Alessandro Tassinari
-
Numero contenuti
1.546 -
Iscritto
-
Ultima visita
-
Giorni Vinti
37
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Alessandro Tassinari
-

Supporti per la stampa 3D: stampare oggetti con parti a sbalzo
Alessandro Tassinari ha pubblicato una discussione in Notizie sulla stampa 3D
View full post -
Supporti per la stampa 3D: stampare oggetti con parti a sbalzo
Alessandro Tassinari ha pubblicato un articolo in Guide
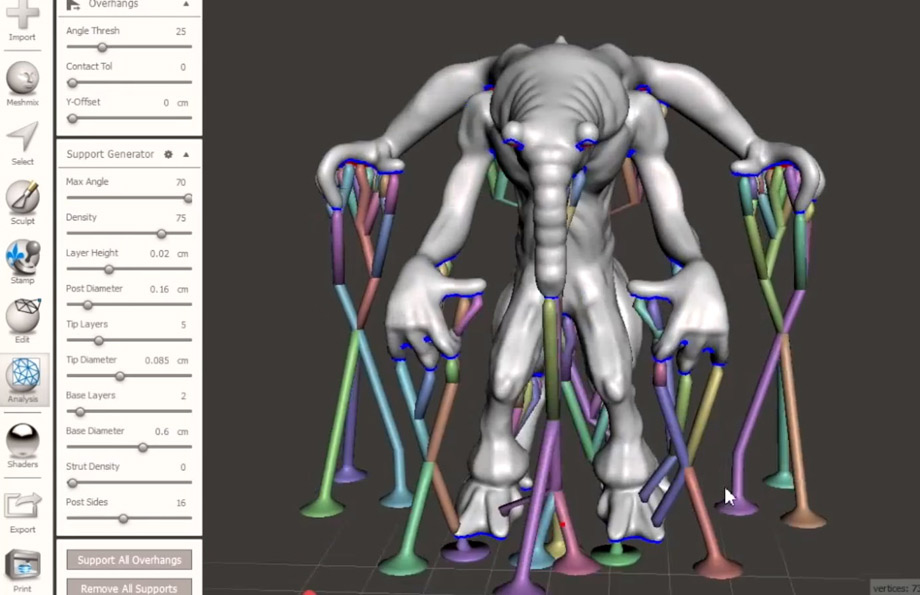 Nella realizzazione di un oggetto stampato in 3D particolarmente complesso, i supporti sono fondamentali. Dopo che si assume un po' di esperienza con la stampa 3D, una domanda sorge spontanea: Considerando che le stampanti 3D FDM depositano il materiale a strati muovendosi in verticale, com'è possibile stampare un oggetto avente parti aggettanti che NON hanno materiale al di sotto su cui appoggiarsi? Mistero della fisica? Nient'affatto! Il tutto è risolvibile mediante dei supporti removibili a fine stampa, generati in automatico dal software di slicing. In questa guida ti spiego nel dettaglio cosa sono i supporti e come utilizzarli grazie a un esempio pratico stampato direttamente da noi! In questa guida: > Cosa sono i supporti > Materiali idrosolubili per i supporti > Supporti e slicer > Esempio pratico di uso dei supporti Cosa sono i supporti I supporti sono strutture che vengono generate dal software slicer quando l'oggetto da stampare presenta delle superfici inclinate, dei ponti, degli sbalzi o degli aggetti. La funzione delle strutture di supporto è quella di sostenere queste parti del modello durante la stampa, evitando il collasso delle superfici a causa della forza di gravità, che farebbe colare il materiale. Tali supporti possono essere rimossi a mano oppure, nei casi in cui si disponga di una stampante 3D con doppio estrusore, possono essere realizzati estrudendo un materiale diverso da quello principale e che, a contatto con una determinata soluzione liquida, si dissolve. In genere, nel software slicer è possibile attivare o disattivare la generazione automatica dei supporti. Se attivata, viene abilitata la possibilità di modificare i parametri che ne gestiscono la realizzazione, come ad esempio la geometria, la densità, lo spessore o la velocità di stampa. Torna all'Indice Materiali idrosolubili per i supporti Tra i materiali di stampa più indicati per la realizzazione dei supporti troviamo al primo posto il PVA. Il PVA - alcol polivinilico - è un composto chimico biodegradabile, non tossico e solubile in acqua, non necessariamente calda. Grazie a questa proprietà, il PVA è impiegato spesso come materiale di supporto per oggetti di ABS, PLA o PETG, materiali con cui lega bene. Un materiale idrosolubile alternativo al PVA è l'HIPS, il quale si dissolve nel Limonene ed ha un costo inferiore al PVA. Inutile dire che il PVA è molto apprezzato grazie al fatto che dissolve in semplice acqua, evitando ai consumatori la movimentazione di composti chimici. Nella nostra guida pratica ci focalizzeremo sull'impiego e la rimozione dei supporti realizzati con lo stesso materiale dell'oggetto da produrre. Come modello da realizzare, abbiamo scelto una statuetta in scala del Cristo Redentor di Rio de Janeiro (eh si, abbiamo voglia di caldo e mare!). Come puoi vedere dall'immagine sottostante, la figura ha un corpo centrale e presenta le braccia aperte fortemente aggettanti. Sarà proprio sotto le braccia che andremo a realizzare i supporti. Torna all'Indice Supporti e slicer I programmi di slicing offrono la possibilità di scegliere se posizionare o meno un supporto a sostegno delle parti sporgenti del modello 3D. Inoltre, è possibile impostare, a seconda delle proprie esigenze, un angolo di sbalzo massimo superato