dnasini
-
Numero contenuti
4.517 -
Iscritto
-
Ultima visita
-
Giorni Vinti
179
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di dnasini
-

Problemi qualità della stampa e supporti
dnasini ha risposto a tommaso1 nella discussione Problemi generici o di qualità di stampa
Per prima cosa hai calibrato il flusso di estrusione? se nn fai questa calibrazione,difficilmente avrai correttezza dimensionale e di conseguenza pareti di larghezza "predicibile". Se invece l'hai fatta, in che ordine stampi le pareti? prima interne e poi esterne o prima esterne e poi interne? Non conosco Cura ma mi pare di ricordare che non permetta di scegliere dove mettere i supporti. Per certo lo puoi fare con prusaslicer e affini o con ideamaker Qui invece nn esiste la formula... devi fare delle prove e modificare un parametro alla volta fino a che nn trovi l'alchimia giusta. Tieni presente che le regolazioni che vanno bene per un filamento nn e' detto che vadano bene x un altro e viceversa. Es, io ho delle impostazioni per i supporti in ABS ed altri per il PLA -
Un'alternativa e' utilizzare Brim e nn raft. Raft secondo me e' un consumo inutile di materiale che nn apporta benefici tangibili. Altro discorso e' se si e' staccato il pezzo xche' il piatto si e' raffreddato. Se la stampa si interrompe e la ripristini al volo nn dovresti avere problemi, ma se si interrompe, ip piatto fa in tempo araffreddarsi e la fai ripartire, nn credo ci siano soluzioni a meno che nn usi additivi come la colla o la lacca, ma qui dipende anche da che piano utilizzi
-
FILAMENTI E GRUMI
dnasini ha risposto a valethedoctor77 nella discussione Problemi generici o di qualità di stampa
di che materiale stiamo parlando? a che temperatura stai estrudendo? -
Ender 3 problemi con l'Hotend
dnasini ha risposto a Marcom2 nella discussione Problemi generici o di qualità di stampa
