maverich
-
Numero contenuti
13 -
Iscritto
-
Ultima visita
Obiettivi di maverich
")
Newbie (1/14)
1
Reputazione Forum
-
@BMaker, è presto per dirlo... gli ingranaggi girano, bisogna vedere col tempo cosa succede. Diciamo che nell'immediato sembra tutto regolare.
-
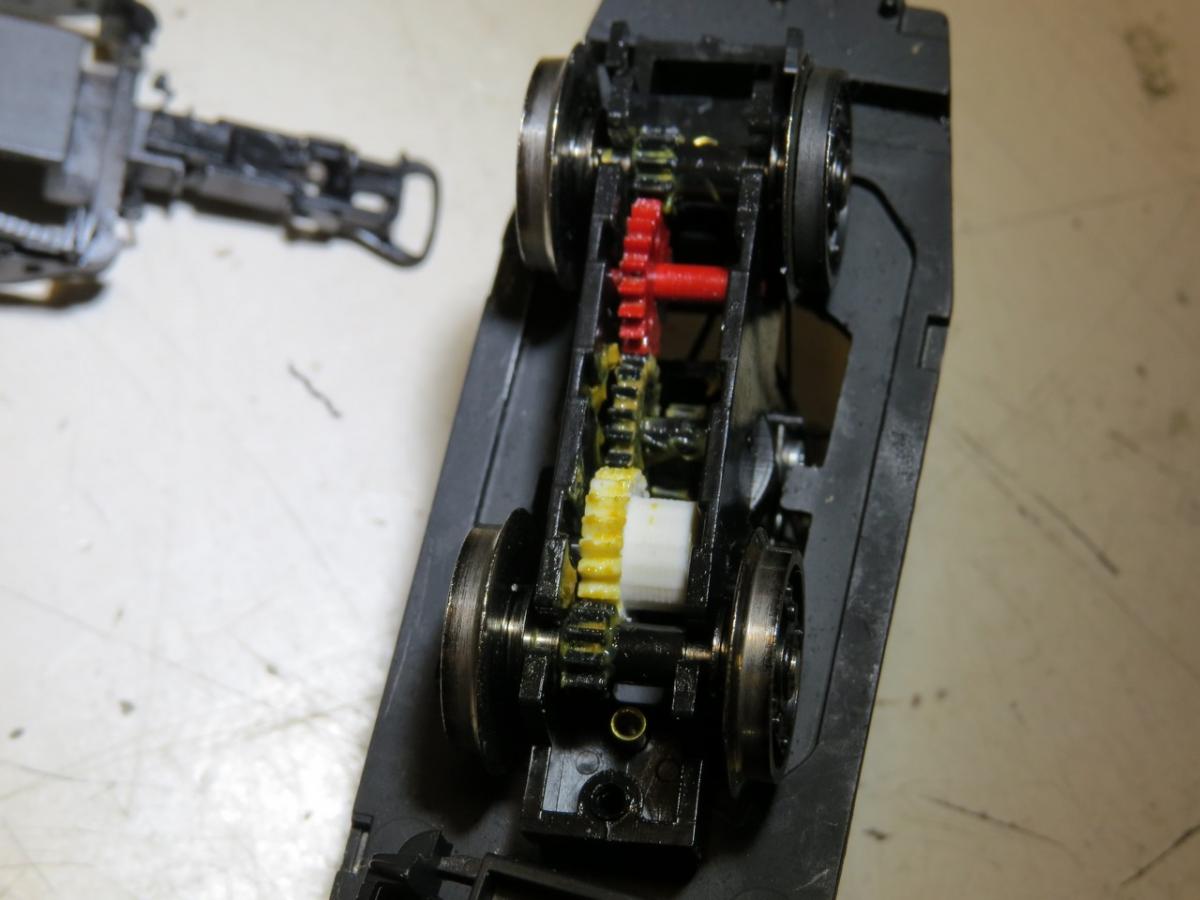
Cari amici, ripropongo il mio problema: qual'è il materiale migliore che mi garantisca robustezza meccanica e resistenza ad ingrassaggi/oliature (di probabile origine petrolifera)? Questa è la situazione di cui sto parlando: Il pezzo stampato è quello bianco, l'ho prodotto in ABS ma, leggendo il test http://www.stampa3d-forum.it/stress-test-materiali-per-la-stampa-3d/ mi viene da pensare che forse era meglio il PLA. Mi ha messo dei dubbi il fatto che sia composto da bio-materiale... Che ne dite?