il quale verrà generato il supporto (solitamente, il limite è impostato generalmente a 60°). In funzione dello slicer che si sceglie, potrebbero esserci delle variazioni nel volume del materiale di supporto. Se, per esempio, consideriamo lo slicer Simplify3D, si potrà ottenere un supporto ottimizzato. Ciò comporta un risparmio di materiale, una riduzione dei punti di contatto con il modello da stampare e una maggiore facilità di rimozione. Un'altro software molto utilizzato è Meshmixer il quale ottimizza i supporti e minimizza l'apporto di materiale. L'ottimizzazione dei supporti è un aspetto non trascurabile nella stampa 3D FDM, tant'è vero che nel tempo sono stati implementati diversi algoritmi per la creazione di supporti "intelligenti". In questa guida abbiamo adoperato lo slicer opensurce Cura e l'oggetto è stato stampato con una Printerbot Simple. Torna all'Indice Esempio pratico di uso dei supporti Dopo aver caricato l'oggetto nello slicer e impostato i parametri relativi alla qualità di stampa, al riempimento ed alla velocità e temperatura di estrusione, abbiamo tre possibilità di scelta relative al tipo di supporto: attivarli ovunque; posizionarli in modo che il supporto si innalzi solo dal piatto di base; non attivarli. L'opzione va impostata dalla tendina evidenziata in turchese nell'immagine in alto e, una volta scelta l'impostazione che fa per noi, il volume del supporto sarà creato automaticamente dal programma. Generato il G-code, la stampante sarà in grado di riconoscere il supporto e di conseguenza lo tratterà in maniera diversa rispetto all'oggetto. Il supporto corrisponde al volume azzurro che si vede sempre nell'immagine in alto. In questo caso l'opzione selezionata è "Touching buildplate", ovvero il supporto si innalza solo dal piatto di base, fino alle parti aggettanti. Nell'immagine in basso, invece, abbiamo selezionato l'opzione "Everywhere". Come puoi notare, il software genera i supporti anche sotto al mento del nostro modello, appoggiandoli direttamente sul petto della figura. Un dettaglio non da poco in quanto i supporti sotto al mento potrebbero rovinare la superficie del modello. In funzione dell'oggetto che si stampa è possibile scegliere, volta per volta, se adoperare o meno i supporti. Nel nostro caso di esempio, l'uso è strettamente necessario, ma avremmo potuto optare, quasi indifferentemente, sia per l'opzione "Everywhere" mettendoli ovunque, che per l'opzione "Touching buildplate" facendoli partire solo dal piatto di base. Per la nostra stampa abbiamo scelto la seconda opzione anche se, a livello teorico sarebbe stata più corretta la prima. Siccome l'oggetto è molto piccolo abbiamo ritenuto opportuno usare l'opzione "Touching buildplate" poichè, secondo noi, la stampante avrebbe gestito discretamente il piccolo sbalzo sotto al mento, come infatti ha fatto. Le immagini seguenti mostrano l'oggetto con i supporti ancora attaccati e lo stesso oggetto dopo la rimozione dei sostegni. Si può notare come il supporto sia dotato di un riempimento inferiore rispetto all'oggetto, per evitare spreco di materiale e per agevolare la rimozione manuale. Per puro divertimento abbiamo provato anche a non mettere affatto il supporto ed a stampare comunque loggetto, in modo tale da mostrare le conseguenze di tale scelta. Il risultato è stato che la stampa non è andata a buon fine e le immagini sottostanti lo dimostrano. Se hai ancora dubbi o curiosità in merito oppure se hai fatto esperimenti e vuoi condividerli con il network di stampa3d-forum, non esitate a scrivere sul forum! Torna all'Indice