mmm conviene che apri un anuova discussione descrivendo il tuo problema nello specifico, aggiungendo se possibile foto e info su Materiale, temperatura e procedimenti seguiti. in linea di principio, quando cambi filamento e soprattutto colore, prima di iniziare una stampa devi spurgare il nozzle, cioe' estrudere a vuoto un tot di materiale. Questo e' ancora piu' importante quando passi al bianco visto che, su questo colore, anche una minima contaminazione salta subito all'occhio -
Simplify3d vale la pena l'acquisto
dnasini ha risposto a Gianlux nella discussione Software di slicing, firmware e GCode
Io ho sempre utilizzato Ideamaker e mi sono sempre trovato bene a parte un paio di progetti dove dava di matto.... Passando una delle due stampanti a Klipper, mi sono affacciato ad orcaslicer e devo dire che e' tanta roba. Leggermente piu' articolato di Ideamaker ma ad un altro livello. Ad esempio, per Klipper, c'e' modo di configurare Orcaslicer per collegarsi alla GUI di Klipper e poter comandare il tutto direttamente dallo slicer (slicing, upload file, stampa,....). Ho fatto lo stesso per la stampante Marlin collegando lo slicer a Octoprint e ci ho messo un attimo.... Mi son sentito un po' come Sauron con l'unico anello 😄 (che nerd!!!! 🤦♂️) -
La piastra si riscalda troppo (Ender-3)
dnasini ha risposto a robertol nella discussione Problemi generici o di qualità di stampa
La pista e' solamente graffiata o tagliata? inoltre, il graffio e' solo un segno sul rivestimento o c'e' proprio un solco? -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
dnasini ha risposto a Cubo nella discussione Nuove idee e progetti
Io il mio meanwell l'ho preso qui e pagato la meta' rispetto ad amazon. Io l'ho fatto spedire in Svizzera e sti fetenti (di svizzeri) mi ci hanno appiccicato 24 euri di tasse doganali (maledette sanguisughe). Non so se in italia sia lo stesso, ad ogni modo il mio da 600W costava 120 e e l'ho pagato 80e (comprensivo di gabella) -
La piastra si riscalda troppo (Ender-3)
dnasini ha risposto a robertol nella discussione Problemi generici o di qualità di stampa
Controlla anche di non aver graffiato la serpentiva posta sotto il piatto oltre alla coppia di cavetti bianche (il termistore) anche questi sotto il piatto -
