dnasini
-
Numero contenuti
4.517 -
Iscritto
-
Ultima visita
-
Giorni Vinti
179
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di dnasini
-

problema stampa Elegoo Saturn 4 ultra
dnasini ha risposto a Kikomaker nella discussione Problemi generici o di qualità di stampa
Io farei in questo modo, rileggerei il manuale (se devi fare il livellamento, mi aspetto che la nota sia ad inizio manuale o sotto il capitolo "prima di stampare" o "prima stampa"). Se nn devi livellare, svuota la vaschetta della resina nella bottiglia assicurandoti di filtrarla con i filtri in carta inclusi nella confezione. Ad ogni stampa fallita, questa operazione va fatta per evitare che parti di resina solida rimangano nella vaschetta rischiando di far fallire stampe future o bucare il FEP. Una volta svuotata la vaschetta, verifica che il FEP sia in buone condizioni (nessun buco o segni/graffi evidenti, se cosi' fosse, dovrai sostituirlo). A questo punto, riempirei nuovamente la vaschetta e rifarei la stampa di prova per capire se la stampa precedentemente fallita e' stata un caso sfortunato o se effettivamente ci sono problemi Se dovesse fallire nuovamente, io scaricherei un modello semplice da thingiverse o clults3d, lo passerei in uno slicer e proverei a stampare quello. Tieni conto che per fare questa operazione, devi installarti uno slicer (se gia' nn lo hai fatto) e impostare i parametri di stampa per la tua stampante e per la tua resina -
problema stampa Elegoo Saturn 4 ultra
dnasini ha risposto a Kikomaker nella discussione Problemi generici o di qualità di stampa
una stampa che si stacca genralmente accade per 3 motivi - piatto sporco (solitamentente unto o con residui di altre stampe) - piatto non livellato - parametri di stampa non corretti se la stampante e' nuova, il primo punto e' poco probabile. Non conosco la tua stampante nello specifico e non so cosa faccia il "livellamento automatico" di cui parli, io ho una elegoo mars 2 pro e sul pomello sopra il piatto ho 2 viti esagonali (una frontale e una laterale lato destro) che servono per livellare manualmente il piatto. Il mio manuale dice di fare il livellamento manuale prima della prima stampa e, dendenzialemnte, quando la stampante viene spostata. Verifica sul tuo manuale se questo tipo di livellamento e' richiesto anche x la tua Il terzo punto dipende dallo slicer che usi, se tu hai mandato in stampa direttamente il file di test, bisognerebbe capire se sono specificati i requisiti della resina da utilizzare per la stampa di test. Tu che resina hai? -
