ti permettono di "scolpire" un oggetto, come ZBrush e Sculptris. Il risultato finale sarà la stesso, ma cambia il modo con cui arrivi alla definizione dell'oggetto da stampare. I software di conversione servono per convertire il file modellato in 3D in un file che contenga le istruzioni necessarie alla stampante per capire cosa deve stampare e come farlo. Il formato di quest'ultimo file è il g-code. Tra i software più usati trovi Slic3r, Cura e Replicator G. Ovviamente esistono tantissimi altri software, il discorso sarebbe infinito. In generale, io preferisco i software gratuiti, i quali risultano meno professionali ma estremamente versatili. Per quanto riguarda la preparazione necessaria, il mio parere è che sia sufficiente la buona volontà. Io ho imparato a usare 3D Studio Max attraverso dei tutorial online e molta pazienza. Google SketchUp, invece, è estremamente intuitivo (e gratis!). -
 Alcuni di voi sapranno rispondere, tanti altri invece leggeranno questo articolo per schiarirsi le idee. Sappiamo che il nome FabLab deriva dall'abbreviazione di "Fabrication Laboratory" e che sono luoghi luoghi d'incontro per i maker. Ma la domanda in questione è: cosa si fa (veramente) in un FabLab? Tanto per iniziare, possiamo dire che i FabLab sono laboratori incentrati sull'autoproduzione. Sono frequentati da artigiani 2.0, i così detti "maker", ossia coloro che, utilizzando le ultime tecnologie a disposizione, producono oggetti di diverso tipo. I macchinari utilizzati sono molteplici: stampanti 3D, lasercut, frese, ecc. Tutte queste macchine sono da intendersi abbastanza limitate nelle loro capacità, non aspettatevi di trovare macchinari usati nelle fabbriche all'interno di un FabLab. Allo stesso tempo, troverete gli strumenti e i materiali più comuni, esattamente come quelli che usava vostro nonno la domenica mattina in garage quando aggiustava il tavolino in legno. I FabLab sono "open-source". Tutto quello che avviene all'interno di un FabLab viene condiviso e reso accessibile a tutti i partecipanti. Ovviamente, questo approccio deve essere visto come un punto a favore della condivisione delle idee: se non parlate con qualcuno di quello che volete fare rimarrete sempre allo stesso punto. I FabLab pensano prima ai progetti piuttosto che ai prodotti veri e propri! I FabLab sono luoghi d'incontro per socializzare, imparare e scambiarsi idee. Vedeteli come un luogo in cui potrete allenare il cervello, una specie di laboratorio didattico in cui le cose che pensate possono diventare realtà. Innovazione, creazione e divertimento. Ecco cosa accade dentro un FabLab!
Alcuni di voi sapranno rispondere, tanti altri invece leggeranno questo articolo per schiarirsi le idee. Sappiamo che il nome FabLab deriva dall'abbreviazione di "Fabrication Laboratory" e che sono luoghi luoghi d'incontro per i maker. Ma la domanda in questione è: cosa si fa (veramente) in un FabLab? Tanto per iniziare, possiamo dire che i FabLab sono laboratori incentrati sull'autoproduzione. Sono frequentati da artigiani 2.0, i così detti "maker", ossia coloro che, utilizzando le ultime tecnologie a disposizione, producono oggetti di diverso tipo. I macchinari utilizzati sono molteplici: stampanti 3D, lasercut, frese, ecc. Tutte queste macchine sono da intendersi abbastanza limitate nelle loro capacità, non aspettatevi di trovare macchinari usati nelle fabbriche all'interno di un FabLab. Allo stesso tempo, troverete gli strumenti e i materiali più comuni, esattamente come quelli che usava vostro nonno la domenica mattina in garage quando aggiustava il tavolino in legno. I FabLab sono "open-source". Tutto quello che avviene all'interno di un FabLab viene condiviso e reso accessibile a tutti i partecipanti. Ovviamente, questo approccio deve essere visto come un punto a favore della condivisione delle idee: se non parlate con qualcuno di quello che volete fare rimarrete sempre allo stesso punto. I FabLab pensano prima ai progetti piuttosto che ai prodotti veri e propri! I FabLab sono luoghi d'incontro per socializzare, imparare e scambiarsi idee. Vedeteli come un luogo in cui potrete allenare il cervello, una specie di laboratorio didattico in cui le cose che pensate possono diventare realtà. Innovazione, creazione e divertimento. Ecco cosa accade dentro un FabLab! -