Discussione su Klipper ufficiale
dnasini ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
Confermo, togliendo il '!' la direzione adesso e' quella correta /OT on @eaman devo dire che in questa ultima settimana con Klipper ho snocciolato il rosario (maledette macro) e oggi ho passato una domenica di popo' x capire come collegare l'Orbiter V2 ma devo dire che e' una figata pazzesca sta cosa del non dover ricompilare ad ogni modifica..... /OT off -
Discussione su Klipper ufficiale
dnasini ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
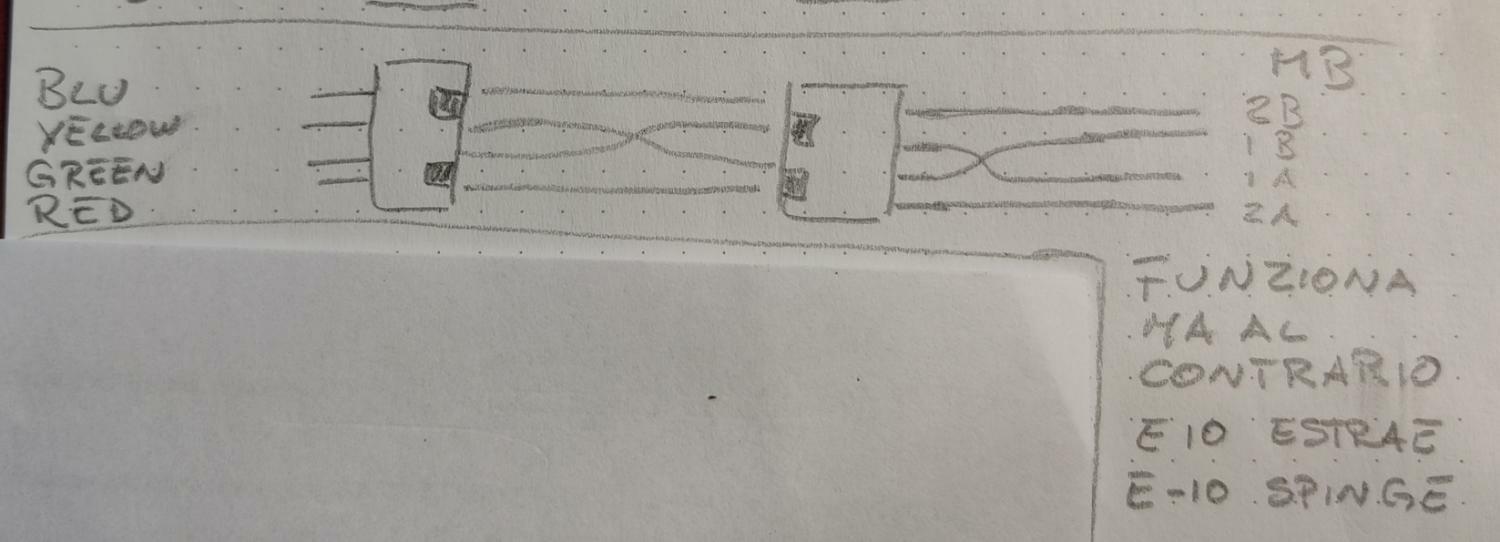
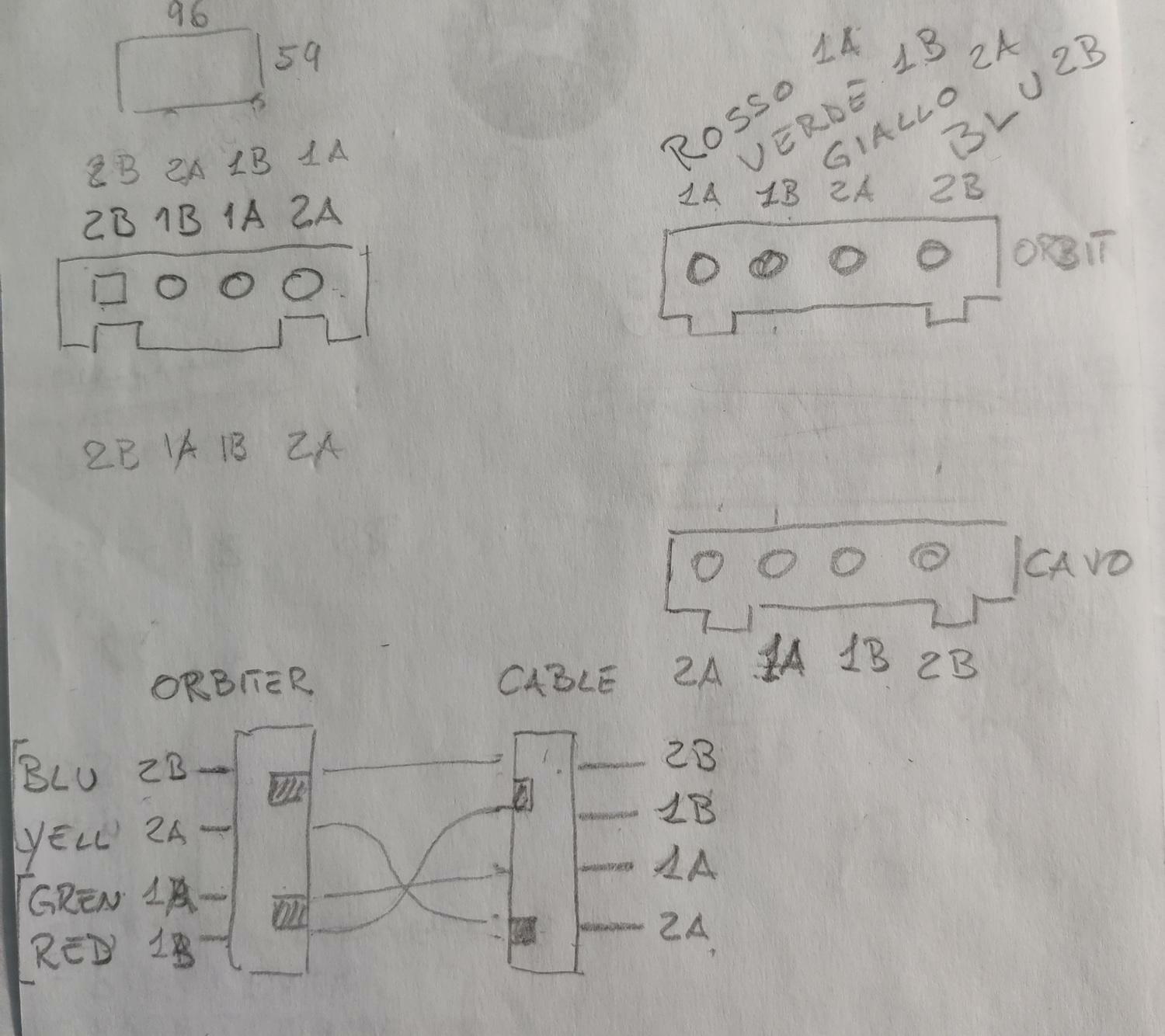
Sorry nn l'ho specificato, e' L'orbiter v2, ho trovato una configurazione della connessione che "funzionicchia" Funziona al contrario, nel senso che se lancio il comando G1 E 100, invece di spingere il filo lo ritrae, ma almeno nn mi da errore. Forse dovrei invertire la direzione sotto [extruder]? attualmente e' dir_pin: !PB4 Questa la config che sto usando [tmc2209 extruder] uart_pin: PC11 tx_pin: PC10 interpolate: true #LDO Motor Orbiter v2 uart_address: 3 sense_resistor: 0.11 #run_current: 0.650 #Standard NEMA17 run_current: 0.600 stealthchop_threshold: 0 Non so come si comportasse il motore nema17 originale con corrente a 0.65, ma questo anche con corrente a 0.6 se lo tocco e' caldo, non bollente ma caldo. In un altro post un tipo ha condivisola sua config x Orbiter V2 e SKR mini E3 v3 con corrente a 0.4. Se impostassi un valore cosi' "basso" a cosa andrei in contro? Quella da documentazione Orbiter e' addirittua 0.85, ma in molti post si consigliava di scendere a non piu' di 0.7
-
Discussione su Klipper ufficiale
dnasini ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