Nella realizzazione di un oggetto stampato in 3D particolarmente complesso, i supporti sono fondamentali. Dopo che si assume un po' di esperienza con la stampa 3D, una domanda sorge spontanea: Considerando che le stampanti 3D FDM depositano il materiale a strati muovendosi in verticale, com'è possibile stampare un oggetto avente parti aggettanti che NON hanno materiale al di sotto su cui appoggiarsi? Mistero della fisica? Nient'affatto! Il tutto è risolvibile mediante dei supporti removibili a fine stampa, generati in automatico dal software di slicing. In questa guida ti spiego nel dettaglio cosa sono i supporti e come utilizzarli grazie a un esempio pratico stampato direttamente da noi! In questa guida: > Cosa sono i supporti > Materiali idrosolubili per i supporti > Supporti e slicer > Esempio pratico di uso dei supporti Cosa sono i supporti I supporti sono strutture che vengono generate dal software slicer quando l'oggetto da stampare presenta delle superfici inclinate, dei ponti, degli sbalzi o degli aggetti. La funzione delle strutture di supporto è quella di sostenere queste parti del modello durante la stampa, evitando il collasso delle superfici a causa della forza di gravità, che farebbe colare il materiale. Tali supporti possono essere rimossi a mano oppure, nei casi in cui si disponga di una stampante 3D con doppio estrusore, possono essere realizzati estrudendo un materiale diverso da quello principale e che, a contatto con una determinata soluzione liquida, si dissolve. In genere, nel software slicer è possibile attivare o disattivare la generazione automatica dei supporti. Se attivata, viene abilitata la possibilità di modificare i parametri che ne gestiscono la realizzazione, come ad esempio la geometria, la densità, lo spessore o la velocità di stampa. Torna all'Indice Materiali idrosolubili per i supporti Tra i materiali di stampa più indicati per la realizzazione dei supporti troviamo al primo posto il PVA. Il PVA - alcol polivinilico - è un composto chimico biodegradabile, non tossico e solubile in acqua, non necessariamente calda. Grazie a questa proprietà, il PVA è impiegato spesso come materiale di supporto per oggetti di ABS, PLA o PETG, materiali con cui lega bene. Un materiale idrosolubile alternativo al PVA è l'HIPS, il quale si dissolve nel Limonene ed ha un costo inferiore al PVA. Inutile dire che il PVA è molto apprezzato grazie al fatto che dissolve in semplice acqua, evitando ai consumatori la movimentazione di composti chimici. Nella nostra guida pratica ci focalizzeremo sull'impiego e la rimozione dei supporti realizzati con lo stesso materiale dell'oggetto da produrre. Come modello da realizzare, abbiamo scelto una statuetta in scala del Cristo Redentor di Rio de Janeiro (eh si, abbiamo voglia di caldo e mare!). Come puoi vedere dall'immagine sottostante, la figura ha un corpo centrale e presenta le braccia aperte fortemente aggettanti. Sarà proprio sotto le braccia che andremo a realizzare i supporti. Torna all'Indice Supporti e slicer I programmi di slicing offrono la possibilità di scegliere se posizionare o meno un supporto a sostegno delle parti sporgenti del modello 3D. Inoltre, è possibile impostare, a seconda delle proprie esigenze, un angolo di sbalzo massimo superato il quale verrà generato il supporto (solitamente, il limite è impostato generalmente a 60°). In funzione dello slicer che si sceglie, potrebbero esserci delle variazioni nel volume del materiale di supporto. Se, per esempio, consideriamo lo slicer Simplify3D, si potrà ottenere un supporto ottimizzato. Ciò comporta un risparmio di materiale, una riduzione dei punti di contatto con il modello da stampare e una maggiore facilità di rimozione. Un'altro software molto utilizzato è Meshmixer il quale ottimizza i supporti e minimizza l'apporto di materiale. L'ottimizzazione dei supporti è un aspetto non trascurabile nella stampa 3D FDM, tant'è vero che nel tempo