Cubo
-
Numero contenuti
1.145 -
Iscritto
-
Ultima visita
-
Giorni Vinti
13
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Cubo
-

Discussione su Klipper ufficiale
Cubo ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
Dovrei trovare qualcuno che ha la mia stessa versione di klipper e la mia stessa scheda (o stesso solo processore forse). E comunque se poi aggiorno è da rifare mi pare di capire... Faccio prima a perdere mezzora e tentare comandi a caso finché nonr iesco a metterlo su una usb come l'ultima volta 😅 La cosa migliore sarebbe aprire la sd da windows, proverò col filesystem check quando mi arriva la scheda nuova. -
Inoltre se stampi con la camera a 45-50°C il pla potrebbe sciogliersi nell'heat breack e bloccare l'estrusione. Altra cosa, se anche riesci a stamparlo, un supporto di pla che poggia sul letto a 100°C non starà mai in piedi temo (a 100° il pla è molto mollo).
-
Discussione su Klipper ufficiale
Cubo ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
Domanda da niubbissimo di linux/klipper. Ma per creare il firmware.bin da flashare bisogna farlo per forza dal CB1 / Pi ? Non c'è un modo (più semplice) di farlo da pc (senza dover installare linux però) ? Altra cosa, appena creo l'immagine sulla sd del CB1 posso aprire la sd dal pc come una comune usb. Dopo aver fatto gli aggiornamenti automatici in klipper, non me la apriva più dal pc e mi diceva che bisognava formattare. Per questo sono poi diventato matto ad estrare il firmware.bin che crea klipper. E' normale che non posso più aprire la sd dal pc per vedere i file che ci sono ? Tra l'altro è una cosa necessaria all'inizio per mettere la password del wifi... -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
Cubo ha risposto a Cubo nella discussione Nuove idee e progetti
Si, come vedi in foto sopra sono un piatto da 300x340 e due piatti da 170x150. L'idea è di usare il minor numero di piatti possibile quando stampo, se servono tutti e tre, li userò tutti e tre assieme. Sono abbastanza ottimista sul fatto che, regolando bene i piatti in altezza, il passaggio da un piatto all'altro diventi ininfluente (già adesso col dito si sente pochissimo e posso regolare meglio). Sicuramente sul fondo delle stampe si vedrà una minima linea ma non lo considero un problema. Il "vero" problema di questa disposizione è che sono misure fuori standard. Ero partito col voler fare 300x300 + due da 150x150 ma poi i pad termici non mi lasciavano spazio per attaccare le viti. Ps. Volendo potrei anche prendere un pei da 500x500 e tagliarmelo grande come l'intera superficie di stampa. -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
Cubo ha risposto a Cubo nella discussione Nuove idee e progetti
Ho testato tutti i 2209 e hanno solo due pin in corto, proprio come quelli nuovi che avevo da parte. I 5160 hanno invece entrambi 3 pin in corto (i due sopra più un altro). Non avendone di nuovi ne ho ordinato un paio, al massimo me li tengo di scorta o li metto sulla kp3s 😆 Comunque ho finito anche il letto, non avessi bruciato tutto avrei iniziato qualche prova di stampa 😓
-
Discussione su Klipper ufficiale
Cubo ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
Quando da klipper creo firmware.bin e lo flasho sulla scheda di controllo viene rinominato FIRMWARE.CUR. Se prendo FIRMWARE.CUR e lo rinomino firmware.bin posso riflasharlo una seconda volta ? Cioè gli cambia solo il nome o anche altro ? -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
Cubo ha risposto a Cubo nella discussione Nuove idee e progetti