Tieni conto, inoltre, che diversi sul forum fanno questi truschi per diletto, nn perché serve 🤪
-
problema stampa Elegoo Saturn 4 ultra
dnasini ha risposto a Kikomaker nella discussione Problemi generici o di qualità di stampa
Hai livellato il piatto prima di stampare? -
Stampa imperfetta
dnasini ha risposto a MarineITA nella discussione Problemi generici o di qualità di stampa
infallibile e' un po' un ossimoro in questo campo, quello che ho scoperto girovagando nei menu' di chitubox (ultima versione) e' un menu' in alto a destra che si chiama "Resin Alliance" dove se selezioni la marca ed il tipo della tua resina oltre alla tua stamapnte, ti da i parametri tipici da impostare. Sembra essere un database delle config piu' comuni incrociate tra i parametri dei produttori e quelle degli utenti Nel mio caso le config coincidevano al 90%, ho provato quindi ad adeguare il rimanente 10% e con l'ultima stampa il risultato e' stato buono -
Stampa imperfetta
dnasini ha risposto a MarineITA nella discussione Problemi generici o di qualità di stampa
in effetti questa e' la config fatta un paio di anni fa quando ero alle prime armi ed in effetti le mie (poche) stampe a resina ci mettevano un'eternita'. Con le ultime stampe (2gg fa) ho rivisto le config ed ho introdotto l'altra tecnica (rest time si chiama?) impostando tempi decisamente piu' bassi che mi permettono di velocizzare il tutto. Ho finito ieri una stampa con resina Sunlu ABS like washable che ha impiegato poco piu' di 2h contro le 3h circa delle vecchie impostazioni Onestamente nn ricordo da dove ho recuperato quei valori -
cin cinghie molli o impedimenti sui binari su cui scorrono le ruote
-
che stampante hai? hai modificato velocita', accelerazioni o jerk? L'effetto "spaghetti" si verifica quando il nozzle stampa nel vuoto, cioe' senza nulla su cui depositare il filamento. Questo puo' accadere principalmente x 2 motivi 1) il pezzo si stacca dal piatto 2) il toolhead si "muove" alle coordinate sbagliate e continua a stampare da li il primo caso e' autoesplicativo, mentre nel secondo possono esserci diversi fattori tra i quali l'errore dello slicer magari dovuto a problemi nel pezzo da stamapre (facce aperte o errori similari) oppure il motore di X o Y che perde passi a seguito di impostazioni di velocita'/accelerazioni eccessive o problemi meccanici (pulegge che hanno gioco,cinghie lente o usurate) comincia a fare un check della meccanica e nel caso riprova a stampare il pezzo per capire se e' stato un problema transitorio o sistematico