sono stati implementati diversi algoritmi per la creazione di supporti "intelligenti". In questa guida abbiamo adoperato lo slicer opensurce Cura e l'oggetto è stato stampato con una Printerbot Simple. Torna all'Indice Esempio pratico di uso dei supporti Dopo aver caricato l'oggetto nello slicer e impostato i parametri relativi alla qualità di stampa, al riempimento ed alla velocità e temperatura di estrusione, abbiamo tre possibilità di scelta relative al tipo di supporto: attivarli ovunque; posizionarli in modo che il supporto si innalzi solo dal piatto di base; non attivarli. L'opzione va impostata dalla tendina evidenziata in turchese nell'immagine in alto e, una volta scelta l'impostazione che fa per noi, il volume del supporto sarà creato automaticamente dal programma. Generato il G-code, la stampante sarà in grado di riconoscere il supporto e di conseguenza lo tratterà in maniera diversa rispetto all'oggetto. Il supporto corrisponde al volume azzurro che si vede sempre nell'immagine in alto. In questo caso l'opzione selezionata è "Touching buildplate", ovvero il supporto si innalza solo dal piatto di base, fino alle parti aggettanti. Nell'immagine in basso, invece, abbiamo selezionato l'opzione "Everywhere". Come puoi notare, il software genera i supporti anche sotto al mento del nostro modello, appoggiandoli direttamente sul petto della figura. Un dettaglio non da poco in quanto i supporti sotto al mento potrebbero rovinare la superficie del modello. In funzione dell'oggetto che si stampa è possibile scegliere, volta per volta, se adoperare o meno i supporti. Nel nostro caso di esempio, l'uso è strettamente necessario, ma avremmo potuto optare, quasi indifferentemente, sia per l'opzione "Everywhere" mettendoli ovunque, che per l'opzione "Touching buildplate" facendoli partire solo dal piatto di base. Per la nostra stampa abbiamo scelto la seconda opzione anche se, a livello teorico sarebbe stata più corretta la prima. Siccome l'oggetto è molto piccolo abbiamo ritenuto opportuno usare l'opzione "Touching buildplate" poichè, secondo noi, la stampante avrebbe gestito discretamente il piccolo sbalzo sotto al mento, come infatti ha fatto. Le immagini seguenti mostrano l'oggetto con i supporti ancora attaccati e lo stesso oggetto dopo la rimozione dei sostegni. Si può notare come il supporto sia dotato di un riempimento inferiore rispetto all'oggetto, per evitare spreco di materiale e per agevolare la rimozione manuale. Per puro divertimento abbiamo provato anche a non mettere affatto il supporto ed a stampare comunque loggetto, in modo tale da mostrare le conseguenze di tale scelta. Il risultato è stato che la stampa non è andata a buon fine e le immagini sottostanti lo dimostrano. Se hai ancora dubbi o curiosità in merito oppure se hai fatto esperimenti e vuoi condividerli con il network di stampa3d-forum, non esitate a scrivere sul forum! Torna all'Indice -
Ciao a tutti! Segnalo che a questo link sono disponibili tutte le cose da sapere sul corso di stampa 3D che partirà a inizio dicembre presso FabLab Modena! http://www.fablabmodena.com/corsi/ Per maggiori info potete commentare direttamente questo post!
-
Ciao @Giorgio79 , benvenuto!
-
Stampa 3D per l'architettura e l'edilizia
Alessandro Tassinari ha risposto a Alessandro Tassinari nella discussione Off-Topic
Aggiornamenti tecnologici: materiali a chilometro 0, braccio robotico, wasp http://3dprintingindustry.com/2014/11/24/tridom-3d-printed-affordable-housing/?utm_source=Facebook&utm_medium=social&utm_campaign=3DPI%2BFacebook -
Oh, ciao @Rodrigoson6 , e benvenuto!
-
Yaya 3D printing pen
Alessandro Tassinari ha pubblicato una discussione in Problemi generici o di qualità di stampa
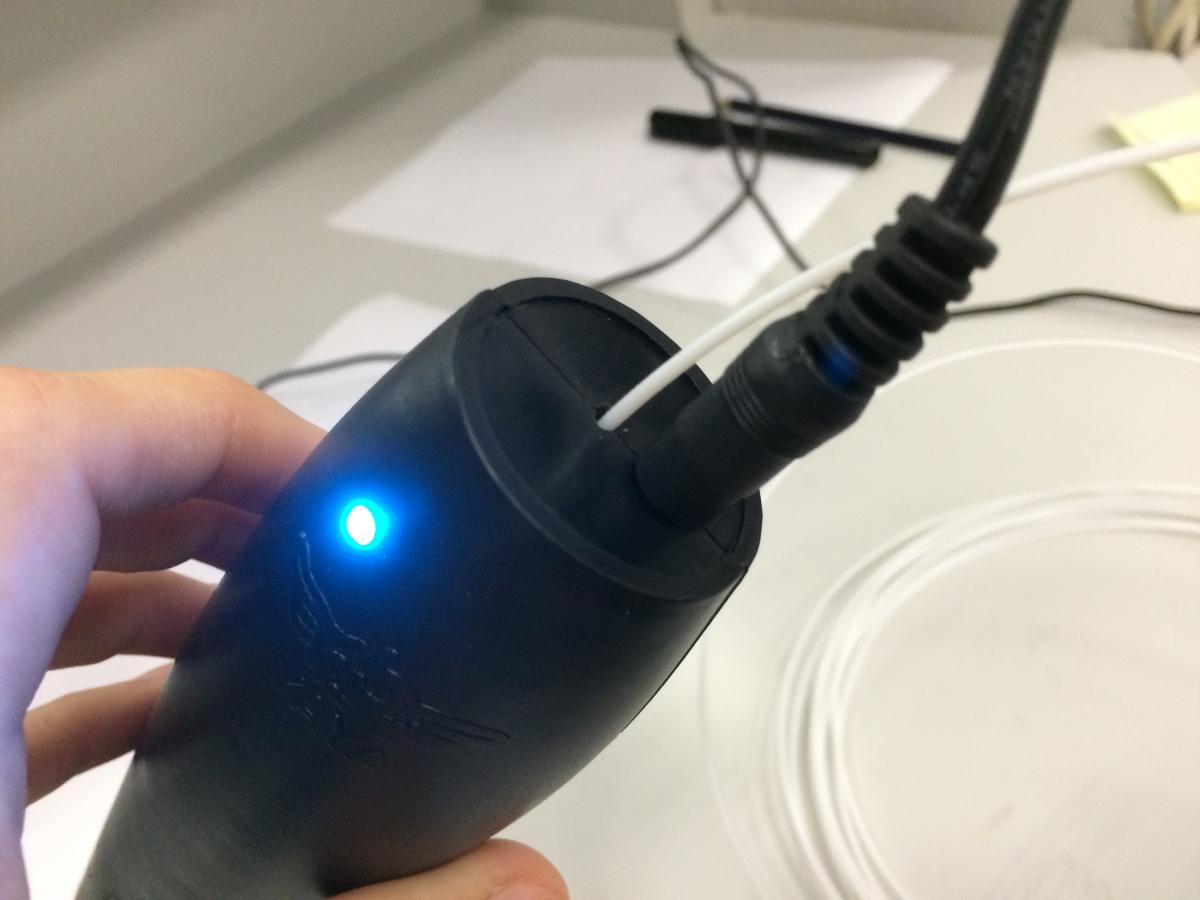
