dnasini
-
Numero contenuti
4.514 -
Iscritto
-
Ultima visita
-
Giorni Vinti
179
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di dnasini
-
Dry brushing l'ho fatto sul corpo (da verde scuro a chiaro) e sulle gengive, come anche sulle corna poi ho voluto passare il tutto con un wash nero per risaltare le ombreggiature ma temo di aver fatto una cagata..... Al corso per dipingere le miniature lo avevamo fatto ed era venuto bene, qui temo che il wash della vallejo che ho usato sia troppo caricato di colore da avermi scurito il tutto 😞 Per quanto riguarda i modelli, sto cercando qualcosa di intermedio da stampare senza troppi dettagli cosi' da potermi concentrare sulla tecnica e, come consigliato, sperimentare. Questo l'ho dipinto perche' era uno "scarto" di mio figlio. Lo avevo stampato per farlo giocare nelle campagne di warhammer con un amico ma ho avuto qualche prob con la resina e dopo un po' si e' spaccato all'atezza del collo (nella foto frontale si nota). Piuttosto che buttarlo, l'ho usato come modello
-
comperarli al dettaglio qui vuol dire accendere un mutuo. Giusto per darti una idea, un raccordo come questo da 1/8" su ali lo trovo a 1.16e, se lo prendo alla OBI qui vicino mi costa l'equivalente di 3.5e. Visto che nn ho mai lavorato con l'aria compressa, ho fatto un po' di esperimenti comperando anche delle boiate assurde che sulla carta sembravano una genialata 😕 Alla fine oggi nn ho smontato il controller, mi sono dedicato alla mia prima miniatura (che poi tanto miniatura nn e')

-
Si infatti ho trovato gli stessi prodotti anche io. Domani ci penso xche' x mettere insieme il progetto che ho postato sopra, tra test di vari connettori, valvole, fascette e ammennicoli vari, ho innalzato il PIL della cina di qualche punto nell'ultimo mese.... 😩 a botte di transazioni di 10 euri, ci avro' lasciato un centello ora ho pure uno dei due contreller della PS5 che soffre di un drift piuttosto accentuato e se pulendo i contatti domani mattina nn risolvo, mi tocchera' ordinare i ricambi, quindi ne approfitto e sciallo anche sti ulteriori componenti
-
