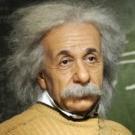
il_cosmo Inviato 22 Gennaio 2023 Condividi Inviato 22 Gennaio 2023 (aggiornato) Per varie ragioni non sto stampando moltissimo ma finora la stampante (una Voxelab Aquila) ha sempre funzionato senza grossi problemi; l'ultima stampa, fatta circa una 15ina di giorni fa, è stata eseguita senza problemi. Oggi, avendo acquistato una bobina di nuovo PLA (SUNLU) in vista di realizzare un'idea con un amico, ho provato a lanciare la stampa di una TempTower e... guardate tra le immagini che allego: finché la temperatura era oltre i 210° la cosa è andata tutto sommato bene. Pensando che fosse solo una questione legata alla temperatura di stampa più alta del solito, ho provato a lanciare la stampa di una 3DBenchy a 210, 220 e 230° ma la situazione non è cambiata. Notavo nel frattempo che il filamento era come se slittasse nell'estrusore. Gira che ti rigiri, pensando che potesse essere l'ugello intasato, ho sostituto anche l'ugello ma niente da fare. Ho misurato, quindi, il filamento pensando ad un fattore legato al diametro del filo e, seppur di qualche micron più sottile del precedente filamento utilizzato, rimaneva nelle tolleranze dell'1,75 +/- 0,02 mm canonici. Per scrupolo, ho sostituito nuovamente l'ugello e messo su l'ultima bobina utilizzata; all'inizio sembrava tutto ok e nella norma poi, invece, mi sono accorto che non era nulla nella norma e se vedete le immagini allegate della 3DBenchy stampata vi renderete conto delle problematiche che non so proprio da cosa possano dipendere. Che suggerimenti avete? Modificato 22 Gennaio 2023 da il_cosmo Cita Link al commento Condividi su altri siti Altre opzioni di condivisione...
dnasini Inviato 22 Gennaio 2023 Condividi Inviato 22 Gennaio 2023 Sembra tu abbia problemi di flusso. Hai provato a fare una calibrazione del flusso con l'hollow cube? prima verifica la corretta temperatura e di estrusione, cosi' da avere una calibrazione del flusso piu' precisa 1 Cita Link al commento Condividi su altri siti Altre opzioni di condivisione...
mcmady Inviato 22 Gennaio 2023 Condividi Inviato 22 Gennaio 2023 (aggiornato) Domanda ovvia ma qualcuno deve pur farla. Propio sicuro che sia pla? Se fosse pla+ la stampa indecente sotto i 205 sarebbe comprensibile... E ammesso ma nn concesso che sulla bobina ci sia scritto pla potrebbero anche aver sbagliato a bobinare il materiale.... (raro ma mi sembra che a qualcuno sul forum sia successo...). Io prima di fare qualsiasi altra cosa metterei su la bobina vecchia e via di temptower così da fugare ogni dubbio sul materiale.... Poi penserei alla macchina... Modificato 22 Gennaio 2023 da mcmady Cita Link al commento Condividi su altri siti Altre opzioni di condivisione...
il_cosmo Inviato 22 Gennaio 2023 Autore Condividi Inviato 22 Gennaio 2023 (aggiornato) 4 minuti fa, mcmady ha scritto: Domanda ovvia ma qualcuno deve pur farla. Propio sicuro che sia pla? Se fosse pla+ la stampa indecente sotto i 205 sarebbe comprensibile... E ammesso ma nn concesso che sulla bobina ci sia scritto pla potrebbero anche aver sbagliato a bobinare il materiale.... (raro ma mi sembra che a qualcuno sul forum sia successo...). Io prima di fare qualsiasi altra cosa metterei su la bobina vecchia e via di temptower così da fugare ogni dubbio sul materiale.... Poi penserei alla macchina... In effetti il primo dubbio che mi è venuto era proprio quello, per questo (come ho scritto) ho messo su l'ultima bobina usato con successo ma i problemi sembrano rimanere... forse attenutati ma ci sono! 5 minuti fa, dnasini ha scritto: Sembra tu abbia problemi di flusso. Hai provato a fare una calibrazione del flusso con l'hollow cube? prima verifica la corretta temperatura e di estrusione, cosi' da avere una calibrazione del flusso piu' precisa Ne sono (quasi) certo ma non riesco a capire dove sia il bandolo della matassa... perché con la bobina usata qualche settimana fa per una stampa perfetta e con gli stessi parametri di stampa, il problema c'è comunque! 😥 Modificato 22 Gennaio 2023 da il_cosmo Cita Link al commento Condividi su altri siti Altre opzioni di condivisione...