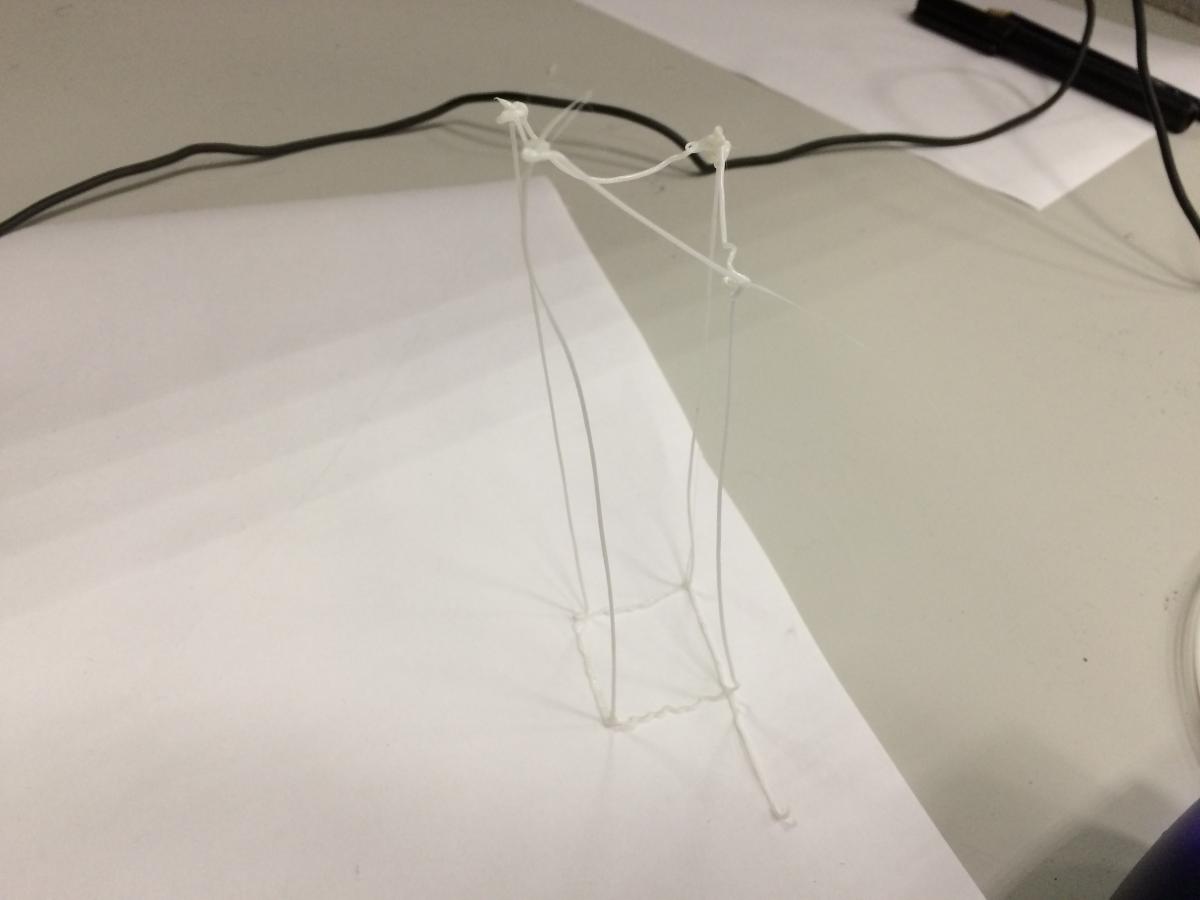
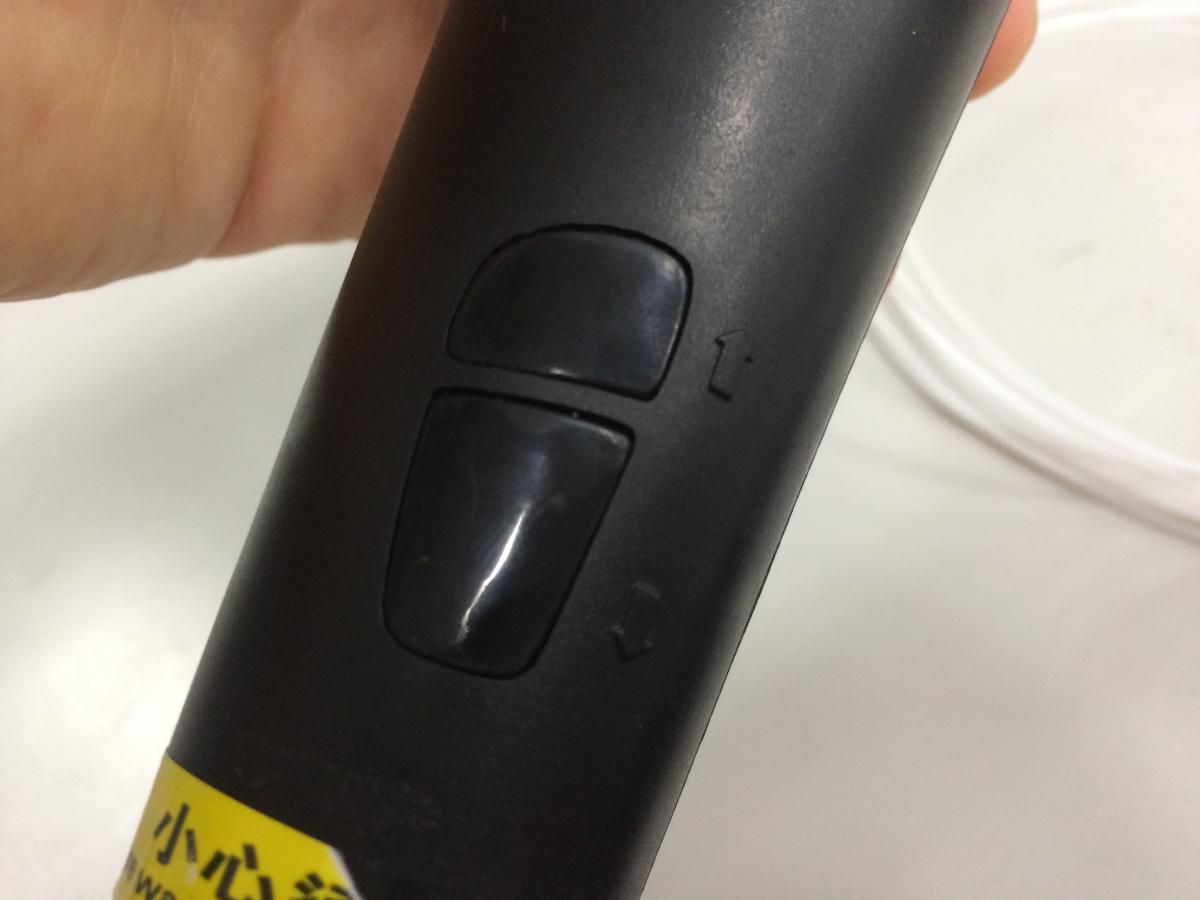
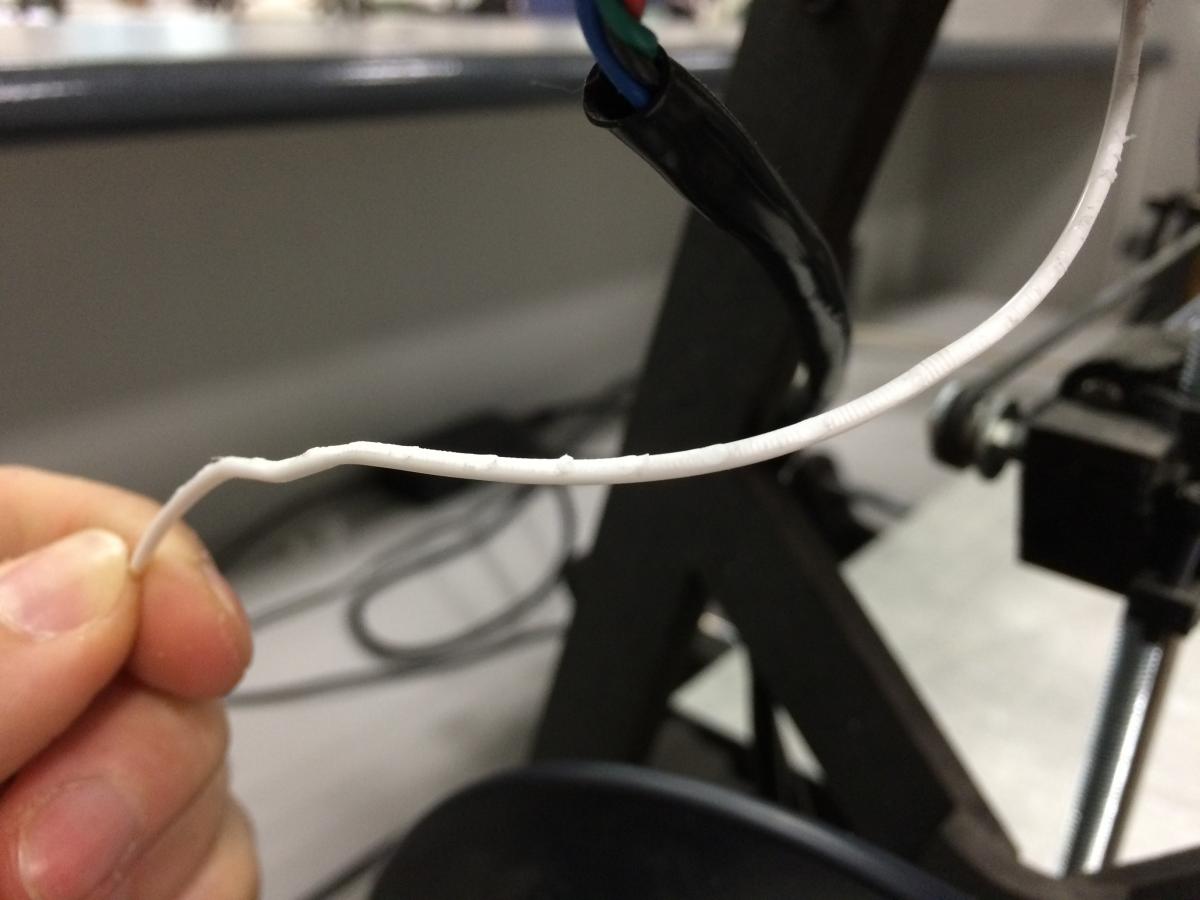
Oggi ho potuto provare per la prima volta una 3D printing pen! La penna è marcata Yaya e viene venduta al prezzo di 120$. E' leggera, molto plasticosa, le dimensioni del corpo sono molto generose e questo rende abbastanza difficile il primo approccio all'utilizzo. Sul corpo si trovano solamente due tasti: uno per estrudere il filamento e uno per ritirare il filamento (retraction). Sicuramente non è difficile capire come funziona. Il filamento estruso è da 1,75 mm. Usarla è semplicissimo: basta collegarla alla corrente elettrica con l'apposito cavo e inizia a scaldarsi, nel giro di 2 minuti sarà possibile iniziare a disegnare. Il cavo è molto corto, circa 1 metro di lunghezza, e non permette di muoversi molto lontano dalla presa elettrica. L'unica soluzione per allontanarsi dalla presa elettrica è attaccare una prolunga. Questo tornerà comodo se dovete disegnare stando in piedi con la presa elettrica a terra o se dovete muovervi. La penna mi è stata presentata già pronta, fuori dalla sua scatola, con in un filamento inserito. Iniziando però a disegnare ho riscontrato il grosso problema che il filamento usciva troppo bruciato e frizzava. E' bastato un piccolo controllo per capire che questa 3D printing pen estrude solamente ABS e non PLA, come invece era stata preparata. Infatti, il PLA è estruso a temperature inferiori rispetto l'ABS, quindi per forza di cose mi dava problemi al momento di fuoriuscita dall'ugello in quanto questo era a temperature troppo elevate. Sul sito c'è scritto che si possono usare entrambi i filamenti, io il PLA non sono riuscito a usarlo. Una volta inserito il filamento di ABS ho iniziato a fare qualche prova. Ovviamente non sono stato in grado di fare cose fantastiche come si vede nei video promozionali di questi prodotti... mi sono limitato a fare un parallelepipedo e qualche altra prova con diversi colori (poco riuscite). La difficoltà sta soprattutto nel saper gestire il filamento; infatti, quando si estrude il filo e si vuole cambiare direzione o semplicemente si vuole concludere una riga, il filo continua ad uscire per qualche millimetro. Ho risolto in parte questo problema usando il tasto per la retraction qualche millimetro prima della conclusione del pezzo che stavo disegnando. Il problema in questa soluzione è che muovendo il dito da un tasto all'altro si muove involontariamente anche la penna. Il movimento è minimo, ma sposta comunque l'intera riga che si ha appena finito di disegnare, soprattutto se disegnata "per aria". Un'altra soluzione è quella di fermarsi e di stare fermi finché il filo non smette di uscire: se continuate a muovere la penna, il filo si allungherà seguendo il vostro movimento. In questo caso potrete però tagliare in un secondo momento il filo di troppo. Altra difficoltà è far combaciare due pezzi per aria. Ad esempio, nel mio parallelepipedo qui sotto, è stato molto difficile concludere una riga verticale e partire con quella orizzontale nel punto preciso che volevo. L'ideale è muovere il modello e tenerlo sempre appoggiato al tavolo di lavoro, evitando il problema dei bridge che si presenta con qualsiasi stampante 3D. Insomma, mi sono divertito per un'oretta con questo nuovo aggeggio. Credo che il suo vero potenziale stia nel disegnare direttamente sulle superfici o comunque con un supporto rigido sotto il filamento. I disegni per aria sono difficoltosi e necessitano di esperienza. Sono sicuro che prendendoci la mano e ingegnandosi un po' si possano fare cose interessanti, tenendo però sempre presenti i limiti che un oggetto del genere porta con sé, soprattutto nella precisione. Qui trovate il sito ufficiale di Yaya.
