dnasini
-
Numero contenuti
4.517 -
Iscritto
-
Ultima visita
-
Giorni Vinti
179
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di dnasini
-
Se vuoi cimentarti nella compilazione del Fw, cerca due video di dazero sulla compilazione di Marlin. Li trovi gli strumenti e le nozioni X partire Di X se nn e nulla di insormontabile, vero e che, all'inizio, ci devi investire del tempo Guardati i video e sperimenta offline. Parti da una compilazione dei parametri base per la tua stampante. I file preconfigurati li trovi nella cartella di Marlin. Quando avrai compilato quelli, utilizza gli stessi file per aggiungere le funzionalità che ti interessano e poi passa al caricare il Fw.
-

Problemi estrusore da neofita
dnasini ha risposto a ale_NSNSE nella discussione Problemi generici o di qualità di stampa
A memoria help3d aveva fatto una serie introduttiva sulla stampa 3d. E in italiano quindi un buon punto di partenza -
BLTouch e CR Touch sono sostanzialmente la stessa cosa dal punto di vista del funzionamento. Una volta fatti corrispondere i contatti corretti sui pin della scheda, fanno la stessa cosa. La differenza sta nella configurazione del fw che varia da scheda a scheda, quindi dovresti recuperare una versione con BLTouch per la tua stampante oppure armarti di santa pazienza e configurartelo e compilartelo tu
-
Flsun QQs-Pro stranezze dei primi layer
dnasini ha risposto a luxed nella discussione Problemi generici o di qualità di stampa
😤 -
Problemi estrusore da neofita
dnasini ha risposto a ale_NSNSE nella discussione Problemi generici o di qualità di stampa
Come dice Quelo... la seconda che hai detto!!! Se riscontri che il prob e' la molla troppo tirata, dalla posizione in cui si trova, la allenti di un po' e verifichi se lo stato del filamento migliora. Non esiste una vera e propria calibrazione, almeno io nn l'ho mai adottata o cercata, alla fine, se il filamento non slitta e nn e' segnato, il tensionamento va bene 🙂 -
Flsun QQs-Pro stranezze dei primi layer
dnasini ha risposto a luxed nella discussione Problemi generici o di qualità di stampa
ABL = Automatic Bed Levelling. Quando lanci questo processo, viene generata una mesh che riporta, per ogni punto misurato, la differenza rispetto allo 0 impostato. Una volta ottenuta la mesh e caricata ad inizio stampa, la stampante e' in grado di "adattare" automaticamente l'altezza di Z per compensare le differenze misurate nella mesh. Questo procedimento non sostituisce il livellamento del piatto che deve essere comunque fatto (manualmente). Questo meccanismo compensa i decimi e i centesimi di millimetro, se hai un piatto completamente scalibrato ti fa Ciaone. -
Problemi estrusore da neofita
dnasini ha risposto a ale_NSNSE nella discussione Problemi generici o di qualità di stampa
Se la gola nn e' intasata, potrebbe essere un problema di tensionamento della vite o di raffreddamento del dissipatore. Nel primo caso, puoi verificarlo togliendo il filamento e controllando se il filamento estratto risulta "segnato" pesantemente dai denti della ruota godronata. In questo caso, la troppa tensione della molla deforma il filamento che fa attrito nel bowden e, alla lunga, incastra il dilamento. La soluzione e' allentare la molla e riprovare Nel secondo caso, una volta estratto il filamento, verifica se l'estremita' risulta inspessita in modo significativo rispetto al diametro del filamento. Questo potrebbe indicare che il calore dal blocchetto riscaldante risale troppo verso il dissipatore ammorbidento troppo il filamento che, a seguito di retrazioni, tende ad ispessirsi. Se questo e' il caso, puoi provare a sostituire la ventola di raffreddamento con una nuova -
PROBLEMI ESPULSIONE FILO DA HOT-END e SVITAMENTO NOZZLE
dnasini ha risposto a Gaido nella discussione Hardware e componenti
L'hotend che hai sembra essere uno dei piu' comuni in stallati anche sulle ender quindi non dovrebbe essere un grosso problema trovare informazioni su come smontarlo e rimontarlo. Io comincerei con lo smontare cartuccia riscaldante e termistore dal blocchetto riscaldante. Guarda se tra la gola e il blocchetto riscaldante hai fuoriuscita di materiale (devi guardare tra la fine del dissipatore nero ed il blocchetto riscaldante. Per smontare il blocchetto riscaldante, dovrebbe essere sufficiente svitare le due viti accanto al nozzle e svitare la gola dal blocchetto. Una volta fatto, verifica in che condizioni sono entrambi e prova ora a svitare il nozzle. qui trovi un tutorial su come smontare e rimontare l'hotend. In questo caso specifico c'e' anche di piu' di quell oche ti serve, quindi tralasci tutto cio' cio' che nn e' smonta e rimonta -
PROBLEMI ESPULSIONE FILO DA HOT-END e SVITAMENTO NOZZLE
dnasini ha risposto a Gaido nella discussione Hardware e componenti
di che stampante si tratta? puoi fare un paio di foto dell'hotend? -
[RISOLTO]Prusa o anycubic slicer?