dnasini Inviato 22 Gennaio 2023 Condividi Inviato 22 Gennaio 2023 io prenderei la bobina che sai nn averti dato problemi e x la quale la temperatura di estrusione e' corretta, e con quella farei la calibrazione del flowrate. Una volta fatto, metterei l'altra bobina, ritenterei la temptower (verifica che sia PLA o PLA+ come gia' suggerito) e farei la calibrazione del flow per questo filamento. Se fallisce anche questa temptower, fai la calibrazione del flow a 210 che sembra essere la meno peggio e, una volta regolato il flow, riprova la temptower Cita Link al commento Condividi su altri siti Altre opzioni di condivisione...
mcmady Inviato 22 Gennaio 2023 Condividi Inviato 22 Gennaio 2023 L ugello l hai cambiato tra bobina nuova e il ritorno alla vecchia? Che il nuovo materiale nn abbia intasato gola e ugello... E io smonterei anche il gruppo estrusore per controllare le routine dentate che nn siano intasate da materiale del filamento... Di solito se sforza come dici si intasano di trucioli di filamento... E l'estrusore fa fatica a spingere Se come dici mettendo la vecchia bobina con impostazioni certe è funzionanti io prima guarderei lato macchina prima di rifare la calibrazione... Giusto x esser sicuri che tutto sia in ordine... 1 Cita Link al commento Condividi su altri siti Altre opzioni di condivisione...
il_cosmo Inviato 22 Gennaio 2023 Autore Condividi Inviato 22 Gennaio 2023 14 minuti fa, dnasini ha scritto: io prenderei la bobina che sai nn averti dato problemi e x la quale la temperatura di estrusione e' corretta, e con quella farei la calibrazione del flowrate. Una volta fatto, metterei l'altra bobina, ritenterei la temptower (verifica che sia PLA o PLA+ come gia' suggerito) e farei la calibrazione del flow per questo filamento. Se fallisce anche questa temptower, fai la calibrazione del flow a 210 che sembra essere la meno peggio e, una volta regolato il flow, riprova la temptower Forse non stato eccessivamente chiaro ma la prova che mi suggerisci è quella che ho fatto per prima, ovvero, stampando con la stessa bobina e lo stesso oggetto stampato qualche settimana fa senza problemi la stampa va a farsi benedire. E ho l'impressione che il filamento slitti nell'estrusore. 15 minuti fa, mcmady ha scritto: L ugello l hai cambiato tra bobina nuova e il ritorno alla vecchia? Che il nuovo materiale nn abbia intasato gola e ugello... E io smonterei anche il gruppo estrusore per controllare le routine dentate che nn siano intasate da materiale del filamento... Di solito se sforza come dici si intasano di trucioli di filamento... E l'estrusore fa fatica a spingere Se come dici mettendo la vecchia bobina con impostazioni certe è funzionanti io prima guarderei lato macchina prima di rifare la calibrazione... Giusto x esser sicuri che tutto sia in ordine... Certamente! Ho cambiato ugello una prima volta quando ho montato la bobina nuova, pensando che potesse essere l'ugello vecchio intasato; poi, ritornando alla vecchia bobina ho montato un ulteriore ugello nuovo proprio per eliminare alla base il problema dell'ugello. In effetti, quello a cui pensavo era proprio il gruppo estrusore e la sua ruota dentata ma da "poco esperto" cercavo una supporto psicologico... o meglio il know how di chi stampa più di me. Qualora volessi capire se fosse la ruota dentata dell'estrusore, c'è una qualche prova che posso fare? Oppure empiricamente basta pulirla con uno spazzolino? P.S. La calibrazione del flow va fatta a prescindere anche se utilizzo il filamento già utilizzato con successo? Cita Link al commento Condividi su altri siti Altre opzioni di condivisione...