-
Kentstrapper Volta si mangia il filamento
Alessandro Tassinari ha risposto a Alessandro Tassinari nella discussione Problemi generici o di qualità di stampa
Il cuscinetto di pressione sul filo è ok, è la prima cosa che abbiamo controllato perché ci aveva già dato problemi -
kentstrapper galileo: scarsa definizione
Alessandro Tassinari ha risposto a maverich nella discussione Materiali di stampa
Col PLA vai di piatto freddo (non scaldato) e una bella passata di lacca, per l'ABS il piatto riscaldato è d'obbligo, altrimenti si stacca e s'imbarca, 90°C vanno bene, niente lacca. Queste non sono impostazioni standard, quindi dovresti trovare tu la tua soluzione ottimale. La Galileo col piatto riscaldato non l'ho mai provata! Vedo dalle tue foto che i dentini sembrano fusi: e se fosse proprio il piatto riscaldato a tenere troppo fluido il materiale quando viene depositato? (ipotizzo solo vedendo le foto) -
kentstrapper galileo: scarsa definizione
Alessandro Tassinari ha risposto a maverich nella discussione Materiali di stampa
Solitamente l'ABS va benone tra i 220 e i 250°C. Se vuoi usare l'ABS ti sconsiglio di usare l'infill al 100%, il rischio è che il ritiro del materiale durante l'asciugatura ti deformi l'oggetto (soprattutto i dentini del tuo modello). Credo che potresti stamparlo tranquillamente in PLA, la precisione del materiale non cambia e visto che il ritiro del PLA è inferiore a quello dell'ABS il modello si deformerà molto meno (forse la deformazione sarà impercettibile) -
kentstrapper galileo: scarsa definizione
Alessandro Tassinari ha risposto a maverich nella discussione Materiali di stampa
Quality: · Layer Height=altezza di ogni strato di materiale depositato. Solitamente si va da 0,1 a 0,3 mm. Considerato che usi una Galileo, vai tranquillo in questo range di altezza con step da 0,05 mm · Shell thickness=spessore della parete. Se il tuo estrusore è da 0,4 mm (mi sembra di capire sia così), sali con multipli di 0,4 e usa un minimo di 0,8 per avere buona qualità Fill: · Bottom/top thickness=spessore chiusure inferiori e superiori. Solitamente uso multipli del layer height che ho scelto · Fill density=quantità di riempimento. 100%= modello pieno. Se non serve un modello pieno, solitamente si mette sul 15%. Oltre al nido d'ape puoi usare l'infill rettilineo, è una tua scelta Speed & Temp: · Print speed: velocità dell'estrusore durante la stampa. Più è bassa, più l'estrusore sarà preciso nei movimenti e depositerà meglio il materiale. · Temp: il PLA può essere estruso tranquillamente tra i 190 e i 210°C. 216 dovrebbe essere altino, prova a diminuire. Se vedi che il filamento si arriccia appena esce dall'ugello, significa che la temperatura è alta. -
Multicolor con singolo estrusore? Ecco un nuovo metodo...
Alessandro Tassinari ha risposto a Help3d nella discussione Notizie sulla stampa 3D
Chissà se funziona davvero così bene come viene mostrato nel video. Se sì, gran bella macchina! -
Dildo Generator - Create your own dildo
Alessandro Tassinari ha risposto a SimonR nella discussione Off-Topic
Ho usato la gomma trasparente di Plastink. Infill al 10% e due perimetri, era morbido al punto giusto In quel momento avevo in casa la Sharebot Kiwi, quindi le dimensioni erano ridotte... -
Dildo Generator - Create your own dildo
Alessandro Tassinari ha risposto a SimonR nella discussione Off-Topic
Io l'ho usato per stampare un dildo di gomma in occasione della festa di laurea di un amico. La resa era ottimale e il modello era perfetto! -
Kentstrapper Volta si mangia il filamento
Alessandro Tassinari ha risposto a Alessandro Tassinari nella discussione Problemi generici o di qualità di stampa
@homer penso che tu abbia colpito in pieno. Già ieri avevo ipotizzato questo problema, ma non c'è stato modo di verificarlo. Stampiamo PLA. Spingendolo esce bene. L'hotend è ok. Il filamento risulta ingrossato nella parte subito superiore. Se trovo il tempo faccio qualche prova a temperature inferiori -
Ciao @Massy_AM e benvenuto! Immagino che ti divertirai molto con le tue stampantine
-
SONDAGGIO: Quale stampante 3D possiedi?