In effetti il misuratore che ho preso e fin troppo x quello che tira sto compressore ma ho già fatto fatica su ali a trovarlo con attacco posteriore e scala in psi e bar, se avrò voglia ne cerco un'altra un po' più modesto 😋
-
micro aggiornamento: per curiosita' ho sostituito i connettori pneumatici fast (per intenderci quelli in uscita dal compressore ed in ingresso al regolatore) con dei connettori barb diretti ed in effetti le cose sono migliorate. La lancetta ha misura una pressione prossima ai 30PSI, dico prossima perche' poi un paio di giunzioni hanno cominciato a sfiatare, segno che devo aspettare l'arrivo dei raccordi giusti :/
-
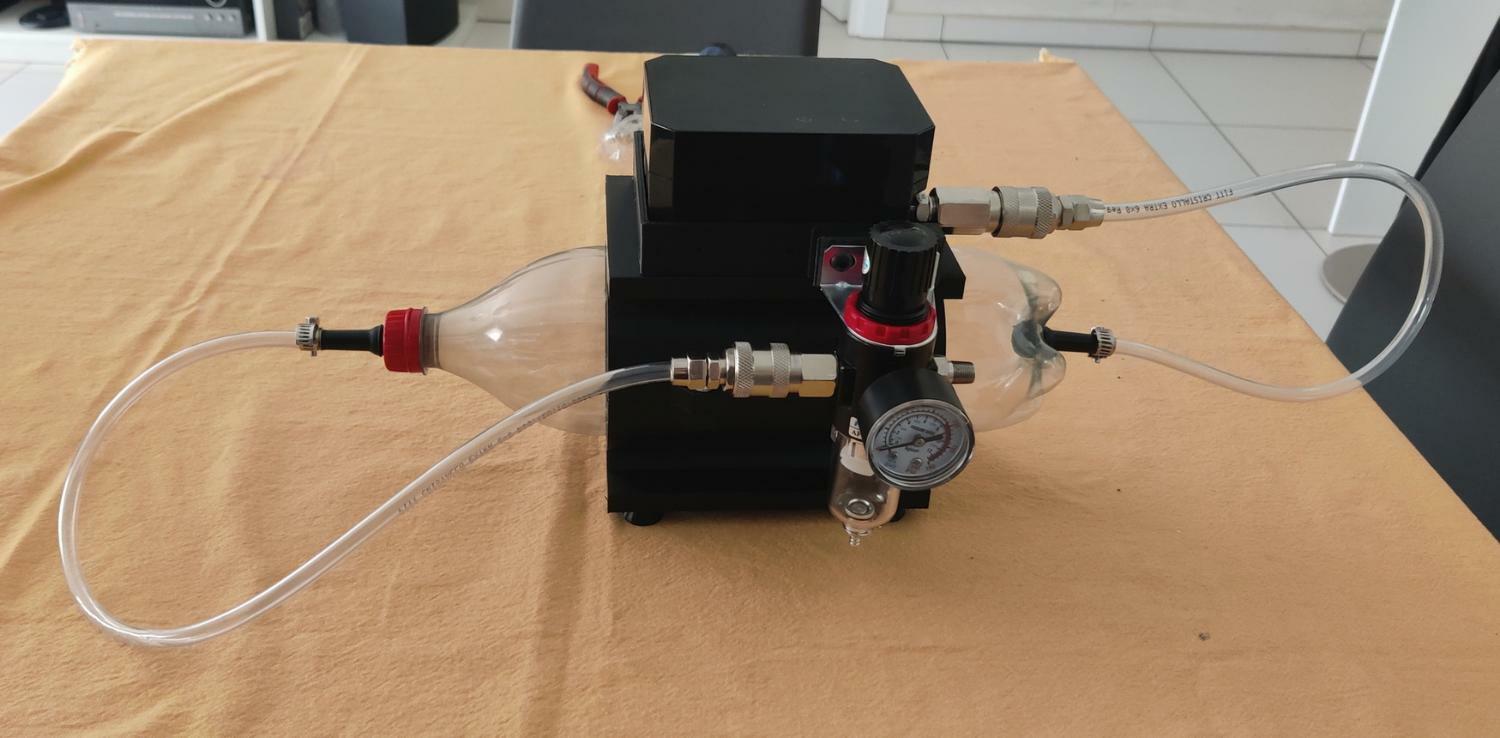
giusto per nn lasciare il tutto svolazzante, ho deciso di realizzare la beta2 del Lepecous1 nel tentativo di farlo assomigliare ad un compressore "serio", ed ecco il risultato Ho quindi realizzato una scocca sagomata sulla bottiglia ed ho inserito tre trisce di isolante per finestre (strisce gialle nella seconda foto) per creare spessore e bloccare la bottiglia senza per questo vincolarla troppo. Sulla parte superiore e' appoggiato il compressore connesso all'air tank che termina con il filtro e regolatore di pressione. Non sono ancora nella versione definitiva in quanto sono in attesa che mi arrivino degli altri connettori e valvole per poter ridurre le curve e le lenghezze dei tubi. Il tutto funziona anche se sospetto che il regolatore finale non sia correttamente dimensionato. In primis, quando attivo il baracchino, il compressore non ha la forza sufficiente per spingere la valvola in basso al regolatore (pirulino argentato in basso nell'ultima foto) e questo provoca una fuoriuscita d'aria. Il workaround e' quello di tirarlo manualmente fino a far aumentare la pressione cosi' che rimanga ingaggiato. Fatto questo, mi sarei aspettato che la pressione arrivasse almeno a 30PSI (manopola del regolatore completamente aperta) essendo il compressore dichiarato fino a 40PSI. Con mio sommo stupore, invece l'ago del misuratore arriva tra la prima e la seconda tacca che, facendo le debite proporzioni, dovrebbe aggirarsi attorno ai 10PSI. Leggendo le specifiche del regolatore, viene data come Operating Pressure range: 0 ~ 1.0MPa (circa tra 0 e 145PSI). Che sia sovradimensionato per il mio compressore?