Grazie, ora lo ordino e lo testerò appena risolvo un recente problema un filo più contingente... Ho appena bruciato tutto 🌩️😅 Mi sono cimentato nell'inserire un jumper con pinza metallica e scheda accesa. Premio darwin tutto mio stasera 🥳🎉 Scintilla bella grossa, fumetto bianco e bruciato tutto (sono incerto solo sui drivers 🙄). Era un jumper per la selezione tensione ventole, quindi posso aver fatto ponte tra 24, 12, 5 e GND, l'imbarazzo della scelta. Fortuna che non avevo attaccato lo schermo almeno lui è salvo. Degli SSR (che sono 3 e costano più della scheda) due erano scollegati. Il terzo era collegato all'uscita del piatto riscaldato ma comunque prende 24v in entrata quindi al massimo ha sentito un calo di tensione e nulla di più. Vabbé, manta M8P v2.0 con cb1 oggi in offerta a 70 euro, che culo ! 🥲 Così ho pure la 2.0 invece della 1.1 🥲 Già ordinata. Per i drivers: come faccio a capire se sono bruciati ? E soprattutto, se quando arriva la scheda nuova li monto, rischio di bruciare tutto di nuovo ? (se è così ordino pure i 5160T nuovi... Dei 2209 me ne avanzano già 4) -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
Cubo ha risposto a Cubo nella discussione Nuove idee e progetti
Qualcuno mi potrebbe consigliare l'hardware migliore per calibrare input shaping ? Sarei orientato sui sensori che si attaccano al nozzle e poi con la usb alla scheda, ne avevamo già parlato ma non trovo il post. Sono difficili da usare ? Bisogna configurare la connessione o cose simili in klipper o sono "plug and play" ? Grazie anticipatamente! -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
Cubo ha risposto a Cubo nella discussione Nuove idee e progetti
Apposto, mi ero dimenticato di mettere il jumper per la selezione del voltaggio 🤦♂️
-
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
Cubo ha risposto a Cubo nella discussione Nuove idee e progetti
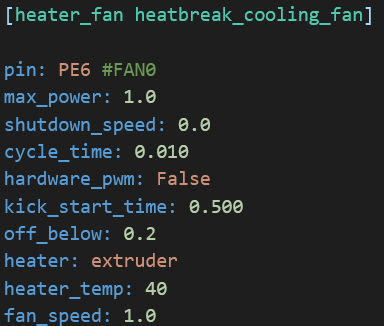
Qualcuno ha qualche idea del perché con la ventola al 100% sui pin misuro 0,2 volt ? La configurazione è questa sotto e quando scaldo l'hotend mi mette correttamente la ventola al 100% però la tensione non va a 24v come dovrebbe... Ho provato ad assegnare una generic_fan e a cambiare manualmente la velocità ma non gira nulla... Il pin di alimentazione è corretto (infatti sugli altri misuro 0 volt, non 0,2).
-
Ero in buona fede tanto che lo ho preso pure io ma ci tengo lo stesso a scusarmi con @BoZZy_92 per averlo consigliato male Non ho resistito e ho appena provato a cambiare la termocoppia con un termistore... Impossibile, la termocoppia penso sia incollata dentro 😔 Resta un ultima possibilità, cioè mettere il nuovo termistore tra il "calzino" di silicone nero e il riscaldatore ma non so di quanto si falserebbe la lettura. A lavoro abbiamo una xmax3 con quel nozzle, venerdì mi porto una termocoppia e provo a misurare in quel posto e vedere quanto si discosta dalla temperatura impostata 🤔 Nel frattempo ho risolto così, attaccando al posto della cartuccia originale quella della trianglelab chc https://a.aliexpress.com/_EzPz2Un che mi avanzava. (non ho ancora stampato nulla, è solo per fare prove col file di configurazione della stampante)
-
Torno su questa discussione perché ho montato lo stesso hotend anche sulla mia stampante ed ho scoperto perché non va (neanche sulla mia). Questo hotend non ha un termistore, ma una Termocoppia (che funziona diversamente). Quindi la scheda legge una temperatura errata e va in blocco giustamente. Per usarlo bisogna metterci un termistore, io ho comprato un po' di 3950 (mi pare). Vi faccio sapere come va la sostituzione, non penso dovrebbe essere nulla di complicato.