una discussione ha risposto a Alessandro Tassinari in Notizie sulla stampa 3D
Ho aggiungo la scelta "Non possiedo una stampante 3D" -
Stampa 3D: la rivoluzione del riciclaggio della plastica
Alessandro Tassinari ha pubblicato una discussione in Guide di Stampa 3D forum
View full post -
Stampa 3D: la rivoluzione del riciclaggio della plastica
Alessandro Tassinari ha pubblicato un articolo in Guide
 Da quando è esplosa la stampa 3D, questa tecnologia ha destato stupore, euforia ma anche critiche, sopratutto per l'utilizzo di plastica in gran parte vergine. Il tema del riciclo della plastica è quindi diventato primaria importanza. Una delle caratteristiche che molti pensano sia integrata nella tecnologia della stampa 3D è quella di garantire la fruibilità di questo cerchio continuo, creando nuovo filamento plastico da modelli inutilizzati o rotti. La realtà è che lo stato attuale dei materiali utilizzati dalle stampanti comuni non è al passo con questa prospettiva: alcune realtà si propongono tuttavia di rimediare a questa mancanza, permettendo in questo modo di aprire le porte a una moltitudine di opportunità che potranno potenzialmente avere anche un impatto positivo sull’ambiente e sul mondo. Come risolvere il problema dell'utilizzo di plastica vergine nella stampa 3D? Una di queste realtà si chiama Better Future Factory (BFF), una società di design nata da 5 ex studenti di design industriale alla Delft University in Olanda. L’utilizzatore finale, a detta di BFF, ha il potere di influenzare gli scarti plastici scegliendo se riciclare o semplicemente buttare via un prodotto. Uno degli obiettivi di BFF è quello di instaurare una prospettiva di rivalutazione degli oggetti quotidiani, accrescendo la consapevolezza delle persone del valore aggiunto ad essi con la possibilità di plasmarli successivamente in qualcosa di nuovo. Grazie alla stampa 3D, BFF ha creato la Perpetual Plastic Project, un’installazione interattiva di riciclo di materiali plastici. Immaginate di avere un bicchiere di plastica rotto o un giocattolo inutilizzato. L’installazione provvede a ridurre gli oggetti in questione in particelle sempre più fini attraverso una serie di sminuzzatori e setaccia il risultato per ottenere una polvere più o meno uniforme. Il risultato viene quindi processato da una macchina riscaldante che fonde la plastica e produce come prodotto finale un filamento adatto per la stampa 3D. Il mercato globale dei filamenti per le stampanti 3D ha già raggiunto il valore di 670 milioni di dollari, ed è previsto che aumenterà; tuttavia fino ad ora si ha sempre utilizzato filamento di plastica vergine per le stampe. Seppur questa installazione di riciclaggio non funziona per ogni tipo di plastica ancora, ci si può aspettare che in un prossimo futuro la soglia di plastiche vergini utilizzate per i fini della stampa potrà crollare, lasciando il posto a filamenti frutto di riciclaggio. Bisogna notare che allo stato tecnologico odierno la qualità dei filamenti ottenuti con questa metodologia non è delle migliori: il filamento di plastica risultante presenta infatti delle imperfezioni sporadiche che possono compromettere la qualità del prodotto stampato. Tuttavia è innegabile che tale approccio sarà necessario per sfruttare ottimalmente le risorse già a nostra disposizione, senza produrre nuovi materiali grezzi con cui lavorare. Le prospettive di un potenziale risparmio economico vengono sminuite da quelle che sono le possibilità di un’impatto positivo sull’ecologia globale, su cui abbiamo già lasciato le nostre impronte a forma di chiazze chilometriche di pellet plastici negli oceani e troppo a lungo siamo rimasti a guardare.
Da quando è esplosa la stampa 3D, questa tecnologia ha destato stupore, euforia ma anche critiche, sopratutto per l'utilizzo di plastica in gran parte vergine. Il tema del riciclo della plastica è quindi diventato primaria importanza. Una delle caratteristiche che molti pensano sia integrata nella tecnologia della stampa 3D è quella di garantire la fruibilità di questo cerchio continuo, creando nuovo filamento plastico da modelli inutilizzati o rotti. La realtà è che lo stato attuale dei materiali utilizzati dalle stampanti comuni non è al passo con questa prospettiva: alcune realtà si propongono tuttavia di rimediare a questa mancanza, permettendo in questo modo di aprire le porte a una moltitudine di opportunità che potranno potenzialmente avere anche un impatto positivo sull’ambiente e sul mondo. Come risolvere il problema dell'utilizzo di plastica vergine nella stampa 3D? Una di queste realtà si chiama Better Future Factory (BFF), una società di design nata da 5 ex studenti di design industriale alla Delft University in Olanda. L’utilizzatore finale, a detta di BFF, ha il potere di influenzare gli scarti plastici scegliendo se riciclare o semplicemente buttare via un prodotto. Uno degli obiettivi di BFF è quello di instaurare una prospettiva di rivalutazione degli oggetti quotidiani, accrescendo la consapevolezza delle persone del valore aggiunto ad essi con la possibilità di plasmarli successivamente in qualcosa di nuovo. Grazie alla stampa 3D, BFF ha creato la Perpetual Plastic Project, un’installazione interattiva di riciclo di materiali plastici. Immaginate di avere un bicchiere di plastica rotto o un giocattolo inutilizzato. L’installazione provvede a ridurre gli oggetti in questione in particelle sempre più fini attraverso una serie di sminuzzatori e setaccia il risultato per ottenere una polvere più o meno uniforme. Il risultato viene quindi processato da una macchina riscaldante che fonde la plastica e produce come prodotto finale un filamento adatto per la stampa 3D. Il mercato globale dei filamenti per le stampanti 3D ha già raggiunto il valore di 670 milioni di dollari, ed è previsto che aumenterà; tuttavia fino ad ora si ha sempre utilizzato filamento di plastica vergine per le stampe. Seppur questa installazione di riciclaggio non funziona per ogni tipo di plastica ancora, ci si può aspettare che in un prossimo futuro la soglia di plastiche vergini utilizzate per i fini della stampa potrà crollare, lasciando il posto a filamenti frutto di riciclaggio. Bisogna notare che allo stato tecnologico odierno la qualità dei filamenti ottenuti con questa metodologia non è delle migliori: il filamento di plastica risultante presenta infatti delle imperfezioni sporadiche che possono compromettere la qualità del prodotto stampato. Tuttavia è innegabile che tale approccio sarà necessario per sfruttare ottimalmente le risorse già a nostra disposizione, senza produrre nuovi materiali grezzi con cui lavorare. Le prospettive di un potenziale risparmio economico vengono sminuite da quelle che sono le possibilità di un’impatto positivo sull’ecologia globale, su cui abbiamo già lasciato le nostre impronte a forma di chiazze chilometriche di pellet plastici negli oceani e troppo a lungo siamo rimasti a guardare. -
RepRap Ormerod - Costruzione e consigli generali
Alessandro Tassinari ha risposto a Alessandro Tassinari nella discussione Problemi generici o di qualità di stampa
Anche io sono rimasto molto sorpreso dall'assistenza super veloce. Mi hanno ridato i soldi nel giro di 3 ore! Per costruirla ci abbiamo messo un totale di 3 giorni completi. Era la prima volta che montavamo una macchina di questo tipo e a causa della mancanza della belt abbiamo perso diverse ore cercandola ovunque. -
Clap T Rex
Alessandro Tassinari ha risposto a iLoveDooM nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
Rimango in attesa di nuovi modelli! Se la metti sul "cute" (come qualcuno ha commentato su Thingiverse) penso che andrai alla grande -
Kentstrapper Volta si mangia il filamento
Alessandro Tassinari ha pubblicato una discussione in Problemi generici o di qualità di stampa
In laboratorio stiamo riscontrando questo problema: La Kentstrapper prende dentro il filamento, va bene per i primi 2-3 metri di filo e poi inizia letteralmente a mangiarsi il filamento, senza riuscire a tirarlo verso l'estrusore. Il problema si presenta sistematicamente, anche cambiando filo (PLA), quantità di materiale estruso, lanciando la stampa via SD o usando Repetier Host. Ho fatto diverse prove gestendo la stampante con Repetier Host, cambiando temperatura, velocità di stampa, ecc, ma il problema continua a presentarsi. Per ulteriore sicurezza ho smontato il corpo estrusore, andando quindi tirare fuori e a pulire manualmente ogni dentino che dovrebbe portare verso il basso il filamento, senza avere buoni risultati. L'estrusore è pulito, il piatto ben livellato (permette perfettamente l'uscita del filo). La stampante è ben settata. Qualcuno riesce a risolvere questo mistero? Ci sta sfuggendo qualcosa? Per ora l'abbiamo messa da parte perché non abbiamo tempo per stare a fare altre prove o modifiche... se però qualcuno riesce a darci una soluzione fattibile potremmo provare a rimetterla in vita!