-

principiante
dnasini ha risposto a Liquid89 nella discussione Problemi generici o di qualità di stampa
che materiale e che range di temperatura? della lsita che ti ho girato, hai fatto tutte le calibrazioni 3D Printer? -
principiante
dnasini ha risposto a Liquid89 nella discussione Problemi generici o di qualità di stampa
per prima cosa fai le calibrazioni di base della stampante cosi' da avere una situazione il piu' possibile stabile dal punto di vista di funzionamento. Nell'ordine puoi seguire questi passi 3D Printer * Bed Calibration (Bed Leveling) * Z-Axis Calibration (Z-offset) * Extruder Calibration (E-Step/mm) * PID Calibration (optional) o Hotend o Heated Bed Filament * Filament Calibration (Average filament size with Caliper) * Flow Rate Calibration (Hollow Cube or Thin Wall) * Temperature Calibration (Temp Tower) * Retraction Calibration (Retraction Tower) Molte delle calibrazioni del filamento sono presenti come test in orcaslicer. Una volta fatti questi test, prendi un qualsiasi profilo x il materiale che usi e gia' presente nello slicer e prova a stamparti un cubo di calibrazione per vedere come esce. Sulla base del risultato puoi cominciare a fare gli aggiustamenti che sono necessari -
Layer spostati durante la stampa
dnasini ha risposto a Potus88 nella discussione Problemi generici o di qualità di stampa
vere entrambe le cose, solo le tre guide lineari sono costate 250e e parliamo di prodotti di fascia medio/bassa, ad ogni modo tra la sfida, il gusto di realizzarla e la resa finale delle stampe e' una cosa che rifarei 🙂 Relativamente alla stampa, sembra un buon punto di partenza. Sembra tu sia un po' sovraestruso in alcuni punti, ma su una stampa per litofanie non e' cosi' semplice dare un parere 😉 -
Layer spostati durante la stampa
dnasini ha risposto a Potus88 nella discussione Problemi generici o di qualità di stampa
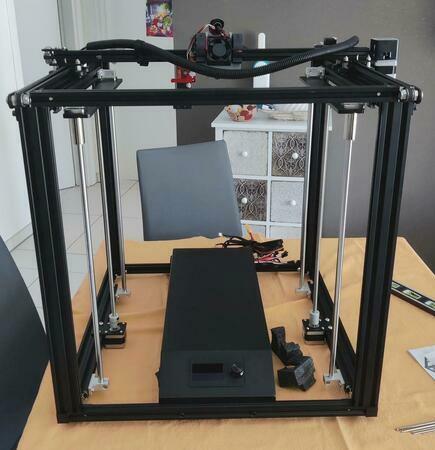
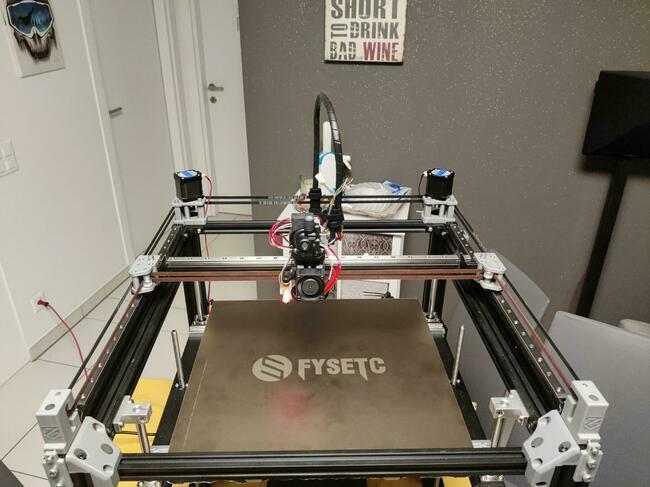
Io ho una fu Ender 5 Plus che ho trasformato da cartesiana in CoreXY (progetto Mercury One di ZeroG se sei interessato). Quando era ancora cartesiana, ho litigato anche io un sacco con gli assi, specialmente Y che, a mio avviso, e' stato pensato proprio male. Un unico motore che muove tutto l'asse e' tecnicamente limitante e complesso da regolare. Se l'asse X su cui scorre il carrello non e' ben in squadra, il motore fa piu' fatica a spostare Y con conseguenti attriti sulle ruote e rumore durante gli spostamenti, che, per essere limitati, ti costringono a diminuire le velocita'. Inoltre, la regolazione degli eccentrici a