-
Consigli su marca e grade filamenti TPU
Cubo ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Eh no, 200 è pochissimo... A 240 anche con un solo wall non si sfalda nulla. Tra l'altro converrebbe stamparlo più caldo per migliorare il flow (se si può accettare lo stringing). -
Consigli su marca e grade filamenti TPU
Cubo ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Hmmmm in che senso ? Si sono disfati i layers ? Stampando alla temperatura giusta (230-240 mi pare) non deve disfarsi niente... -
Consigli su marca e grade filamenti TPU
Cubo ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Prova a stamparti un cubetto con una linea di spessore solo come pareti e infill al 10% Anch'io stampo il 90A senza problemi e con la gola all metal... Il 70A è proprio un altra cosa è un elastico a confronto. Un elastico che devi spingere dentro l'hotend invece che tirarlo 😅 Il 60A prima di vederlo sulle bobine sospettavo lo vendessero in tubetto, spalmabile 😆 Ps. A dire il vero avevo letto di chi riusciva a stampare il 70A senza troppi problemi e pure con la gola allmetal, però avevano hotend direct col passaggio molto corto, tipi l' H2 o quello della E3D -
Consigli su marca e grade filamenti TPU
Cubo ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Il "filaflex" arriva a 60A https://recreus.com/it/content/35-filaflex Io sono impazzito per stampare il 70A comunque (c'è ancora il post da qualche parte qui) e ce l'avevo parzialmente fatta cambiando gola (mettendola col ptfe che arriva fino al nozzle). Forse però la distanza tra spingifilo (DDE) e nozzle era ancora troppa (avevo un V6 sotto). Ho in mente di tornare alla carica con l'estrusore nuovo quando lo monto (BIQU H2 V2) che è ha la distanza spingifilo-nozzle tra le minori in assoluto. Se vuoi stampare tpu morbido leggi qui: https://recreus.com/it/content/23-come-stampare-con-filaflex Personalmente, proverei con l'80 (minimo) e mi accontenterei della cover più rigida 😅 Mi sono stampato una cover in passato col 90A e sinceramente non sembrava "dura". Non so quanto spessa vuoi farla ma con 1mm di spessore secondo me il 70A è anche troppo morbido e rischia di non starti bene aderente sui lati lunghi del telefono 🤔 -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
Cubo ha risposto a Cubo nella discussione Nuove idee e progetti
Interpolate: true # false Lo uso sui 5160, penso si possa provare anche sui 2209, al massimo ti dà errore. -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
Cubo ha risposto a Cubo nella discussione Nuove idee e progetti
Mancava questo: (davo per scontato che non mettendolo stesse a zero) homing_retract_dist: 0 La stampante finalmente azzera X ed Y, e vederlo fare con il carrello che va a "sbattere" ma si ferma appena tocca non è affatto male ! Ho anche fatto alcune prove di silenziosità: - interpolate silenzia abbastanza - stealthchop (invece di spreadcycle) silenzia un po' - da 16 a 64 microstep il rumore non cambia Terrò attivi interpolate e stealthchop per ora. Spreadcycle dovrebbe dare un op' più coppia ma con i motori a 48v non penso avrò problemi (sebbene non sia direttamente collegato il voltaggio alla coppia). -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
Cubo ha risposto a Cubo nella discussione Nuove idee e progetti
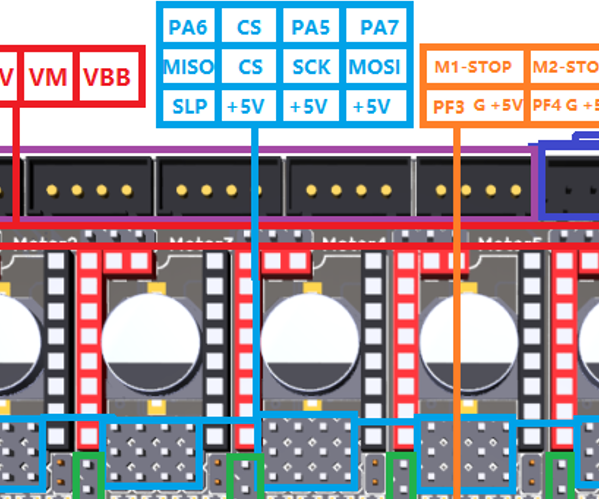
Risolto pure quello, ho tolto "spi_bus: spi1" e ho assegnato i pin per la comunicazione. Se interessa a qualcuno sono quelli blu nell'immagine e sono uguali per tutti i motori. Ora però ho un altro problema (per cambiare). Quando faccio home si muove di qualche centimetro e mi da "No trigger on x after full movement". Teoricamente full movement significa che ha percorso la lunghezza dell'intero asse ma non è così. Sul file cfg gli assi sono impostati lunghi 235 (devo ancora mettere i valori giusti), eppure si muove solo 20-30mm massimo e poi da l'errore.
