dnasini
-
Numero contenuti
4.517 -
Iscritto
-
Ultima visita
-
Giorni Vinti
179
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di dnasini
-

Discussione su Klipper ufficiale
dnasini ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
le GDSTIME che ti avevo lincato io (6000 RPM) sulla mia CR20 vanno a mille senza problemi. Immagino che anche ti, come me, abbia realizzato uno sdoppiatore per alimentarle entrambe in parallelo -
Ender 3 si blocca!
dnasini ha risposto a Tornado78 nella discussione Problemi generici o di qualità di stampa
Io di queste schede ne ho ben 2, una sulla ender 5 plus e l'altra sulla CR20 PRO. Io mi trovo molto bene e cmq questa e' la versione successiva di quella proposta da @Killrob Vero e' che costa il doppio, quindi se nn hai un limite nel budget vai pure con questa, ad ogni modo, l'altra e' altrettanto valida le cose che trovo interessanti della v3 rispetto alla v2, sono il dissipatore x i driver piu' grande e l'aggiunta del connettore per la ventola dissipatore controllabile. Stiamo parlando pero' di lana caprina, cose che da sole nn valgono il costo in piu'. A me faceva piacere averle e ho deciso di pagare il premium, ma ci puoi vivere senza 🙂 -
Discussione su Klipper ufficiale
dnasini ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
FANDONIE!!!!!! Solo buggie, nevvero -
Discussione su Klipper ufficiale
dnasini ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
anche io non l'ho provata questa configurazione. Anche perche' l'interfaccia web nn la sto praticamente piu' utilizzando. Mi sto "imponendo" di usare orcaslicer come nuovo slicer e stiamo cominciando ad annusarci. Con Orca hai modo di collegarti direttamente alla stampante sia con Fluidd che con Octoprin e la user experience e' identica a quella web, quindi faccio tutto direttamente da li -
Discussione su Klipper ufficiale
dnasini ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
bhe, in uno dei multiversi esistenti ci sara' un Black Friday del genere...... vuoi che nn ci sia? non ci credo!!!! Ad ogni modo, mi riferivo al Kit Mercury One x trasformarla in Core XY... 🙂 Onestamente l'idea dei due motori singoli nn e' che mi entusiasmi troppo, ho come la sensazione che mi tirero' dietro rogne ancor piu' grosse di quelle che voglio risolvere...... -
Discussione su Klipper ufficiale
dnasini ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
Anche a me e' sempre piaciuta e mi sono fatto il regalo, purtroppo non immaginavo fosse cosi' "rognoso" sto asse Y. Stavo valutando anche il kit Mercury 1 ma tra pezzi da stampare e tempo da investire, e' una mezza impresa. Se pensi poi che dovrei lavorare in casa, rimettendo ogni volta a posto tutto xche' altrimenti i gatti me la fanno fuori, non mi passerebbe piu' temo.... Adesso ho allentato leggermente gli eccentrici dei 2 carrelli di Y e la stampa sembra proseguire bene 🤞 Nel caso valuto di passare al linear rail per X e Y, magari le cose migliorano e le cifre in gioco sono decisamente piu' contenute -
Discussione su Klipper ufficiale
dnasini ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
mmm ci faccio una pensata, la cosa credo migliorerebbe ma devo capire la fattibilita' della relizzazione dei supporti per i due motori valga il risultato finale..... 😕 -
Discussione su Klipper ufficiale
dnasini ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
Purtroppo ho avuto un contrattempo nn previsto: passando da Bowden a Direct con il nuovo fanduct, ho un layer shifting da paura su Y 😭 Ho verificato cinghie e movimento del carrello e sembra tutto in ordine, quindi l'indiziato principale e' la velocita'. Sono sceso progressivamnete da 70mm/s a 50mm/s e ora sto facendo alcune prove. In effetti il meccanismo del movimento di Y con unico motore posterio della ender 5 plus e' veramente imbarazzante. Mentre il movimento di X e' bello fluido quello di Y risulta piu' "scattoso" dovuto a quell'unico motorone che oppone un'inerzia significativa. a vostro avviso quali correttivi non troppo invasivi potrei mettere in atto? Sono conscio che migrarla in Core XY sarebbe la soluzione ma al momento e' troppo impegno di tempo ed economico per potermici imbarcare -
motivo in piu' x passare a Klipper 😄 Bhe, siamo in due a cercare...... neanche io l'ho trovato e secondo me questo e' un plus di ideamaker come anche la gestione built-in della variazione parametri al cambio layer
-
...come gia' ti dissi.... hai provato a fare un PID del piatto? se si, e' cambiato qualche cosa?