-
Stampa imperfetta
dnasini ha risposto a MarineITA nella discussione Problemi generici o di qualità di stampa
qui nn saprei come aiutarti, ho sempre e solo usato Chitubox quindi nn saprei dirti se lychee sia meglio o meno Verifica il fw della stampante, quando l'acquistai io, mi pare di aver letto che aggiornando il fw si risolveva questo inconveniente. Io, a mmoria, dovrei avere il penultimo fw a disposizione e stampo con chitubox Verifica la versione di fw e cerca conferme di quello che ti ho scritto sopra in quanto, non avendo avuto questo prob in prima persona, non ho approfondito -
Stampa imperfetta
dnasini ha risposto a MarineITA nella discussione Problemi generici o di qualità di stampa
Questi i parametri che ho impostato io su chitubox per la tua stessa resina e stampante che slicer utilizzi?
-
Stampa imperfetta
dnasini ha risposto a MarineITA nella discussione Problemi generici o di qualità di stampa
Non entro nel merito delle impostazioni visto che @FoNzY in materia ne sa. Mi permetto di condividere come stamperei io quell'oggetto per avere meno impatto possibile per via dei supporti. Io lo posizionarei in verticale con il calcio verso il piatto ed una inclinazione di 30 gradi. Come gia' suggerito, utilizzerei tanti supporti sottili con il pezzo a non piu' di 5mm di distanza dal piatto -
Bambu Studio profilo + G-code di Eryone ER-20
dnasini ha risposto a CristianLab nella discussione Software di slicing, firmware e GCode
anche la mia nn esisteva, e' sufficiente che la crei come stampante custom. Alla fine dei conti, ti serve sapere il volume di stampa e poco altro. Se c'e' una stampante che assomiglia alla tua, imposta quella, customizza i parametri che differiscono e salvala con il nome che vuoi io ho una CR20 che non e' in lista, la stampante che gli assomiglia di piu' e' una Ender 3. Ho impostato quella e customizzato i parametri che differivano e va che e' una lippa 🙂 -
problemi di stampa con PA-CF
dnasini ha risposto a tommaso1 nella discussione Problemi generici o di qualità di stampa
Il flusso di stampa lo hai ricalibrato? -
Anycubic Kobra problema stringing
dnasini ha risposto a lorehandyman nella discussione Problemi generici o di qualità di stampa
Che materiale e a che temperatura stampi? Hai configurato funzioni come pressure Advance, Linear Advance o coasting? -