Rieccomi con il menarello dell'Orbiter. Questa mattina ho provato a collegarlo al cavo esistente "ponticellando" con 4 dupon i connettori dell'Orbiter con quelli del cavo estrusore che va alla MB ma nente da fare. Ho provato N cobinazioni di connessione ma ottengo sempre questo errore TMC 'extruder' reports error: DRV_STATUS: 800c0060 s2vsb=1(ShortToSupply_B!) ola=1(OpenLoad_A!) cs_actual=12 stst=1 Con le varie permutazioni cambiano solo ShortToSupply_B con _A e OpenLoad_A con _B ma il risultato nn cambia, la macchian va in protezione. Sinceramente nn so come collegare sto cacchio di motore sulla SKR mini E3 v3 😭 Questo dovrebbe essere lo schema ma sembra nn funzionare (in alto a sx il connettore della MB)
-
Discussione su Klipper ufficiale
dnasini ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
Grazie, Grazie, ma chiamami pure dnasini..... 😄 Questa e' la config delle mie fan #Hotend Cooling Fan [heater_fan cooling_fan] pin: PC7 heater_temp: 50 fan_speed: 1.0 #Case or Enclosure Fan [heater_fan case_fan] pin: PB15 heater: heater_bed heater_temp: 40 fan_speed: 0.5 # Filament Fan [fan] pin: PC6 Per tutte devi specificare il pin che le attiva, poi per alcune puoi impostare sotto quale temp possono spegnersi. Es io ho impostato che la ventola del case si spenga sotto i 40C e che giri a meta' della velocita' (ho messo una 80x80 invece della 40x40) mentre quella hotend sotto i 50C -
Discussione su Klipper ufficiale
dnasini ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
in effetti nn ho cercato config relativamente per il motore ma solo x Orbiter questa la mia attuale config x il TMC2209 [tmc2209 extruder] uart_pin: PC11 tx_pin: PC10 uart_address: 3 run_current: 0.650 stealthchop_threshold: 999999 ed in effetti e' piu' bassa di quella "suggerita". Nel link che mi hai girato, in effetti, il tipo ha detto che a 0.85A il motore era una stufa e gli deformava il filamento, e' sceso a 0.4A (da quanto ho capito) e gli funziona bene. A questo punto lascerei i valori preimpostati e farei una prova....... -
Ventola 4020 silenziosa ed economica?
dnasini ha risposto a eaman nella discussione Hardware e componenti
Solo roba buona 😄 in alternativa ho preso anche questa, piu' efficace ma anche piu' rumorosa
-
Ventola 4020 silenziosa ed economica?