dnasini ha risposto a MarcoS. nella discussione Software di slicing, firmware e GCode
Se la "scelta" e' tra quei due slicer, Prusa tutta la vita. Per quanto mi riguarda, ho fatto fatica a passare dal mio vecchio slicer a Prusa per come sono organizzati i menu'. Concordo pienamente con quanto detto sia da @FoNzY che @eaman e, se posso dire la mia, alla fine sono passato ad OrcaSlicer (che deriva da PrusaSlicer) perche' lo trovo piu' lineare nella gestione dei menu'. Visto che sei all'inizio, puoi provarne piu' di uno e poi decidere -
PROBLEMI ESPULSIONE FILO DA HOT-END e SVITAMENTO NOZZLE
dnasini ha risposto a Gaido nella discussione Hardware e componenti
Scanda a quella temperatura, svita e nel caso spegni. Se hai materiare che e' fuoriuscito dall'hotend e ti blocca il nozzle, in questo modo dovresti riuscire a sbloccarlo. Una volta svitato il nozzle, devi cmq verificare se hai fuoriuscita di materiale nell'hotend. A questo punto, attenndi che si raffreddi e, se necessario, smonta e pulisci anche l'hotend prima di rimontare i ltutto -
E' possibile che il fw sia gia' predisposto con la config x il BLTouch. a questo punto devi solo installarlo e verificare che funzioni come ci si aspetta. Il video nn l'ho visto, ma se contiene sia installazione che fw, tieni buona solo la parte di installazione, quella vale invipendentemente che sia da configurare il fw o meno dalla foto, sembra che tu debba semplicemente avvitarlo e collegarlo sulla schedina piggyback dell'estrusore, nn dovresti neanche avere il "fastidio" di doverlo regolare rispetto al nozzle
-
verifica se fa al caso tuo
-
Temperatura di estrusione e cambio hotend
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Per curiosita' ho rifatto una temp tower e i 215C di estrusione per PLA+ si sono confermati nuovamente come la temperatura corretta di estrusione Ora passo ad ABS e vediamo se le calibrazioni vengono riconfermate -
Problema Riscaldamentoo Fallito E1 - Heating falled, system stopped
dnasini ha risposto a sr.sr nella discussione Problemi generici o di qualità di stampa