Bambu Studio profilo + G-code di Eryone ER-20
dnasini ha risposto a CristianLab nella discussione Software di slicing, firmware e GCode
Banbustudio e' proprietario, come gia' suggerito, utilizza OrcaSlicer che e' di derivazione Banbustudio/Prusaslicer. Hanno diverse cose in comune (non tutto)- 10 risposte
-
- 1
-

-
- profili stampa 3d
- gcode
- (and 1 più)
-
Chitubox: aiuto nella configurazione nuova resina
dnasini ha risposto a dnasini nella discussione Software di slicing, firmware e GCode
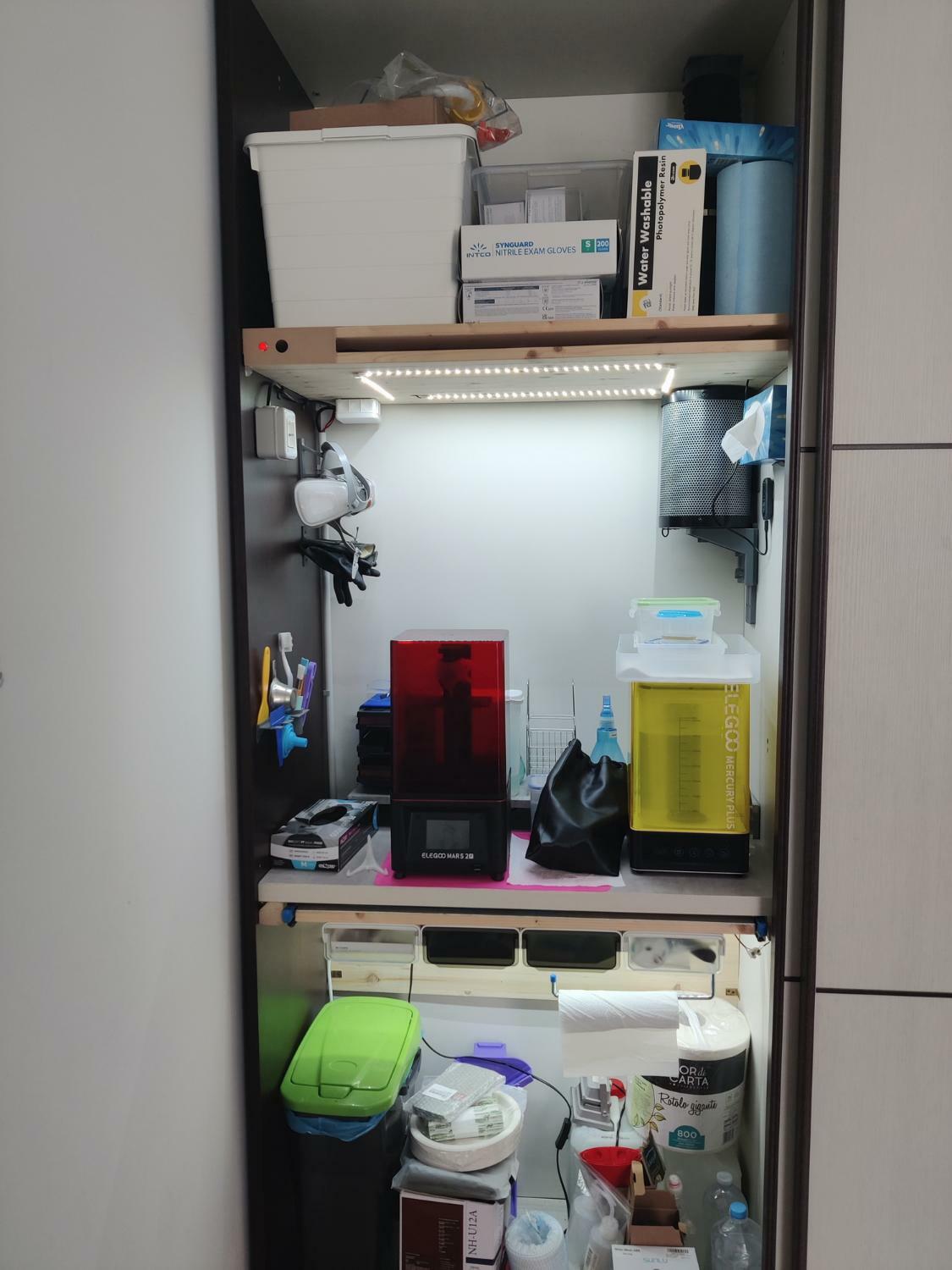
Allora, giusto per futura memoria, ho fatto un po' di compitini e mi sono chiarito meglio le idee sul significato dei parametri e delle loro impostazioni. Ho seguito questo documento per farmi un'idea del significato dei vari parametri; fa riferimento alla Anycubic Photon ma poco conta, a me serviva capire la filosofia che ci sta dietro. Per il significato dei parametri ho fatto riferimento al manuale di chitubox. E per non farmi mancare nulla, ho recuperato anche un filmatino Resting time vs Light off delay che nn guasta Anche oggi ho fatto giornata 😄 e domani provo a stampare con la nuova resina sperando di nn fare danni... Tra le altre cose, questo weekend ho fatto anche l'upgrade della postazione di stampa aggiungendo le strisce led x l'illuminazione ed un aspiratore con filtro ai carboni attivi (se ilnteressa il kit e' disponibile du amazon), ovviamente supporti e collettori stampati in ABS con la FDM 😄
-
Chitubox: aiuto nella configurazione nuova resina
dnasini ha risposto a dnasini nella discussione Software di slicing, firmware e GCode
Sulla doc della resina nn viene fatta alcuna distinzione, sulla base di quali razionali imposto valori i differenti? -
Chitubox: aiuto nella configurazione nuova resina
dnasini ha risposto a dnasini nella discussione Software di slicing, firmware e GCode
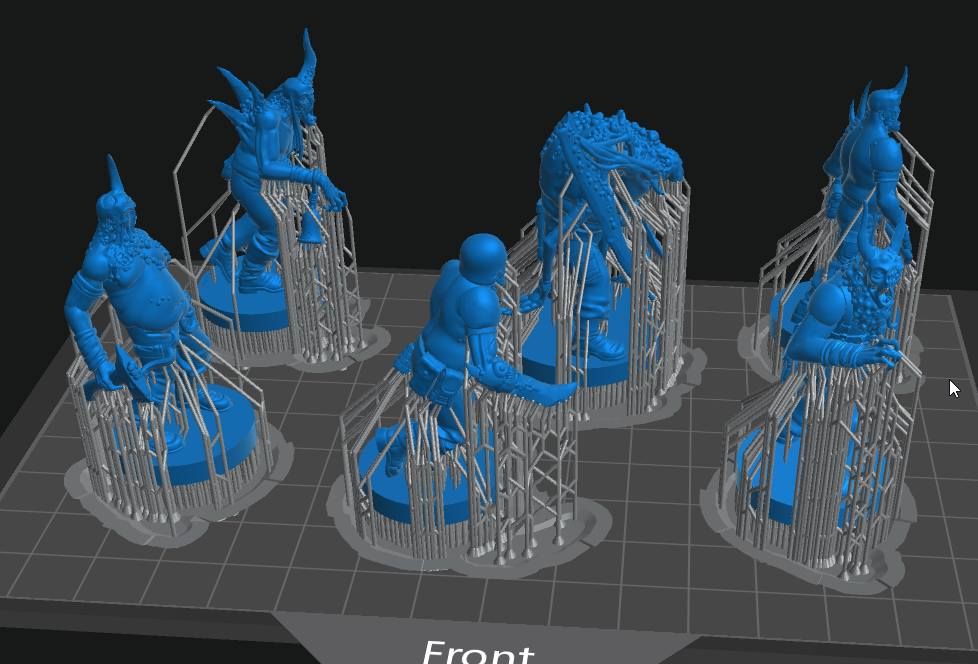
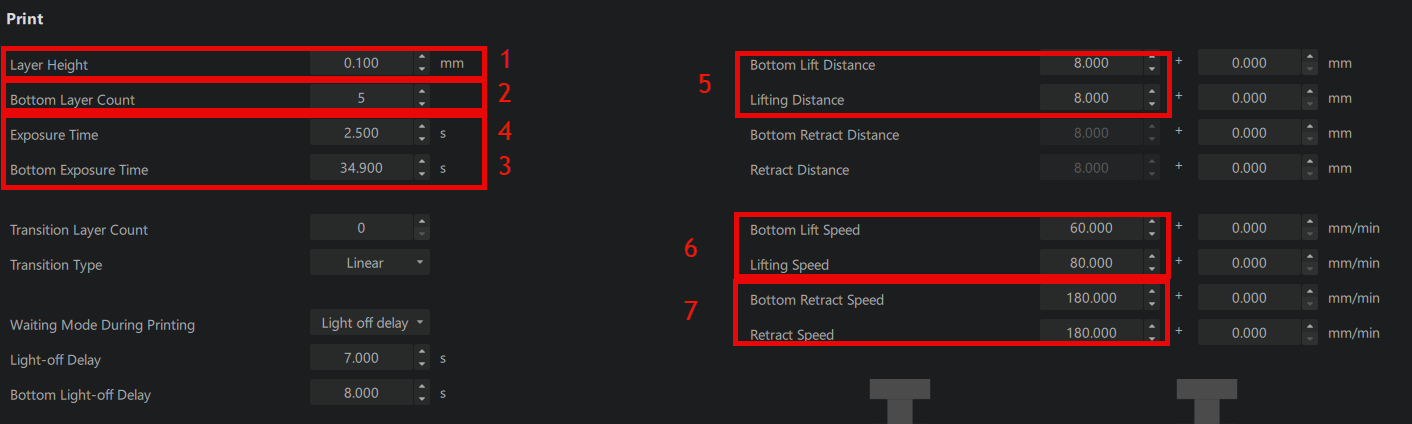
Se prendo ad esempio il riquadro 5, mi ritrovo i parametri - Bottom Lift Distance - Lift Distance entrambi fanno riferimento alla risalita del piatto (questo mi e' chiaro) ma essendo specificati x bottom e normal layer, nn mi e' chiaro se sia corretto avere lo stesso valore e in quale caso potrebbe avere senso averli diversi. La stessa considerazione la faccio anche per i riquadri 6 e 7 per la loro "competenza" thx anche per il check sui valori, ho appena finito di mettere i supporti ai dannati pupazzetti che mi hanno fatto sclerare e se riesco mando in stampa a breve