-
Anche io sto passando a OrcaSlider da ideamaker. Onestamente trovo ancora "avanti" ideamaker per come organizza i menu' filamento e stampa e la semplicita' nell'impostare gli override del filamento sul profilo di stampa. Su questo devo dire che OrcaSlider (come Prusa o Superslicer) l'ho trovato un po' piu' "confusionario". Ad ogni modo ho avuto un'ottima impressione nell'utilizzarlo e credo sia solo una questione di tempo. Il driver principale che mi ha portato ad Orcaslider e' il passaggio di una delle mie due stampanti da Marlin a Klipper. Ho provato prima Prusa poi Superslicer ma oggettivamente ho trovato Orcaslider piu' fruibile e piu' semplice per il passaggio da ideamaker. Come gli altri due, c'e' il supporto nativo per Klipper e la possibiltia' di creare macro direttante nello start e end gcode
-
Discussione su Klipper ufficiale
dnasini ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
Ho appena finito di disegnare il supporto x l'accelerometro USB della BTT che mi e' arrivato questa mattina. Ora cerco di capire come configurarlo e magari, se mi dice c..o, domani provo a calibrare input shaper con accelerometro -
Discussione su Klipper ufficiale
dnasini ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
In tanto che aspetti, ho scoperto come customizzare i preset per il riscardamento di nozzle e piatto direttamente da schermo. Di default ce ne sono 4 pre impostati, ma se ne customizzi anche solo uno, spariscono tutti e 4, quindi, ne ho customizzati direttamente 4 😄 vai in Klipperscreen.conf e scrivi [preheat PLA+] extruder: 215 heater_bed: 55 [preheat ABS] extruder: 240 heater_bed: 100 [preheat PETG] extruder: 240 heater_bed: 85 [preheat Generic] extruder: 200 heater_bed: 55 Al riavvio, te li ritrovi come li hai impostati 😄 -
Discussione su Klipper ufficiale
dnasini ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
dico la mia.... immagino che il raspi sia collegato in wifi, corretto? se si sei su rete a 2.4Ghz o 5 Ghz? io ho avuto un prob configurando raspi su WiFi a 2.4Ghz, se collegavo il monitor, questo si accendeva ma il touch non rispondeva a nessuna pressione. Ho risolto configurando la rete a 5Ghz. Sembra essere un bug con questa combinazione (monitor touch e WiFi 2.4Ghz) Magari nn e' quello, ma nel caso puoi provare 🙂 -
Discussione su Klipper ufficiale
dnasini ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
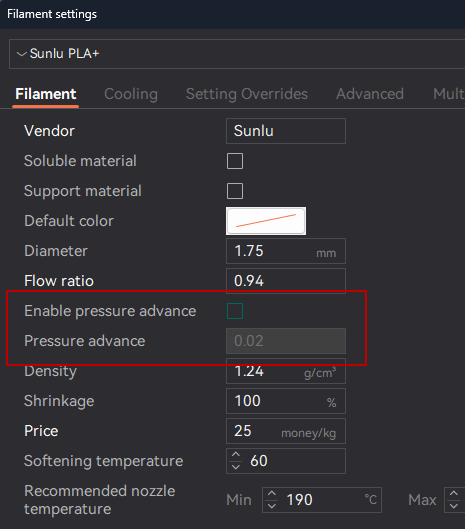
Visto che qualche post fa si parlava di pressure advance, volevo segnalarvi che in OrcaSlicer, sotto profilo Filamento, c'e una opzione dedicata attivabile che dovremme inserire nello start g-code il valore di pressure advance se impostato Al momento nn l'ho ancora calibrato x il mio setup, appena lo configuro ve ne do conferma
-
Hai provato a fare un PID del Bed?