lato del dei due carrelli e' un lavoro certosino, appena regoli un eccentrico sminchi l'altro e quindi devi andare avanti per approssimazioni successive con una dilatazione di tempi nn indifferenti. Questa e' come era la mia E5P e come e' ora Se hai voglia di leggere un po', qui trovi la sua evoluzione Inutile dirti che sia le prestazioni che i risultati sono migliorati notevolmente (accelerazioni da 3k mm/s2 a 10k mm/s2 e velocita' da 70mm/s a 200mm/s con test anche a 300mm/s tutto con upgrade a Klipper)
-
Cerchi ovalizzati
dnasini ha risposto a Astax07 nella discussione Problemi generici o di qualità di stampa
Apri un nuovo post descrivendo in dettaglio il tuo prob, questa discussione e' giurassica. X quanto riguarda la regolazione degli step/mm dipende dal tipo di estrusore che hai, ad ogni modo, con una ricerca su youtube su come regolarli fai molto prima -
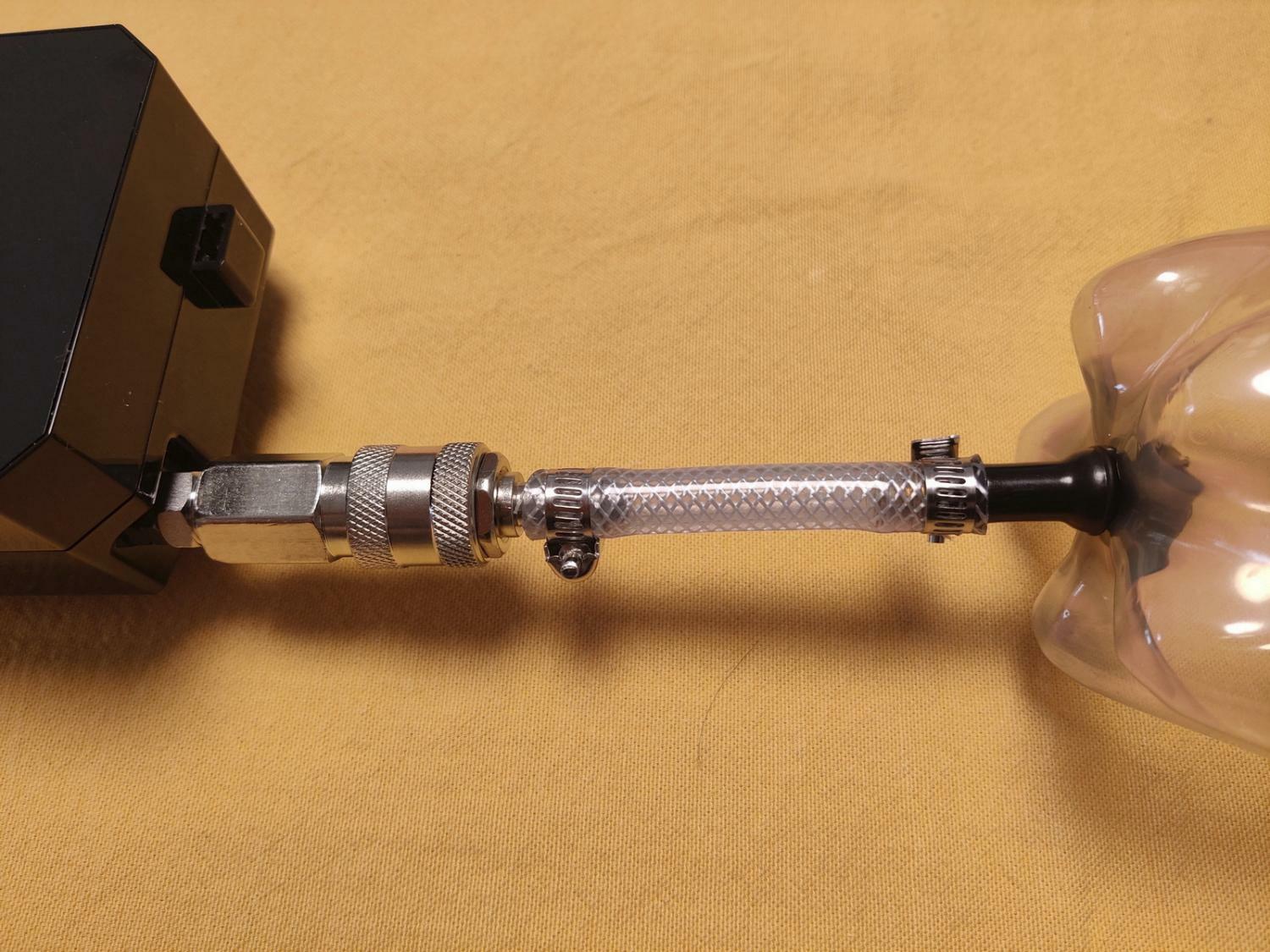
In una passata discussione relativa agli equipaggiamenti per la verniciatura ad aerografo, il diavolo tentatore @eaman ha condiviso un suo progetto in cui realizzo' un Air Tank per aerografo per mezzo di una bottiglia PET per bibite gassate. E visto che io nn mi faccio convincere molto facilmente, ho realizzato la mia Questo e' naturalmente il prototipo del progetto Lepecous1 ancora in beta dove ho voluto testare il funzionamento e la resa. Devo dire che il tutto funziona e anche bene, il compressore di suo e' piuttosto basico e impiega un mezzo minuto a mettere in pressione la bottiglia ma una volta passato questo tempo, l'erogazione d'aria dall'aerografo e' costante per parecchio tempo (nella prova l'ho fatto erogare per piu' di un minuto). Senza l'air tank, appena attivata l'erogazione si aveva un getto ad "alta" pressione che subito dopo calava e si stabilizzava, questo portava a fare l'erogazione iniziale a vuoto e poi passare al modello cosi' da non ritrovarsi un eccesso di pittura in un punto. Non ho ancora fatto il test con il primer ma sono fiducioso della resa. Se qualcuno fosse interessato, qui di seguito le componenti che ho utilizzato 1 x Bottiglia di bibita gassata (ho fatto un test con una da 500ml e una da 1.5L, con quest'ultima la resa e' migliore) 2 x valvole per camere d'aria da auto/moto 1 x attrezzo x rimuovere il nucleo delle valvole (necessario almeno per la valvola di uscita, ma vista la poca potenza del mio compressore, necessaria anche per la valvola di ingresso) 1 x tubo di raccordo lunghezza qb, diametro intero 6mm (io ho preso al brico quello per acqua con magliatura in nylon) 4 x fascette per tubi con vite (meglio prenderne piu' di 4) 8-12mm 2 x giunti a seconda delle necessita'(tipo1 o tipo2 o mix) 6mm 1/8" qui poi dipende da come si intende collegare l'air tank Come detto, il progetto e' in beta e necessiata di alcuni aggiustamenti, tecnici ed estetici, ad ogni modo quello elencato sopra e' lo "starter kit" minimo 😄