Guarda, io ho avuto un problema simile con la mia CR20 e Marlin. Per piu' di 2 anni nn ha fallito un colpo, riscaldavo piatto e hotend contemporaneamente senza problemi. Poi ha cominciato a darmi il tuo stesso problema, prima saltuariamente e poi quasi sistematicamente. Solitamente non succedeva alla prima stampa, ma terminata una, appena reimpostavo le temp per la seconda stampa andava in blocco. L'errore era sempre sull'hotend. Allora ho cominciato a scaldare prima il piatto e poi l'hotend e per un po' sembrava essere la soluzione da dopo un paio di mesi anche questa soluzione nn funzionava. Quello che ho notato e' che spesso capitava che, durante il riscaldamento, il blocchetto "rallentasse" il riscaldamento a l punto da non essere in grado di aumentare dei gradi minimi impostati nel fw dentro la finestra minima di misurazione e innescasse cosi' il blocco. Per scrupoli, ho ricompilato il fw provando ad aumentare l'intervallo temporale ma ho solo diminuito il numero dierrori senza "risolverli". Credo il problema sia di natura meccanica e con il sw si possa solo "gestirlo" un po' meglio, prossimamente sostituiro' cartuccia riscaldante e termistore che sono ancora quelli di 3 anni fa di quando ho comperato la stampante 😄 Ad ogni modo, ora sono passato a Klipper e questo errore non me lo da piu' se nn quando faccio il PID dell'hotend con la ventola a palla. Questo mi fa pensare appunto che il problema sia di natura meccanica -
Temperatura di estrusione e cambio hotend
dnasini ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
In realta' il mio precedente hotend stock gia' montava una gola bi-metal quindi nn mi aspettavo una "grossa" variazione se non nel flusso di stampa. La cosa che nn mi aspettavo e' quanto fosse efficiente il riscaldatore ceramico comparato al blocchetto riscaldante tradizionale. Oltre ad andare in temperatura molto velocemente, ho delle percolature di materiale consistenti rispetto a prima quindi, cmq, una temptower me la rifaccio di sicuro per capire se devo mettere dei correttivi su quel fronte. Al momento ho fatto il test del max flow di Orca e sono arrivato ad un flow teorico (quello misurato prima che la stampa degradasse) di 27mm3/s ed ho impostato un piu' conservativo 24mm3/s. Se penso che con quello stock x PLA+ ero a 12mm3/s, direi che si puo' essere soddisfatti. Vero anche che la doc di trianglelab millanta un 45mm3/s ma nn dice sotto quali condizioni 🙂 -