-

kentstrapper galileo: scarsa definizione
maverich ha risposto a maverich nella discussione Materiali di stampa
Raga, vorrei un'opinione sul materiale... visto la sollecitazione meccanica (ma non termica) e l'irrorazione con grasso (presumo di origine petrolifera), andrà bene il PLA? o rischio che mi si sciolga tutto nel giro di breve? è questo il motivo per cui ho fatto ricorso all'ABS, ma nella mia assoluta inesperienza... -
kentstrapper galileo: scarsa definizione
maverich ha risposto a maverich nella discussione Materiali di stampa
aggiornamento sul mio problema. Ho scartato definitivamente l'idea di riuscire ad ottenere un pezzo identico: troppo fine la punta dei denti, indipendentemente dal materiale. Ho quindi deciso di sovradimensionare l'oggetto 3D ed, empiricamente, ho ottenuto un risultato di dimensioni simili. Ho anche seguito il consiglio di TalentLab, cioè stampare contemporaneamente 4 pezzi anziché uno. Ed ho applicato il profilo suggerito da Leouz, con qualche piccola modifica sul gcode che ritraeva in maniera sproporzionata il filo all'avvio. Questo il risultato finale: Ecco la versione in ABS bianco montata e funzionante, in un piccolo video: View My Video Sul pezzo bianco ho dovuto lavorare molto di lima per rendere + appuntiti i denti, ma alla fine quello che contava era la funzionalità meccanica. Che ne dite? durerà più a lungo del PLA?
-
kentstrapper galileo: scarsa definizione
maverich ha risposto a maverich nella discussione Materiali di stampa
ho guardato il link... solo che in Slicer i parametri sono diversi, e non mi ritrovo! -
kentstrapper galileo: scarsa definizione
maverich ha risposto a maverich nella discussione Materiali di stampa
Molto interessante... data la mia inesperienza, potresti dirmi come realizzarlo con Cura? ho fatto il cubo, l'ho portato in cura e settato a 0 il fill density... poi? -
kentstrapper galileo: scarsa definizione
maverich ha risposto a maverich nella discussione Materiali di stampa
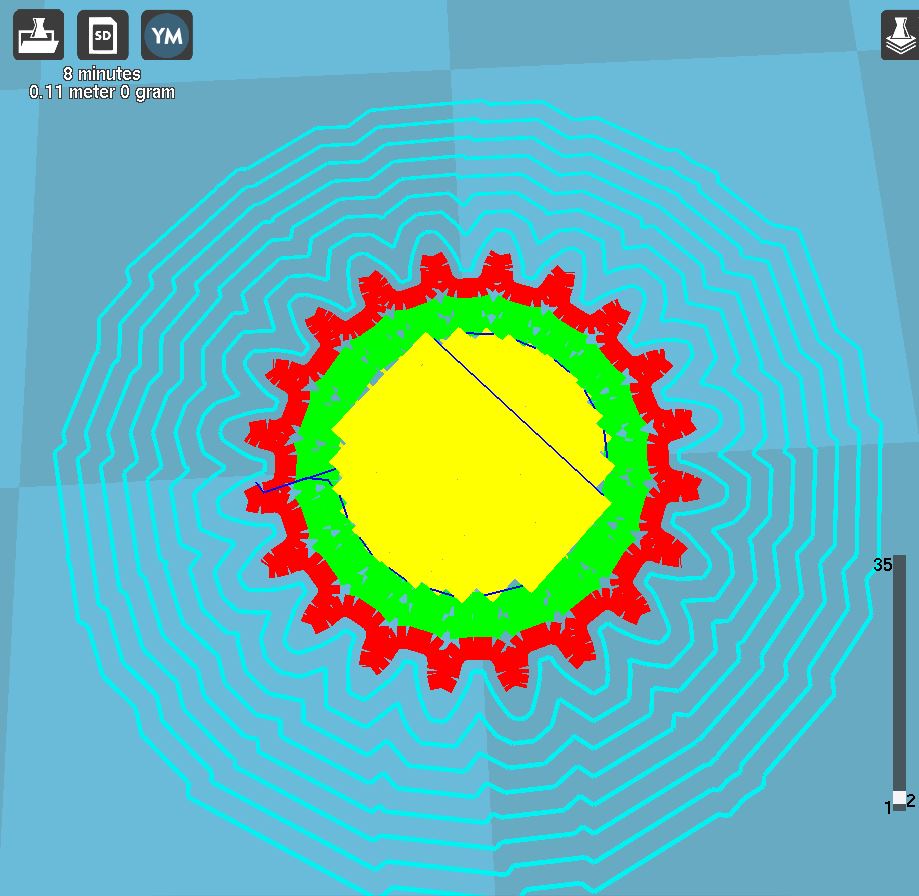
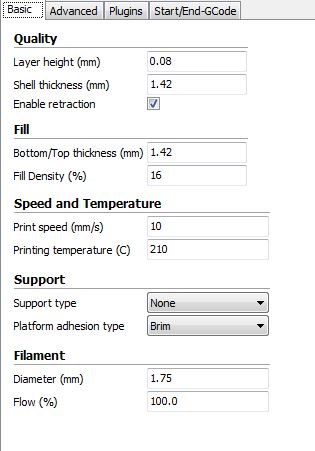
ho fatto altre prove con Cura, mi sorge un ulteriore dubbio. usando la visione Layers, si vede già che il risultato sarà grossolano: accanto i parametri che ho usato Ho provato a modificare lo Shell thickness, mettendolo a 0.1: mi segnala il campo come errore, in rosso, ma ciò che vedo dall'anteprima è MOLTO migliore, ed il tempo da 5 minuti passa a 31 minuti. Sono sulla strada giusta o sto prendendo una cantonata ?