-
Layer spostati durante la stampa
dnasini ha risposto a Potus88 nella discussione Problemi generici o di qualità di stampa
La componente meccanica del layer shift e' solitamente dovuto da cinghie lente oppure ostruzioni sui binari su cui si muovono gli assi -
Sensore di filamento non funziona
dnasini ha risposto a Potus88 nella discussione Problemi generici o di qualità di stampa
Si ma dal 2023 ad oggi ha mai funzionato il sensore di filamento? Se ha funzionato o si e' incartato il microswitch (come gia' suggerito) oppure si e' guastato. Il mio filament sensor dopo circa un anno ha cominciato a darmi un sacco di falsi positivi, l'ho smontato per scoprire che la sfera in metallo che attivava il microswitch era circondata da "lanuggine" prodotta dal filamento ad ogni estrazione. Rimossa la lanuggine tutto ha ripreso a funzionare come nulla fosse. -
"nuova" stampante .. vecchi problemi
dnasini ha risposto a maxl70 nella discussione Problemi generici o di qualità di stampa
Bhe guarda il bicchiere mezzo pieno... una l'hai risolta 😄 -
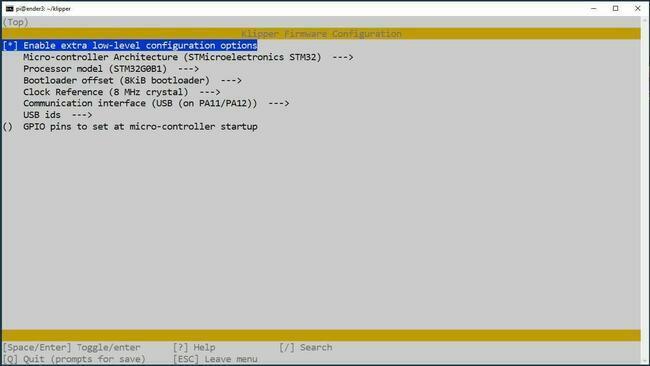
La SKR mini e firmware klipper
dnasini ha risposto a dnasini nella discussione Software di slicing, firmware e GCode
mooraker nn devi configurare nulla (almeno io nn l'ho fatto) x il printer.cfg, se cerchi tra le config di klipper per la SKR mini trovi gia' il file bello che pronto al quale devi solo modificare i valori specifici della tua stampante (posizione endstop, dimensione piatto, path della seriale MCU, etc) -
La SKR mini e firmware klipper
dnasini ha risposto a dnasini nella discussione Software di slicing, firmware e GCode
Ciao, io l'unica config che ho e Onestamente, come descritto, nn so "cosa" nn abbia funzionato prima. L'idea che mi sono fatto e che sono rilevanti gli step nella sequenza corretta che fanno la differenza
-
"nuova" stampante .. vecchi problemi
dnasini ha risposto a maxl70 nella discussione Problemi generici o di qualità di stampa
Lo start ed end gcode nn sono nella stampante ma vanno scritti nella sezione apposita dello slicer. Nella stampante vengono configurate le dimensioni del piatto e le coordinate relative agli endstop Che Fw usi? Marlin o klipper? Se sei nel primo caso, puoi provare a fare una reinizializzazione della eeprom da menù stampante giusto per essere sicuro che carichi al boot correttamente i valori di default Ad ogni modo, l'home degli assi viene eseguito prima dello start gcode, quindi se già li prende la tangente, io controllerei nello slicer la config della stampante e se le coordinate del piatto siano corrette -