Temperatura di estrusione e cambio hotend
dnasini ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao, dopo 3 anni di hotend stock su ben 2 stampanti, ho deciso di cambiare passando ad un rapido. A livello funzionale ho già avuto ottime impressioni e la rapidità con cui va in temperatura e formidabile. Così ho cominciato a rifare le varie calibrazioni partendo con il pla+. Dopo qualche stampa ho notato una finitura non sempre ottimale ma ci ho badato poco essendo solo calibrazioni. Ad ogni modo, ora, mi e venuto il dubbio che magari possa essere un problema di temperature...... Quindi faccio la domanda banale..... Ma il cambio dell'hotend può influire più o meno sensibilmente anche sulla temperatura di estrusione? Sia inteso, la mia domanda e' provocatoria e conosco già la risposta, quello che volevo capire e in che ordine questo possa influire. -
Errori di stampa
dnasini ha risposto a Davide vita nella discussione Problemi generici o di qualità di stampa
il FEP e' da sostituire se, guardandolo in controluce, lo vedi pesantemente rigato o cmq opaco. Fep in queste condizioni portano alla maggior parte delle stampe fallite -
Errori di stampa
dnasini ha risposto a Davide vita nella discussione Problemi generici o di qualità di stampa
sostituire il FEP con uno nuovo, 5 min e passa la paura -
[Ender3 V2 - CR Touch] Errore CR touch
dnasini ha risposto a Gae Tano nella discussione Hardware e componenti
Flashare il fw nn serve, un sw nn si rompe..... Il reset delle eeprom potrebbe essere una strada, ad ogni modo, fatti prima una copia dei valori impostati cosi' se devi reimpostarli li hai gia'. Io con il BLTouch ho avuto due rogne (Marlin e Klipper). In Marlin talvolta falliva ad uscire la probe, sia all'avvio della macchine in fase di test che facendo homing di Z. la soluzione e' stato smontarlo, pulire il canale dove era alloggiata