-
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
Cubo ha risposto a Cubo nella discussione Nuove idee e progetti
MANNAGGIA AI CANI !!! Invece che "diag_pin" come su tutti i driver, sui 5160 lo chiamano "diag1_pin" Viva la semplicità. Risolto questo, adesso quando provo a fare homing mi dice: "Unable to write tmc spi 'stepper_x' register GCONF" 😭 -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
Cubo ha risposto a Cubo nella discussione Nuove idee e progetti
Ho provato a mettere gli stessi setting per il sensorless homing su Z (con i TMC2209) e non da errori. Se provo gli stessi settaggi con X (TMC5160) mi dice: "tmc virtual endstop requires diag pin config" 😕 -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
Cubo ha risposto a Cubo nella discussione Nuove idee e progetti
Ho scoperto una cosa sull'hotend della XMAX3 : per qualche motivo che mi sfugge, hanno messo una termocoppia invece di un termistore. Quindi per farlo andare o ci si compra un chip MAX6675 (usano quello) e lo si configura collegato in spi alla stampante o (come farò io) lo si deve cambiare con un termistore (domani mi arrivano un po' di 3950). Ho letto che la termocoppia (K) arriva a più di 1000gradi mentre un 3950 sarebbe meglio non usarlo oltre i 270gradi... Lo faranno per questo 🤔 -
Problema di stampa Ender 3 S1 Pro
Cubo ha risposto a OverMAN nella discussione Problemi generici o di qualità di stampa
Mi viene il dubbio se si può usare la "fuzzy skin" col vasemode 🤔 Anche quella nasconde i layers -
Problema di stampa Ender 3 S1 Pro
Cubo ha risposto a OverMAN nella discussione Problemi generici o di qualità di stampa
1 sarebbe per fare una prova e vedere se è quello il difetto 2 potrebbe essere un effetto volutamente artistico 😬 ho visto un video dove stampavano con linee enormi ed il risultato finale era... Particolare 3 puoi fare 0,6 e 0,3 (oppure 0,4 e 0,2) 4 occhio al flowrate, soprattutto a 1x0,5 fa presto a salire in fretta -
Problema di stampa Ender 3 S1 Pro
Cubo ha risposto a OverMAN nella discussione Problemi generici o di qualità di stampa
Secondo me, è il nozzle che si sporca perché il rapporto tra altezza e larghezza delle linee è molto basso, quindi il materiale è molto compresso e tende a sbordare, andando ad accumularsi sulla punta del nozzle (ai lati). In modo completamente casuale, su una stampa abbastanza lunga, capita che si accumuli molto residuo e che poi venga depositato tutto in una volta, creando quei difetti. Potresti provare a stampare con una altezza che è la metà della larghezza delle linee, non dico si debba stampare così per forza, ma se ti viene perfetto in questo modo, il problema sarebbe quello descitto sopra.