dnasini ha risposto a eaman nella discussione Hardware e componenti
io uso queste e sono accettabili x tuo diletto il data sheet SUNON MF40202V2-1000U-A99.pdf -
Discussione su Klipper ufficiale
dnasini ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
Cari tutti, avrei bisogno di una parola di conforto in questo pomeriggio sconsolato. Dopo un mese, finalmente oggi mi hanno consegnato l'Orbiter v2.0 (peste li colga) cosi' comincio a documentarmi su come configurarlo in Klipper. Ed ecco che arrivano subito ansia e sconforto 😞 Leggendo la documentazione sul sito Orbiter, viene citato questa configurazione [tmc2209 extruder] interpolate: true run_current: 0.85 #** sense_resistor: 0.11 #** stealthchop_threshold: 0 driver_TBL: 0 driver_HEND: 6 driver_HSTRT: 7 driver_TOFF: 4 **Very important note!!! Please make sure the sense resistor is set according to what you have on board. TMC2130, TMC2208 and TMS2209 usually have 0.11Ω, TMC2660 have 0.051Ω and TMC5160 have usually 0.075Ω. Ora, sulla SKR mini E3 v3 i driver sono coperti da un dissipatore enorme e quindi nn ho possibilita' di verificare quali sense resistor effettivamente sono installati. Da piu' parti vedo i valori sopra riportati nelle varie config postate per i TMC2209 ma vorrei avere una ragionevole sicurezza di nn bruciare qualcosa impostandoli anche sulla mia scheda. Qualcuno saprebbe come poter fare questa verifica o se effettivamente i valori sopra riportati sono compatibili x tutti i TMC2209? -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
dnasini ha risposto a Cubo nella discussione Nuove idee e progetti
io ho ordinato questo (ADXL345), 15 euri e passa la paura puo' essere montato sia a nozzle (Kit incluso) che su scheda PCB
-
Discussione su Klipper ufficiale
dnasini ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
Auz, questo nn lo sapevo..... in effetti io ho installato tutto e compilato e poi ho utilizzato kiauh per finalizzare, ecco xche' nn mi sono posto neanche il prob..... mmmm nn ricordo se hai menzionato che scheda hai -
Discussione su Klipper ufficiale
dnasini ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
ma scusami... che senso avrebbe cercarlo in giro e se ti va di sfiga che e' sbagliato ti manda la scheda in Brick? se hai gia' Klipper devi solo lanciare il comando make dopo aver configurato 3 parametri in croce dal menu' make-config...... -
Discussione su Klipper ufficiale
dnasini ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
non lo compili da kiauh ma da linea di comando direttamente dal raspberry o similare. Come dice @eaman questo fw ha il solo compito di far parlare la scheda con Klipper e niente di piu', quindi la probabilita' di doverlo ricompilare e' molto scarsa L'upload avviene come un normale fw Marlin e dipende dalla scheda che intendi flashare -
Con che stampante dovrei cominciare?
dnasini ha risposto a Giua nella discussione La mia prima stampante 3D
Tendenzialmente SUNLU e' una buona marca per cominciare. Hai PLA/PLA+, ABS, TPU e PETG -
Discussione su Klipper ufficiale
dnasini ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
Domandona: Qualcuno di voi utilizza il display della stampante da quando e' passato a Klipper. Io l'ho configurato ma anche volendo risulta inutilizzabile, i menu' sono scarni, disposti male e proprio brutti a vedersi. Lo chiedo xche' cercando in giro praticamente nessuno ne parla e chi ne parla si limita a dire che si puo' configurare.... Detto questo, sto valutando di smontare il display della Ender 5 Plus e montarci, al suo posto, il raspi con monitor annesso, ma prima di partire con lo smontaggio e disegno del case, volevo sapere altri come si sono regolati -
Discussione su Klipper ufficiale
dnasini ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
Se siete interessati a delle SD classe 10 vi segnalo questo https://it.aliexpress.com/item/32848014218.html?spm=a2g0o.order_list.order_list_main.63.21ef3696CasoIU&gatewayAdapt=glo2ita io ho preso 2 SD da 16Gb e due da 32Gb a prezzi imbarazzanti -
se con il termine "calibrazione automatica" intendi l'automatic bed leveling la cosa nn ha senso. Non ha senso fare bed leveling prima di calibrare lo Z offset la calibrazione delle Z Offset serve ad impostare la corretta distanza tra nozzle e piatto ed e' unoperazione che viene fatta, di norma, manualmente.
-
Discussione su Klipper ufficiale
dnasini ha risposto a Killrob nella discussione Software di slicing, firmware e GCode
questa scheda puo' essere alimentata con i morsetti o con alimentatore via USB-C. Se scegli questa strada, io utilizzerei l'alimentatore del raspi, almeno vai sul sicuro che tensione e corrente erogati siano costanti