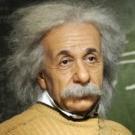
il_cosmo Inviato 25 Febbraio 2023 Inviato 25 Febbraio 2023 (aggiornato) Entusiasta di aver installato la "panacea" di vari problemi, mi ritrovo a incazzarmi con stampante e settaggi... Nella prima foto, una prova di stampa con l'impostazione del flusso corretta secondo il Thin Wall Test. Si notano (spero) la solita zampa di elefante e il warping agli angoli. Ho fatto quindi la prova pazza ad impostare l'extrusion multiplier a 1 ed è migliorato l'effetto del warping ma, come vedete dalle immagini che seguono, l'effetto zampa d'elefante si è moltiplicato. Per il resto, la stampa mi sembra accettabile. Cosa ne pensate? Avete suggerimenti? Modificato 25 Febbraio 2023 da il_cosmo Cita
Devil3D Inviato 26 Febbraio 2023 Inviato 26 Febbraio 2023 Pure io sto bestemmiando. Montato nuovo hotbed, montato magnetic pad e il piatto PEI, lanciato una stampa PETG e niente da fare. Non attacca per niente. Ne dal lato liscio, ne da quello rivido, bed a 60 gradi. Cita
il_cosmo Inviato 26 Febbraio 2023 Autore Inviato 26 Febbraio 2023 Dal lato ruvido o dal lato liscio, anch'io non noto differenze se non la finitura del pezzo stampato. Sicuramente non posso dire che non attacchi nulla in senso assoluto; il pezzo rimane in sede (con un piatto a temperatura di 45°) fino alla fine della stampa. Ma warping e zampa d'elefante la fanno da padrona! 😔 Sinceramente non so che fare; settimana prossima, non appena avrò tempo libero da lavoro e famiglia, tenterò qualche altra prova, semmai anche cambiando filamento. Cita
Devil3D Inviato 26 Febbraio 2023 Inviato 26 Febbraio 2023 (aggiornato) 13 minuti fa, il_cosmo ha scritto: Dal lato ruvido o dal lato liscio, anch'io non noto differenze se non la finitura del pezzo stampato. Dal lato liscio niente da fare, aderenza zero che nemmeno si posa il primo layer. Penso di aver acquistato un piatto che ha il pei solo da un lato (quello ruvido). Eppure il lato liscio si vede che ha qualcosa, e' color marroncino chiaro, ma piu' che attaccare sembra fare l'effetto contrario. Dal lato ruvido bella lavata con acqua e sapone, poi risciaquato con alcool, ho aumentato la temperatura del bed da 60 a 80 gradi (PETG), first layer a 15mm/s, ventola solo dal secondo layer, nel primo la tengo spenta, e per ora sembra andare, spero. Ho lanciato la stampa solo 10 minuti fa. Vedro' domani i risultati. Senno' mal che vada passata di lacca e via, comunque sara' sempre piu' comodo del vetro a staccare i pezzi. Modificato 26 Febbraio 2023 da Devil3D Cita
il_cosmo Inviato 26 Febbraio 2023 Autore Inviato 26 Febbraio 2023 Non ti nascondo che ho anch'io pensato alla lacca... sopratutto dal lato liscio ma... una soluzione ci dev'essere. Io ho acquistato un piatto della TwoTrees; le recensioni sono buone, l'esperienza di altri qui sul forum è eccellente. Non posso essere solo io a non farlo funzionare. 😡 Cita
Cubo Inviato 26 Febbraio 2023 Inviato 26 Febbraio 2023 Per la zampa di elefante in teoria devi regolare lo z-offset (alzandolo). Ovvio che se alzi troppo poi non attacca più bene, bisogna trovare l equilibrio giusto e non è detto che si possa rimuovere del tutto 🙄 1 Cita
dnasini Inviato 27 Febbraio 2023 Inviato 27 Febbraio 2023 Io ho piatto PEI della twotree liscio da oramai due anni e nn ho avuto tutti questi problemi. La parte liscia la pulisco con isopropilico ogni tanto, e quando comincia a fare warping o il primo layer presenta delle grinze, gli do una passata con carta vetrata 600 (molto leggera) in questo modo: - parto da un angolo e, senza calcare troppo, faccio movimenti circolari muovendomi sul piatto da destra a sinistra - arrivato all'altro lato, salgo leggermente e rifaccio la stessa cosa da sinistra verso destra fino a coprire tutto il piatto - finito i piatto, dall'angolo di arrivo, rifaccio il tutto dall'alto verso il basso nuovamente per tutto il piatto - finita la seconda passata, pulizia piatto con isopropilico e set Z-Offset con questa procedura, risolvo il warping (adesione) e il prima layer irregolare 1 Cita