Quoto Free Maker! Anche se mi piacerebbe fare una distinzione tra architettura ed edilizia. L'architettura comporta qualità e salubrità che spesso nell'edilizia (più economica) non sono assicurate. Per intenderci, questo è anche il motivo per cui l'architetto costa di più di un geometra. Credo che in architettura il fattore manuale classico rimarrà lo stesso di oggi per molto tempo. Questo non significa che la stampa 3D non sarà sfruttata per abbassare i costi in alcune fasi di costruzione
-
Stampanti 3D e Medicina
Alessandro Tassinari ha risposto a Sam_08 nella discussione Problemi generici o di qualità di stampa
Ciao Sam! La tecnologia della stampa 3D sta prendendo sempre più piede nel settore medico, sia per quanto riguarda studi di veri e propri organi umani (la pratica è definita "BioPrinting"), sia per quanto riguarda vere e proprie operazioni chirurgiche. Per quanto riguarda il campo medico-assistenziale devi sapere che sono state stampate diverse protesi per risolvere problemi di malformazioni genetiche, o semplicemente per semplificare la vita a disabili. Alcuni esempi reali? Una ragazza svedese sembrava obbligata a passare l'intera vita su una sedia a rotelle a causa di un difetto congenito. Grazie ad una protesi stampata su misura in 3D e mesi di riabilitazione, la ragazza può camminare autonomamente e senza stampelle. (Qui un video esplicativo) Altro esempio: sciatrice dilettante, rimasta paralizzata dalla vita in giù. In questo caso è stato creato un esoscheletro robotico realizzato con la tecnologia della stampa 3D. ( )Terzo esempio: mani robotiche stampate in 3D. Di questi progetti ce ne sono diversi. In particolare colpisce il riscontro economico: se è necessario preparare una protesi (ad esempio una mano) per un bambino, quando crescerà sarà possibile stampare in 3D in modo veloce ed estremamente economico una nuova protesi, risolvendo eventuali problemi economici alla famiglia del bambino. Queste sono solo alcune delle possibili applicazioni della stampa 3D nel settore medico-assistenziale -
FabLab e laboratori a Milano
Alessandro Tassinari ha risposto a Ociz nella discussione Off-Topic in generale
Buonasera Free Maker! Io personalmente non sono di Milano, quindi non so dirti quali servizi offrano i lab in città. Conosco per sentito dire due laboratori: il FabLab Milano e il laboratorio +Lab, interno al Politecnico, in cui i ragazzi di chimica sperimentano diversi materiali. Più di questo non so dirti -
Disponibili in Italia stampanti e scanner 3D Makerbot
Alessandro Tassinari ha pubblicato una discussione in Problemi generici o di qualità di stampa
Notizia di poche ora fa: sono disponibili in Italia le stampanti e gli scanner 3D Makerbot presso il distributore ufficiale Pico.it. Per tutti i prodotti Pico mette a disposizione un supporto pre e post vendita grazie alla partnership con Energy Group, e organizza corsi di formazione per i rivenditori. Fonte -
Digitalizzare oggetti in 3D? MakerBot pensa anche a quello! Makerbot Digitizer Desktop 3D è uno scanner portatile che costa 900 euro ed è in grado di creare modelli di dimensione fino a 20,3 x 20,3 cm (diametro x altezza). Vostro a 900€ (1098 euro IVA inclusa). Potete acquistarlo su Pico!