-
Discussione su Klipper ufficiale
dnasini ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
io direi che e' una proprieta' del filamento in quanto, come linear advance, la si dovrebbe ricalibrare x ogni filamento stampato BTW, i test previsti per questa sera devono essere rimandati, ho sbagliato a disegnare un pezzo che allo stato dell'arte nn permette al toolhead di ingaggiare l'endstop, quindi devo ridisegnarlo e stamparlo 😞 -
Discussione su Klipper ufficiale
dnasini ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
mmm allora nn ci vedo molto il valore aggiunto, continuo a passarla da slicer differenziandola per materiale -
MI WARPA IL PLA SU PIATTO IN PEI!🤬🤬🤬🤬
dnasini ha risposto a MAL1190 nella discussione Problemi generici o di qualità di stampa
Gli angoli dell'oggetti li stondi o sono a 90 gradi? Stondando gli angoli riduci le tensioni e tendenzialmente eviti i distacchi -
Supporti mancanti
dnasini ha risposto a Raziael nella discussione Problemi generici o di qualità di stampa
prova a stampar eun altro oggetto ma solo nella zona del piatto che ti da problemi. Sempre con supporti, giusto per capire se e' la zona del piatto che ha problemi o se e' l'oggetto -
Discussione su Klipper ufficiale
dnasini ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
mmmm da quello che ho visto, le config in retraction fw vanno sotto [extruder]. ma cosi' facendo avrei una retrazione per ogni tipo di filamento, come faccio a distinguerle? Al momento, impostando la etraction x filamento nello slicer, a seconda del materiale che stampo, ho una retrazione differente. Impostandola nel fw ne avvrei una per tutti i materiali, mi sto perdendo qualche cosa? -
Supporti mancanti
dnasini ha risposto a Raziael nella discussione Problemi generici o di qualità di stampa