il_cosmo Inviato 27 Febbraio 2023 Autore Inviato 27 Febbraio 2023 @dnasini a mali estremi proverò anche così... seppur con i rischi che la cosa comporta nell'irregolarizzare la superfice.😔 Non potendo passare in questi giorni dalla teoria alla pratica continuo a pensare e studiare una possibile soluzione: pensavo per questo di ridurre ulteriormente la temperatura di stampa del filamento; così facendo dovrei avere una maggiore densità del filamento ed almeno la "zampetta d'elefante" malefica dovrebbe migliorare. Inoltre, leggendo bene la descrizione dell'articolo su Amazon, dove ho comprato il piano, ho notato che "Una buona aderenza può essere raggiunta se la temperatura del letto riscaldante è di circa 60 °C"; non vorrei, avendo io lavorato con temperature più basse per paura della famosa "zampetta" di cui sopra, che il problema del mio warping fosse questo. Ma mi sembra tanto il cane che si morde la coda... 😤 Cita
dnasini Inviato 27 Febbraio 2023 Inviato 27 Febbraio 2023 nel mio caso, io ho usato il piatto da subito senza dover fare nulla. L'intervento con carta abrasiva si e' reso necessario dopo un paio di mesi x i motivi descritti sopra. Io il piano lo tengo a 55C i primi 3 layer e poi 50C e per PLA nn ho problemi. La zampa di elefante solitamente e' data di primi layer troppo schiacciati. A mio avviso nn serve lavorare sulla temperatura, quanto sull'altezza del primo layer e sullo Z-offset. Io imposto lo Z-Offset a 0.2mm utilizzando uno spessimetro da 0.2mm, piatto a 60C e ugello a 200C e misurando il centro del piatto (ovviamente dopo aver livellato manualmente il piatto con comparatore). Fatto questo, io imposto il primo layer alto 0.3mm e i successivi come da slicer. Il primo layer presenta una zampa di elefante quasi impercettibile e se proprio nel senso che al tatto te ne accorgi se la confronti con il toplayer ma a fista nn si nota. Se proprio nn ci dormi la notte, carteggiata e passa la paura 😄 1 Cita
Devil3D Inviato 27 Febbraio 2023 Inviato 27 Febbraio 2023 Vedo che abbiamo passato la domenica nello stesso modo. Imprecando contro un piatto in PEI. 🤣 E' la prima volta che lo uso anche per me, ma finalmente la stampa di prova che ho lanciato ieri e' finita con successo. Sono giunto a queste conclusioni: lavare bene il piatto prima di usarlo (il mio da nuovo aveva una patina di sporco/unto sopra) sono uno scemo, e ho comprato un piatto con il PEI solo da un lato (quello ruvido) Temperatura piatto piu' alta, son passato da 60c del vetro, a 80c per il pei (con il PETG, PLA devo ancora provare). Aspettare 5 minuti dopo che il display indica la temperatura settata prima di stampare, probabilmente il sensore indica temperatura raggiunta, ma ci vuole un po prima che il piatto si sia scaldato uniformemente. Primo layer stamparlo molto ma molto piu' lento (con la lacca andava bene anche a 30mm/s, con il pei sono sceso a 15mm/s) 2 ore fa, il_cosmo ha scritto: pensavo per questo di ridurre ulteriormente la temperatura di stampa del filamento; così facendo dovrei avere una maggiore densità del filamento ed almeno la "zampetta d'elefante" malefica dovrebbe migliorare. "Una buona aderenza può essere raggiunta se la temperatura del letto riscaldante è di circa 60 °C"; non vorrei, avendo io lavorato con temperature più basse per paura della famosa "zampetta" di cui sopra, che il problema del mio warping fosse questo. Da quello che ho letto e le prove che ho fatto, il primo layer meglio farlo con estrusore un po piu' alto di temperatura senza ventola. Se la abbassi aderisce di meno. Per la zampa di elefante, successo anche a me, e' questione di z-offset come ha detto dnasini. Trovata la distanza giusta, poi volendo si puo' aumentare extrusion width/line width del primo layer (sulla mia sono a 110% e 117% per il primo layer). Io sono andato per tentativi, finche non ho visto che le linee delllo skirt erano belle attaccate una all'altra e non c'era sovraestrusione. 2 Cita
















Messaggi raccomandati
Partecipa alla conversazione
Puoi pubblicare ora e registrarti più tardi. Se hai un account, accedi ora per pubblicarlo con il tuo account.