la probe e rimontare. In klipper il problema era piu' subdolo e nn sono riuscito a risolververlo ma a "mitigarlo". Con un piatto grande come quello della Ender 5 Plus, quando il toolhead si spostava negli angoli o sui bordi, il peso dei cavi che arrivavano al toolhead lo facevano piegare a tal punto da crearmi dei falsi contatti sul BLTouch che falliva ad esempio nel fare le mesh. Il problema l'ho mitigato tenendo manualmente il cavo in verticale durante la mesh. Durante l'homing il problema nn si presentava perche' era perfettamente al centro del piatto. -
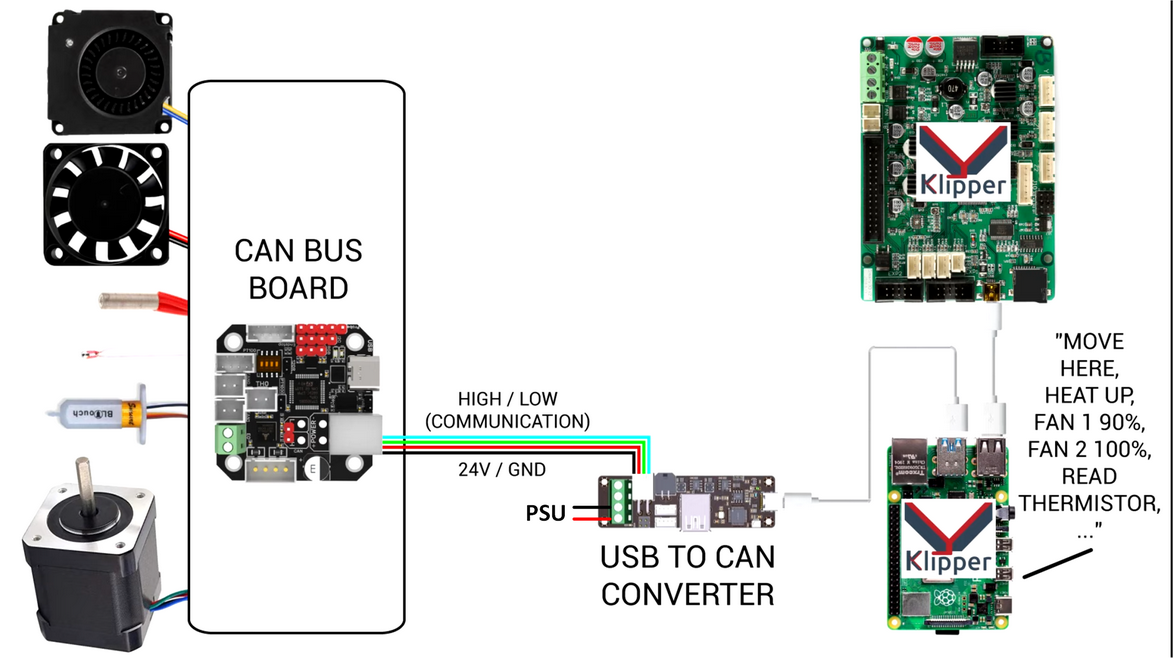
Vorrei condividere la mia esperienza perche' ritengo possa essere utile per chi avesse intenzione di implementarla o fosse solo curioso. Canbus e' una tecnologia brevettata da Bosch in grado di funzionare anche in ambienti fortemente disturbati da onde elettromagnetiche. Il suo primo campo di applicazione e' stato l'automotive per poi diffondensi pesantemente anche nell'automazione industriale. Concettualmente si tratta di un bus a due fili intrecciati tra loro in modo da annullare le interferenze su cui vengono trasmesse le informazioni. I due segnali vengono chiamati Can_High e Can_Low. Nel caso specifico della stampa 3D, l'idea e' quella di sostituire la matassa di cavi che parte dalla MB verso il toolhead, con 2 cavi di segnalazione (Can_High e Can_Low) e due cavi di alimentazione (Vcc e Gnd). Ovviamente, per poter far questo, dobbiamo "remotizzare" l'intelligenza della MB sul toolhead e utilizzare il cavo "semplificato" solo per l'alimentazione della scheda remota e la segnalazione. Questo viene fatto aggiungendo due componenti: un convertitore USB to Can (U2C) ed un controller remoto (EBB) come nello schema seguente Il converter U2C ha il compito di "tradurre" i comandi provenienti da Klipper via USB in segnali CanBus da inviare alla MCU remota che non fara' altro che ri-convertire questi segnali nei relativi output da inviare alle periferiche (estrusore, ventola, riscaldatore, etc) Io ho utilizzato i prodotti BTT per entrambe le componenti e ho fatto riferimento a questo tutorial sia