Aggiornamento Flyingbear Ghost 6 MKS Robin nano 3.1 Marlin
dnasini ha risposto a ALE TNT nella discussione Software di slicing, firmware e GCode
Klipper nn lo compili, lo installi su un raspberry o similare oppure su un PC con Linux. Per la scheda in questione, generi un firmware che viene utilizzato da Klipper per pilotarla. puoi provare a fare una query in chatgpt con "how compile firmware for klipper Nano4 v3.1" io una procedura l'ho trovata ma poi c'e' da capire se i parametri specificati sono corretti (verifica quindi con altre guide). Poi ho trovato questa discussione che potrebbe essere interessante leggere . Oltre a questo, armati di pazienza e cerca piu' guide possibili da mettere a confronto almeno sul lato dei parametri di configurazione per il firmware -
"nuova" stampante .. vecchi problemi
dnasini ha risposto a maxl70 nella discussione Problemi generici o di qualità di stampa
che istruzioni hai nello start gcode? Il comportamento che descrivi nn dipende dallo slicer che usi ma dalla config della stampante e dalle istruzioni nello start gcode. Questo ovviamente vale se nello slicer che usi hai configurato correttamente la stampante -
Rispondere alla tua domanda nn e' semplice perche' dipende da tanti fattori, in primis cosa e' "importante" per te. Ti porto il mio esempio per meglio chiarirti cosa intendo. Io non stampo caricati se nn (raramente) il filamento legno, quello marble o fluo. Per questi, mi e' sufficiente il nozzle da 0.6mm per nn avere problemi di estrusione e visto che li stampo se va bene una volta all'anno, lo sbatti di cambiare nozzle e' limitato e la sua usura altrettanto (ne no un paio cosi' se se ne scassa uno ho subito l'altro). Al 99.9% stampo PLA+, PETG e ABS (anche TPU all'occorrenza) con nozzle 0.4mm. Quindi per me l'importante e' che i nozzle abbiano prezzi contenuti, il riscaldatore regga temperature di 250C costanti per i materiali che lo necessitino e che il tutto si scaldi con una certa rapidita'. Per questo il Rapido HF per me e' stata la scelta migliore con il riscaldatore standard (115W). Detto questo, sostituire il nozzle x il Rapido e' cmq piuttosto "veloce" visto che, oltre a togliere il cappuccio di silicone, ti basta la chiave per nozzle e nn la doppia chiave come x gli hotend creality