-
Consiglio Kentstrapper MendelMax
Alessandro Tassinari ha risposto a Gio design nella discussione La mia prima stampante 3D
Buongiorno ragazzi. Conosco delle persone che la stanno usando e che hanno riscontrato qualche problema al momento dell'estrusione. Sembra che una parte del materiale non venga estruso a dovere. Non so dirvi però se il problema è della stampante, quindi proprio del modello, o se si tratta di un problema di questa stampante specifica. Escluderei l'incompetenza degli utilizzatori dalle possibili cause, i ragazzi che la usano sono veramente svegli! Se ho delle novità vi informo! -
Vero, in parte! A dicembre 2012 era disponibile nei database della MakerBot un file per stampare i pezzi base di una pistola. Il file è stato poi cancellato. Il comunicato ufficiale della Makerbot diceva che l'azienda non ha intenzione di “collect, upload, transmit, display, or distribute any user content that… promotes illegal activities or contributes to the creation of weapons, illegal materials or is otherwise objectionable”. Quindi sì, è possibile stampare in 3D i pezzi di una pistola. Questo però non significa che sia funzionante, ma credo che una mente abbastanza abile possa riuscire a costruirla. Hanno descritto la situazione a questo link
-
Credete che le stampanti 3D non possano fallire? E invece...
Alessandro Tassinari ha pubblicato una discussione in Off-Topic
... e invece, ecco cosa succede quando i nostri amati macchinari vanno in tilt! 3D printing FAILS. http://thecreatorsproject.vice.com/blog ... ting-fails -
Produrre bioplastica in casa per la propria stampante 3D
Alessandro Tassinari ha risposto a Giulio Parrini nella discussione Materiali di stampa
Ciao Giulio! Sinceramente non ho mai pensato a produrre la bioplastica in casa apposta per stampare in 3D, anche se conosco le varie metodologie che si trovano sul web ed ho avuto qualche esperienza (ho provato a farla diverse volte). Credo che la plastica che normalmente viene prodotta in casa non abbia le proprietà adatte per essere usata per la stampa. Ci vuole esperienza e, soprattutto, bisogna saperla fare! Io ho dovuto fare diversi tentativi per raggiungere la consistenza che cercavo, che però non era legata alla stampa 3D. Le prime volte che l'ho fatta si è degradata all'aria in 5 giorni... capisci che la cosa potrebbe dare diversi problemi. Comunque puoi provare, magari trovi la combinazione giusta e riesci a illuminarci tutti PS. Un consiglio: se ti appoggi ad un FabLab, il tutto dovrebbe essere più semplice, sia per la reperibilità dei materiali e degli strumenti, sia per la condivisione delle conoscenze. -
Prima tappa di 3DPrint Hub (27-29 marzo - Parma)
Alessandro Tassinari ha pubblicato una discussione in Eventi e fiere
Tenetevi liberi il prossimo weekend! 3DPrint Hub sbarca a Parma in occasione della MECSPE, la fiera delle tecnologie innovative per l'industria manifatturiera. Ingresso gratuito con accredito online. Qui il link all'evento: http://3dprinthub.it/parma2014/ -
Workshop: led e sensori con Arduino
Alessandro Tassinari ha pubblicato una discussione in Corsi, concorsi, workshop
Riporto l'articolo che ho trovato a questo link: http://roma.startupitalia.eu/14201/ecos ... -22-marzo/ Credo sia molto interessante per tutti! "Dalle 16 alle 19 in via Frediani 50 al FabLab Roma Makers workshop dedicato allo sviluppo di sistemi luminosi interattivi utilizzando led rgb, sensori di prossimità e un controller Arduino. I partecipanti realizzeranno una piccola lampada che impareranno a programmare secondo le loro esigenze ed idee. È necessario partecipare con un pc ed una scheda Arduino. Per iscriversi inviare una mail a info@romamakers.org." -
Problema PLA con Kentstrapper Volta
Alessandro Tassinari ha risposto a Ociz nella discussione Materiali di stampa
Credo che potresti risolvere il problema diminuendo lo spessore del pezzo, anche se non so se ti sarà possibile! In questo modo la materia che "tira" è meno, quindi si dovrebbero evitare piegamenti. In alternativa si potrebbe provare con un PLA più costoso o con l'ABS, ma non sono certo dei risultati. Come dice AMaker, forse la soluzione più semplice è di provare a stampare con temperature diverse... fai qualche prova e facci sapere