per la parte di configurazione dei fw e loro installazione che per la parte piu' pratica di cablaggio. Il cavo canbus non sono riuscito a trovarlo gia' fatto se non a prezzi esagerati e cosi' me lo sono costruito "sovradimensionando" (anche se non necessario) le sezioni dei cavi. Per la precisione, ho utilizzato cavi di alimentazione 18AWG vs 20AWG e cavi 22AWGvs 26AWG per la segnalazione. Se per la parte di alimentazione credo che "abbondare" non faccia male, per la parte segnalazione forse nn e' cosi' necessario e una coppia gia' intrecciata di cavi ethernet e' sufficiente (diversi tutorial li usano a questo scopo) La parte di setup (installazione fw sulle schede) e' un po' tricky ma se si segue passo passo la guida che ho segnalato si arriva in fondo senza troppi intoppi (senza una guida e' un bagno di sangue, troppe informazioni discordanti e frammentate). Inutile dire che questa funzionalita' esiste solo per Klipper, Marlin non e' contemplato per queste implementazioni. Non nascondo che l'idea di cimentarmi in un progetto del genere non mi stuzzicasse, ma il motivo trainante era la sofferenza di dovermi portare dietro il matassone di cavi dalla MB fino al toolhead. Fino a che lavoravo con la CR20 era relativamente fastidioso (cmq ho gia' le componenti x convertire anche lei), ma passando alla Ender 5 Plus era diventata una tassa...... Ora sono passato da questo a questo e devo dire che il valore aggiunto in termini di "ordine" all'interno del case e velocita' di manutenzione sul toolhead si sentono fin da subito

-
- 2
-

-
PROBLEMA QUALITÀ DI STAMPA IMPOSSIBILE
dnasini ha risposto a MAL1190 nella discussione Problemi generici o di qualità di stampa
Hai controllato di non avere facce aperte nel modello originale? Alcuni slicer come orca O ideamaker hanno la possibilità di "sistemare" questi difetti -
La mia (non) ultima fatica....
dnasini ha risposto a dnasini nella discussione Nuove idee e progetti
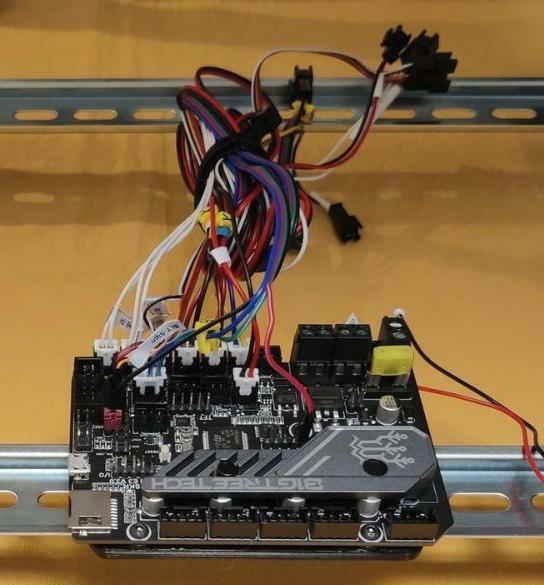
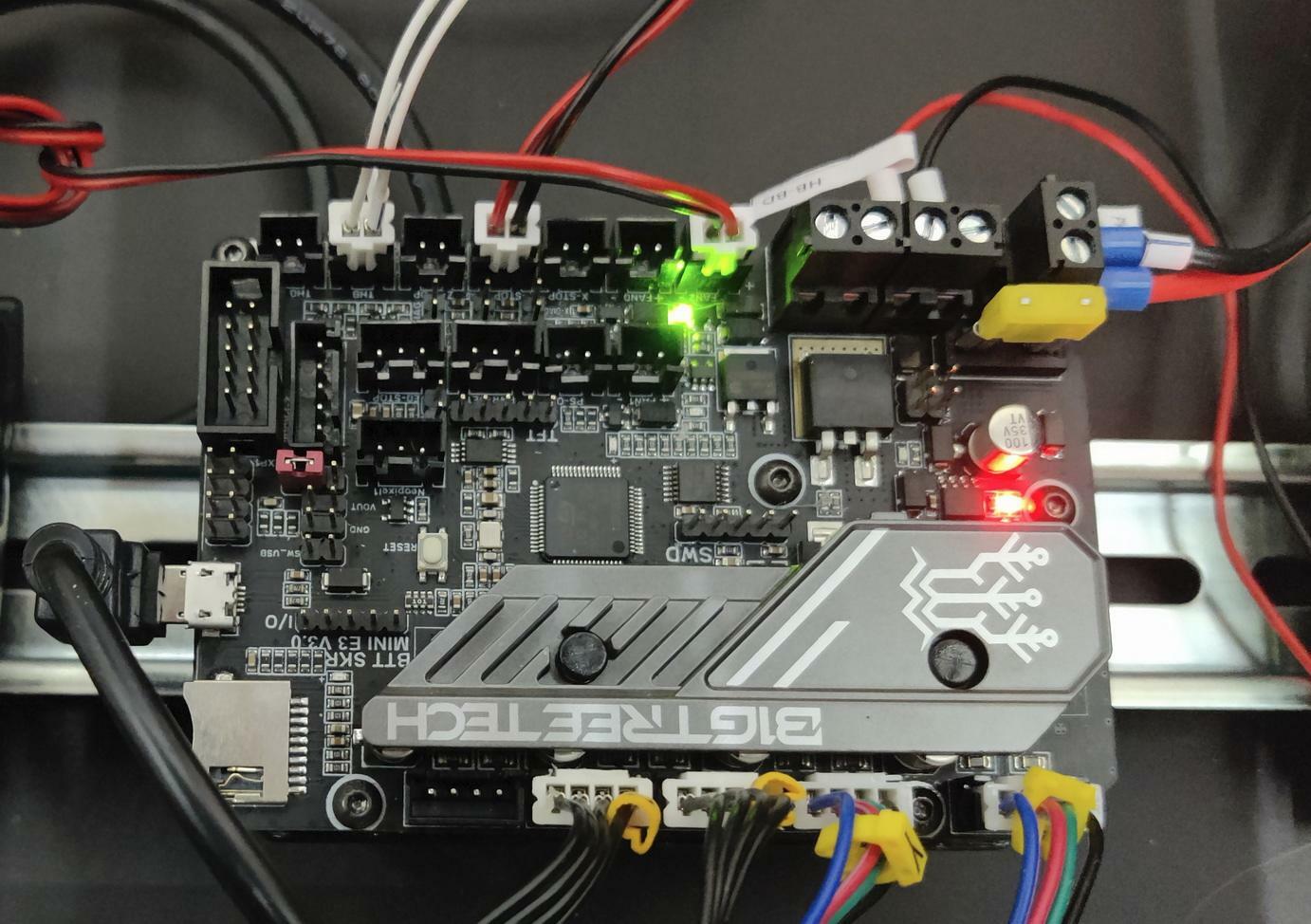
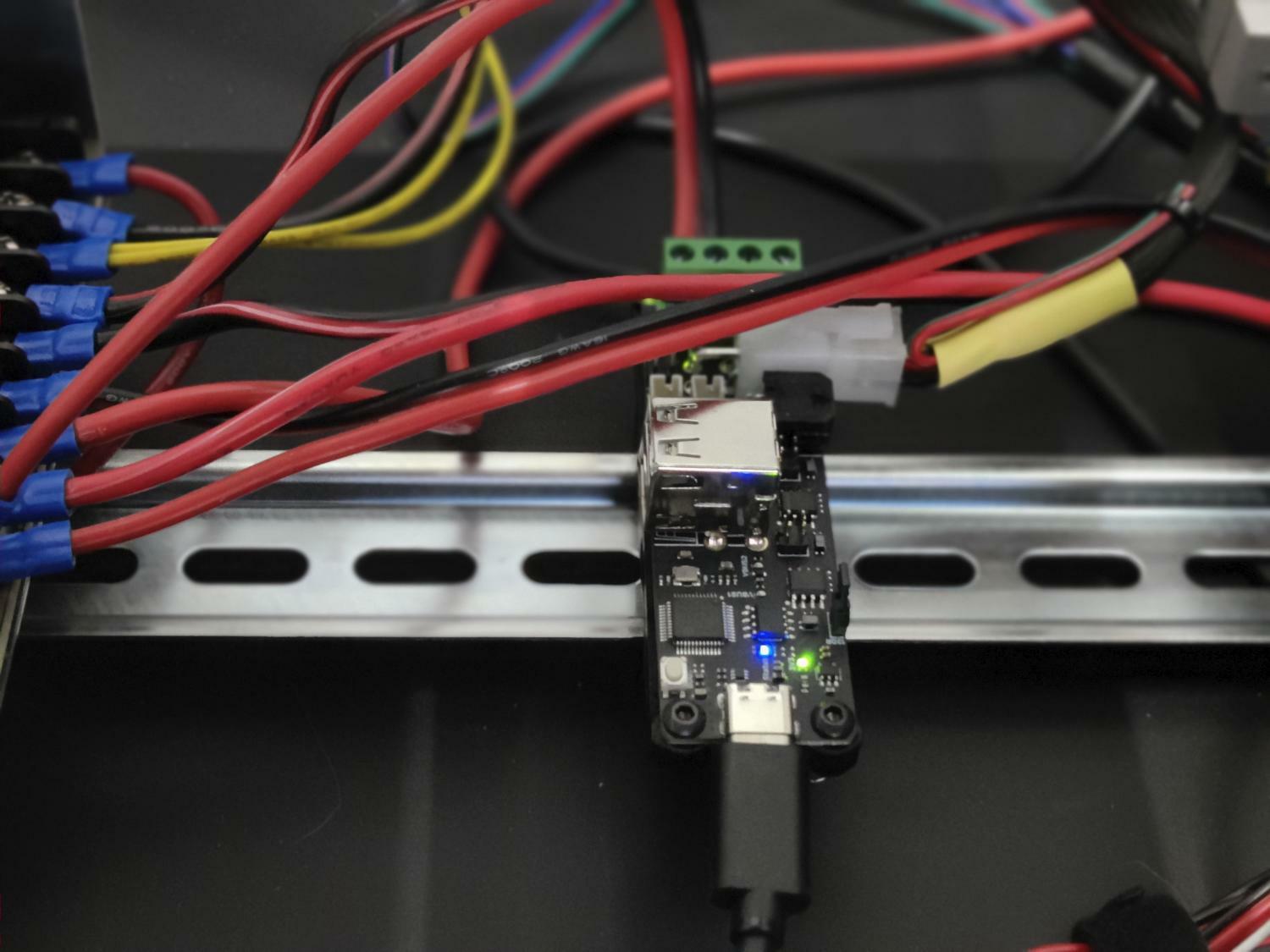