stock per intenderci. Non e' rapido come il Revo, allo stesso modo nn un enorme sbatti. relativamente alle temperature, con il riscaldatore ceramico l'ho portato anche a 290C per stampare ABS Food con ugello in acciaio inox ed il tutto ha retto. Da dire che nn e' proprio il suo mestiere, quindi le stampe di questo materiale hanno un alto tasso di fallimento visto la scarsa conducibilita' del nozzle in acciaio inox e quindi dopo un po' ho mollato il colpo. Per questo materiale sarebbe piu' indicato Volcano o un Rapido UHF che usando nozzle piu' lunghi mantengono in temperatura meglio questo materiale. Per questo, un'altra cosa che mi piace del Rapido HF e' che in caso di necessita' e' sufficiente acquistare il kit per trasformarlo in UHF avendo 2 prodotti in uno (ma devi comunque montare e smontare con attrezzi) Non ti nascondo che ho corteggiato il Revo per diverso tempo per via del cambio rapido dei nozzle, ma nn essendo per me questa una "priorita'/necessita'", nn era giustificabile il costo.
-
Io di rapido hf ne ho due e mi trovo bene. I nozzle hanno prezzi accettabili anche se nn li sostituisci in modo smart come il Revo. Con il rapido, ho avuto problemi solo con gli ugelli in acciaio inox e filamento abs Ad ogni modo, un rapido costa sui 80e, quanto costa un nozzle Revo in acciaio temperato?
-
I layer non aderiscono al piatto
dnasini ha risposto a Tanbruk nella discussione Problemi generici o di qualità di stampa
Non intendevo lo Z-Offset, intendo proprio che parametro dello slicer hai configurato x l'altezza del primo layer. Nel mio caso, stampo prevalentemente a 0.2mm di altezza layer, ma il primo layer lo stampo a 0.3mm per "garantirmi" un minimo di compensazione e di schiacciamento del primo layer -
I layer non aderiscono al piatto
dnasini ha risposto a Tanbruk nella discussione Problemi generici o di qualità di stampa
a che altezza stampi il primo layer? Poi 220C x PLA mi sembrano eccessivi (io ci stampo il PLA+ a quelle temperature), hai fatto una temptower per questo filamento? Io lo usavo qualche tempo fa e ricordo che facevo a 210C i primi 2 layer per poi scendere a 200C per i successivi, ad ogni modo tieni questi valori come riferimenti, in quanto valevano per il mio hw, magari per te le cose sono leggermente differenti -
Prova da Cura, ho letto che qualche utente stampa da li con la stampante connessa via USB. Diciamo che, oggi, e' un modo anacronistico per stampare visto che con Klipper oramai si fa tutto via frontend http e senza avere la necessita' di avere un PC costantemente collegato. Ad ogni modo, potrebbe funzionare