-
kentstrapper galileo: scarsa definizione
maverich ha risposto a maverich nella discussione Materiali di stampa
potrebbe essere!! proverò senza scaldante e diminuendo la temperatura d'estrusione a 210°, poi posto i risultati. Grazie! -
kentstrapper galileo: scarsa definizione
maverich ha risposto a maverich nella discussione Materiali di stampa
Un ulteriore chiarimento. Quand'è che è preferibile usare il piano scaldante, oppure la lacca, oppure tutti e due? Ho capito che con il PLA la temperatura deve essere di 50°, con l'ABS di 90... -
kentstrapper galileo: scarsa definizione
maverich ha risposto a maverich nella discussione Materiali di stampa
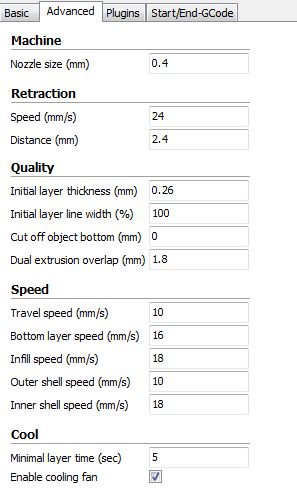
ok, visti i risultati che ho ottenuto pensavo proprio che l'ABS avesse delle qualità intrinseche migliori. Quando @leouz o chiunque altro mi saprà dare delle impostazioni di Cura + precise, farò nuovi tentativi. Più che altro mi piacerebbe sapere se il mio STL viene stampato correttamente su un'altra stampante 3D (anche diversa), così da capire se sto andando oltre i limiti di questa tecnologia oppure no. IMHO, vedendo l'estrusione del materiale, andrebbe rallentata la velocità al momento di costruzione dei dentini: ora ci passa sopra che pare un fulmine! Grazie di nuovo del vostro aiuto, spero un giorno, acquisita un minimo d'esperienza, di poter essere anch'io d'aiuto per gli altri. -
kentstrapper galileo: scarsa definizione
maverich ha risposto a maverich nella discussione Materiali di stampa
Grazie @BMaker, ottime correzioni! effettivamente il filo si arriccia quando esce. Sai darmi le stesse indicazioni per l'ABS? mi sembra sia molto più indicato per oggetti piccoli come il mio. ciao, -
kentstrapper galileo: scarsa definizione
maverich ha risposto a maverich nella discussione Materiali di stampa
Grazie dell'aiuto, leouz. il costruttore consiglia multipli di 0,04 per il layer, ecco il motivo dello 0,08. Il modello 3D, che ti allego, penso vada bene: anzi, se anche tu lo ritieni corretto potrei suggerire al forum la procedura completa che ho usato per generare l'ingranaggio. Ho più l'impressione di non comprendere appieno i parametri di Cura, per cui se mi dai una mano ti sarei eternamente grato! Questo è quello che ho capito: Quality: · Layer Height=spessore materiale depositato, multipli di 0,04, nel range 0,08/0,36 · Shell thickness=spessore guscio oggetto 3D, multipli di 0,4, range 0,8-infinito Fill: · Bottom/top thickness=tappo superiore/inferiore, multiplo di 0,04 (ok: 10 volte Layer) · Fill density=per alleggerire le strutture piene (20%=nido d’ape, 100%=piena) Speed & Temp: · Print speed: 10 to 150 mm · Temp: PLA 216°, ABS 250° rotella.zip a presto, Riccardo -
kentstrapper galileo: scarsa definizione
maverich ha pubblicato una discussione in Materiali di stampa
Sto cercando di replicare una rotella di questo tipo: Purtroppo, anche impostando un layer basso (0,08) ed una velocità 10, ottengo questi risultati: PLA ABS E' evidente come i denti della ruota siano stondati rispetto all'originale, il diametro totale si riduce addirittura a 9,60mm! E' possibile lavorare su qualche parametro avanzato di Cura, oppure ho raggiunto (e direi superato) le capacità fisiche del dispositivo? Grazie dell'aiuto,