Sono a -1 fatica dall'aver quasi ultimato la stampante. Ho montato l'hotend Rapido e devo dire che fa la sua porca figura Poi, dopo qualche rosario snocciolato (nn per difficolta ma per mia cretinaggine) ho messo in piedi il CanBus con i prodotti BTT. Prima ho configurato e implementato l'unita' U2C (USB to Can) e poi l'unita' EBB36 installata dietro il toolhead (la foto fa schifetto ma spero renda il concetto Questo mi ha permesso di passare da un matassore di n cavi in partenza dalla MB fino al toolhead come questo ad un piu' sobrio Molex Microfit 3.0 a 4 cavi (Power, ground, can_low, can_high) per gestire tutto Devo ancora terminare di sistemare la questione cavi lavo toolhead, ad ogni modo, a parte l'estrusore, ho gia' testato il funzionamento di tutto il resto e posso ritenermi soddisfatto. Mi manca da collegare e configurare il sensore di filamento dell'orbiter v2.0, ma le funzioni base sono tutte implementate
-
Alfawise u30 Ventola estrusore non parte
dnasini ha risposto a francescomoba nella discussione Software di slicing, firmware e GCode
Dipende dalla scheda. Nella mia vecchia scheda creality, la ventola partiva all'accensione della stamlante, mentre con la nuova (SKR mini E3 v3) la ventola del dissipatore e' "comandabile" cosi' io l'ho configurata per accendersi quando l'hotend arriva a 50C (puoi configurarlo in Marlin sotto configuration_adv.h ma nn ricordo il comando) -
Calibrazione piatto infinita
dnasini ha risposto a elcuma nella discussione Problemi generici o di qualità di stampa
la rispsota corretta e': dipende. Queste micro-regolazioni di che entita' sono? Sai com'e', i concetti di micro e macro sono soggettivi e basandosi sulle sensazioni ogni consiglio piu' essere corretto. Io per certo so che sulla mia CoreXY, ogni volta che la spesto x fare manutenzione e' certo che devo rifare il bed leveling. Sulla CR20, anche se la sposto, il piatto nn si sballa a meno che nn lo prendo a martellate. In condizioni normali (nessuno spsotamento o aggiustamento), mi limito a livellare e ad attivare l'adaptive bed leveling cosi' da sopperire ad eventuali variazioni. Investi qualche secondo in piu' ad ogni stampa ma ti togli il pensiero