-
Chitubox: aiuto nella configurazione nuova resina
dnasini ha pubblicato una discussione in Software di slicing, firmware e GCode
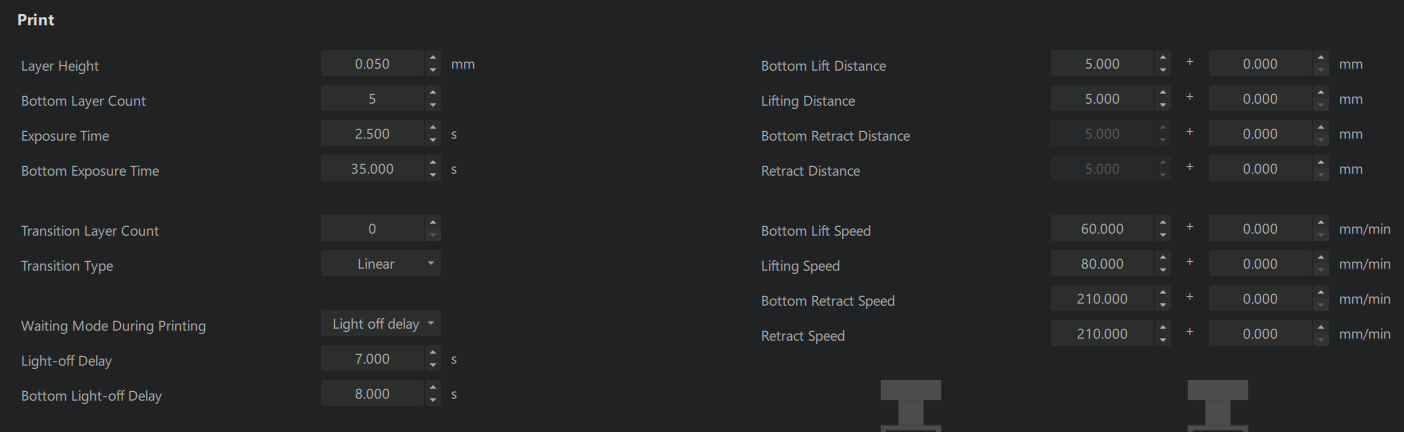
Ciao, Ho una Elegoo Mars Pro 2 e sto cominciando a stampare alla creatura delle figures x un gioco di ruolo. La classica resina lavabile Elegoo che uso di solito si e' rivelata troppo delicata per questi oggetti in cui alcuni dettagli si rompono con una facilita' imbarazzante. Ho quindi acquistato una resina SUNLU ABS anch'essa lavabile in acqua ed ora mi sto cimentando nella configuraziona dei parametri in Chitubox. Chiedo una mano perche' e' un po' di tempo che nn ci guardo e non sono del tutto sicuro di aver interpretato correttamente la documentazione della resina per cofigurare lo slicer. Qui di seguito l'estratto dalla doc di SUNLU In para metro in rosso, non saprei a quale parametro associarlo nella config di Chitubox qui di seguito, mentre gli altri li ho assegnati nel seguente modo Inoltre, le caselle 5 6 e 7, per la stessa voce hanno due parametri differenti che non mi e' chiaro se devono essere specializzati (avere valori differenti) oppure se va bene siano uguali. L'altro aiuto sarebbe quello di capire se i parametri impostati hanno senso o vadano modificati Grazie
-
Bene cosi' poi mi dirai come ti trovi, questo modello sembra essere una evoluzione del Rapido 2 e la parte di termistore e blocchetto riscaldante sembra essere piu' furba rispetto a come e' realizzata la mia. Per questo motivo, oltre al rapido, mi sono comperato subito un blocchetto di ricambio che nn si sa mai 😉
-
Quindi immagino tu abbia Klipper sulla macchina Per l'errore, potrebbe essere dovuto a un connettore ballerino, comincia dall'hotend, poi termistore e risali fino alla MB se necessario. Oppure googla la marca della stamapnate e quell'errore, ma essendo in italiano, troverai ben poco, x questo spesso si suggerisce di lasciare programmi e menu stampanti in inglese. BTW, una prova la farei cmq
-
Allora, come disse un tizio di Firenze, "Stai sereno" 😄 come detto, la config che ti ho riportato sopra e' quella che uso io attualmente
-
Premetto che dalla foto si legge poco, ma li parla di controllare il cablaggio. Poi, x quale motivo hai cambiato il Fw? Sfizio o per fissare un problema? Cmq sia, se sei in Marlin, ad ogni cambio Fw e buona cosa reinizializzare la eeprom. Con klipper, a meno di ricompilazioni della mcu, nn dovrebbe esser necessario
-