-
Clap T Rex
Alessandro Tassinari ha risposto a iLoveDooM nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
Bravo! E' molto simpatico -
RepRap Ormerod - Costruzione e consigli generali
Alessandro Tassinari ha risposto a Alessandro Tassinari nella discussione Problemi generici o di qualità di stampa
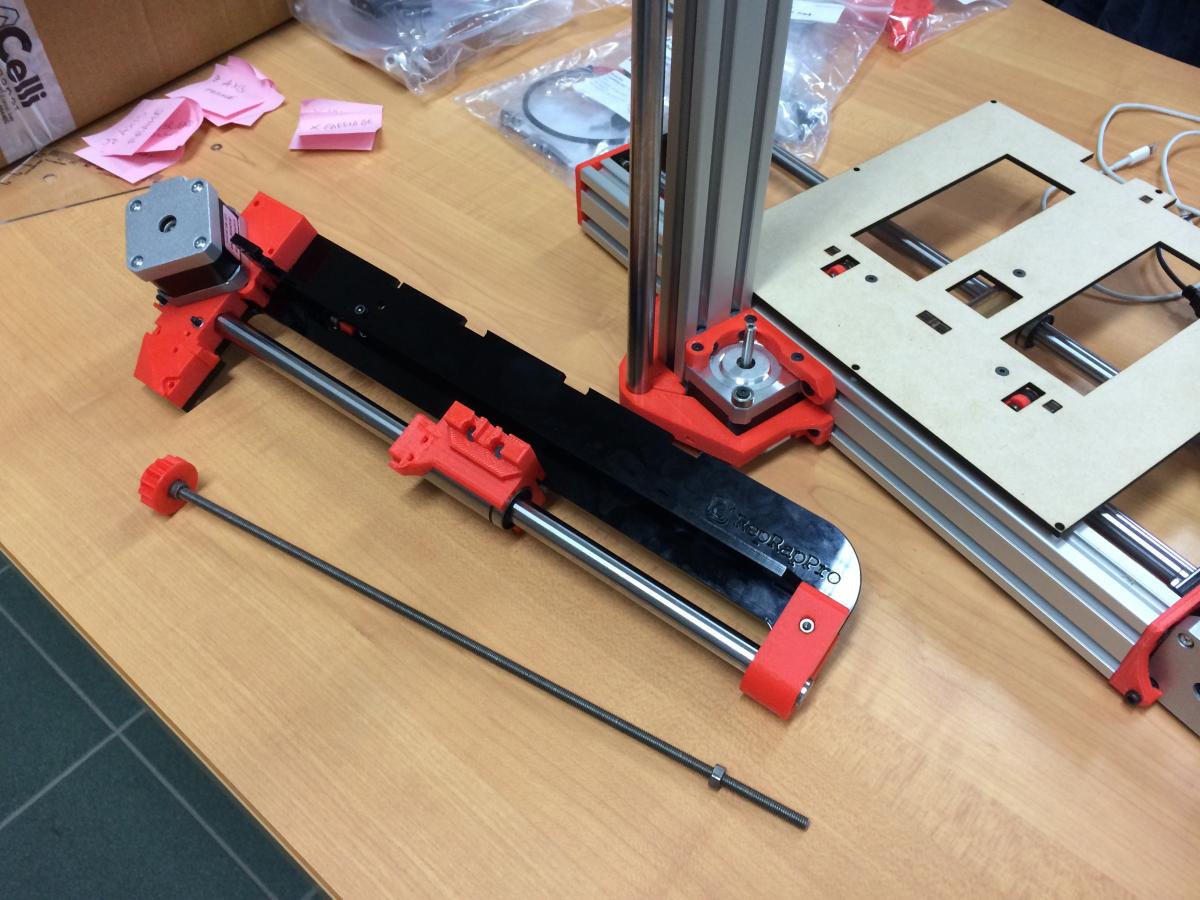
Finalmente posso tornare alla carica! Vi aggiorno: la belt sono riuscito a recuperarla direttamente dalla casa madre: inizialmente avevo acquistato (sempre da loro) la belt nuova, avendo poche speranze di riuscire a farmela mandare in garanzia. Dopo aver effettuato l'acquisto, per un totale di una ventina di euro causa spedizione, ho scritto un'email segnalando la mancanza di questo pezzo. Nel giro di un'ora ho ricevuto risposta e, udite udite, si scusavano per l'errore, dovuto al fatto che impacchettano tutto a mano e che quindi può capitare che dimentichino qualche pezzo. Quindi, mi avrebbero inviato la nuova belt a costo zero. In più, vedendo che la Ormerod era una delle prime, mi hanno detto che avrebbero inviato anche una nuova scheda elettronica in quanto sapevano che le prime 200 avevano problemi e non partivano. Quindi, mi avrebbero inviato bel + elettronica nuova, completamente gratis. In più mi hanno annullato l'ordine della belt acquistata un'ora prima, ridandomi tutti i soldi spesi. Il giorno i pezzi onos tati spediti e nel giro di 3 giorni erano a casa mia. Quindi, che dire, un servizio di assistenza impeccabile!!! Arrivati i nuovi pezzi, abbiamo potuto ultimare la costruzione della nostra stampante. Allego qui sotto le foto scattate in ordine cronologico. Ecco quindi la nostra Ormerod, pronta per l'elettronica
-
Chitarra stampata in 3D
Alessandro Tassinari ha risposto a Alessandro Tassinari nella discussione Nuove idee e progetti
@EnricoMMF non credo che avrò molto successo per quanto riguarda il suono... essendo tutta a pezzi perde tantissimo in qualità E poi chissà cosa succede con l'incollaggio e la finitura... In ogni caso, quando la finirò, vi manderò un file audio con le sue prime note