Sembra come se i supporti si staccassero alla base del piatto e poi collassassero sul pezzo. Hai provato a creare la base di quei supporti piu' larghi? Il pezzo mi sembra piuttosto grande e potrebbe darsi che quando finisce i supporti e inizia il pezzo vero e proprio l'effetto ventosa sia talmente forte da spezzare i supporti centrali Dalle foto mi pare di capire che nn puoi inclinarlo ulteriormente, corretto? Questo limiterebbe l'effetto ventosa riducendo la superficie di contatto -
Discussione su Klipper ufficiale
dnasini ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
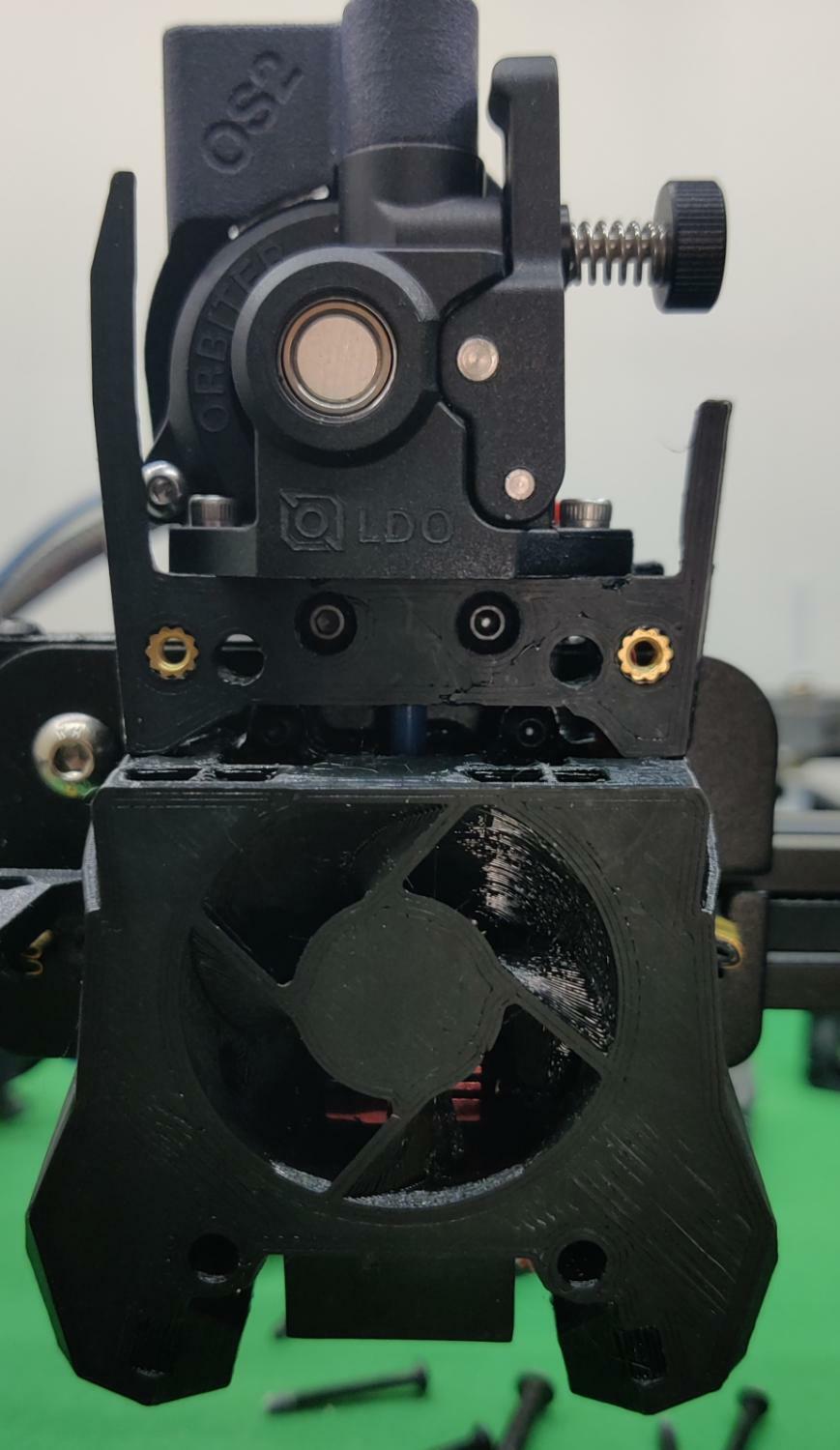
Allora, forse riesco a vedere anche io la luc in fondo al tunnel. Ho costruito il convertitore per alimentare l'Orbiter v2 cosi' da nn dover ricablare la piattina del motore originale e montato il tutto ed ora anche lo Stealthburner adattato al plate della Ender 5 Plus e' ultimato Se riesco, gia' questa sera faccio le prime prove di stampa in direct. Con bowden avevo 2mm di retrazione a 50mm/s, come mi dovrei comportare con direct? Pensavo anche di impostare la retraction da fw, che valore aggiunto dovrebbe darmi?
-
Problemi qualità della stampa e supporti
dnasini ha risposto a tommaso1 nella discussione Problemi generici o di qualità di stampa
Calibrare nn significa andare X tentativi, fai il test dell'hollow cube così da poter individuare la % più adeguata X la tua meccanica Disegnati un ponte e lascia le impostazioni di default. Stampa ponte e supporti e cerca di capire dove i supporti possano essere migliorati. Tendenzialmente devi agire su quanti soldi layer stampare prima di toccare il pezzo, che magliatura devono avere, che flusso usare X renderli uniformi e nel contempo facili da togliere e quale distanza tenere dal pezzo -
Mancata adesione delle pareti
dnasini ha risposto a lucaspennato nella discussione Problemi generici o di qualità di stampa
Che materiale stampi, a che temperatura? Hai calibrato il flusso corretto per il tuo nozzle?