Su questo nello specificobisognerebbe fare qualche ricerca per capire se ci sono delle config di Klipper gia' pronte. Io ho configurato il Rapido HF di tringlelab che monta questo termistore e non ho avuto particolari difficolta'. Vedo che l'hotend che hai postato e' molto simile quindi, a sentimento, ti direi che sia configurabile. Per tua referenza, qui di seguito la mia config con anche i commenti delle config stock (quelle attive sono relative all'hotend Rapido) [extruder] #step_pin: PB3 #Stock #dir_pin: !PB4 #Stock #enable_pin: !PD1 #Stock step_pin: EBBCan: PD0 dir_pin: EBBCan: PD1 enable_pin: !EBBCan: PD2 microsteps: 16 #rotation_distance: 7.94 #BMG Clone rotation_distance: 4.688 #Orbiter v2 full_steps_per_rotation: 200 #Orbiter v2 nozzle_diameter: 0.400 filament_diameter: 1.750 max_extrude_only_distance: 800 #max_extrude_only_velocity: 40 #Standard Config max_extrude_only_velocity: 120 #Orbiter v2 min_extrude_temp: 180 #For test/calibration purpose set at 1 #heater_pin: PC8 #Stock heater_pin: EBBCan: PB13 sensor_type: ATC Semitec 104NT-4-R025H42G sensor_pin: EBBCan: PA3 #sensor_type: EPCOS 100K B57560G104F #Stock #sensor_pin: PA0 #Stock control: pid pid_kp = 20.012 pid_ki = 1.551 pid_kd = 64.536 min_temp: 0 max_temp: 300
-
Riempimento ad un determinato layer.
dnasini ha risposto a arca1 nella discussione Software di slicing, firmware e GCode
Io ho iniziato con Ideamaker che aveva i modificatori ma che si potevanto anche nn usare in quanto c'era proprio una funzione nel menu' che ti permetteva di cambiare alcuni parametri una volta raggiunto un certo layer Ora utilizzo OrcaSlicer e qui i modificatori sono piuttosto semplici da usare. Puoi usare le forme predefinite oppure, a ivello di cad, crearti la tua forma, esportarla in STL ed importarla come modificatore custom. Questa funzione e' molto potente in quanto se in fusion io mi creo il modificatore perfettamente sovrapponibile al pezzo che voglio modificare, non appena lo importo come modificatore in Orca, lo slicer lo applica perfettamente al pezzo senza necessita' di posizionarlo manualmente. Io uso questa modalita' quando voglio creare delle griglie a nido d'ape per l'areazione nei miei modelli, creo il modificatore, lo importo in orca e gli dico che voglio infill honeycomb con 0 top e 0 bottom layer e la griglia e' fatta. L'unica menata di questo metodo e' che la griglia deve essere sul piano del piatto, se la griglia e' su una parete verticale, il metodo nn funziona 😕