dnasini Inviato 23 Gennaio 2023 Condividi Inviato 23 Gennaio 2023 13 ore fa, il_cosmo ha scritto: In effetti, quello a cui pensavo era proprio il gruppo estrusore e la sua ruota dentata ma da "poco esperto" cercavo una supporto psicologico... o meglio il know how di chi stampa più di me. Se il filamento slitta nel gruppo spingifilo le possibilita' sono 2 - la molla ti tensionamento e' troppo molle e nn spinge adeguatamentente il filamento sulla o sulle ruote godronate - la ruota godronata e' sporca di residui di filamento e nn fa adeguata presa sul filamento stesso nel primo caso aumenta maggiormente la pressione della molla (nn troppo altrimenti deformi il filamento e te ne accorgi xche' estraendolo trovi i segni pronunciati della ruota godronata). Nel secondo, pulisci la ruota godronata e fai una stampa di prova 13 ore fa, il_cosmo ha scritto: P.S. La calibrazione del flow va fatta a prescindere anche se utilizzo il filamento già utilizzato con successo? la calibrazione del flusso va fatta per ogni filamento nuovo, nel senso che se cambi marca o tipologia, almeno la prima volta devi fare il test. Io mi sono creato un profilo x ogni filamento che uso e nel quale ho inserito le informazioni dei vari test (temperatura, flusso, diametro medio,...). Io, ad esempio, se prendo una nuova bobina di Sunlu PLA non rifaccio il test del flusso, in linea di principio quell oche ho fatto la prima volta va bene. Va da se ho fatto un test con il colore bianco e mettendo il rosso mi accorgo di problemi, magari un nuovo check lo faccio, ma tendenzialmente nn mi e' mai capitato se non una volta in 2 anni. 1 Cita Link al commento Condividi su altri siti Altre opzioni di condivisione...
il_cosmo Inviato 23 Gennaio 2023 Autore Condividi Inviato 23 Gennaio 2023 (aggiornato) 4 ore fa, dnasini ha scritto: Se il filamento slitta nel gruppo spingifilo le possibilita' sono 2 - la molla ti tensionamento e' troppo molle e nn spinge adeguatamentente il filamento sulla o sulle ruote godronate - la ruota godronata e' sporca di residui di filamento e nn fa adeguata presa sul filamento stesso nel primo caso aumenta maggiormente la pressione della molla (nn troppo altrimenti deformi il filamento e te ne accorgi xche' estraendolo trovi i segni pronunciati della ruota godronata). Nel secondo, pulisci la ruota godronata e fai una stampa di prova Perdonami la mia durezza di comprendonio ma, se fosse il gruppo estrusore, c'è una qualche prova che posso fare? Oppure, come dicevo prima, devo affidarmi all'esperienza ed empiricamente pulisco con uno spazzolino (semmai di ottone) la ruota godronata? E provo a tensionare di più la molla di precarico? Inoltre, un altro dubbio che mi è venuto dopo la notte a pensarci su: non è che la testina scalda male oppure dopo un pochino scalda come vuole lei? C'è qualche prova che posso fare? 4 ore fa, dnasini ha scritto: la calibrazione del flusso va fatta per ogni filamento nuovo, nel senso che se cambi marca o tipologia, almeno la prima volta devi fare il test. Io mi sono creato un profilo x ogni filamento che uso e nel quale ho inserito le informazioni dei vari test (temperatura, flusso, diametro medio,...). Io, ad esempio, se prendo una nuova bobina di Sunlu PLA non rifaccio il test del flusso, in linea di principio quell oche ho fatto la prima volta va bene. Va da se ho fatto un test con il colore bianco e mettendo il rosso mi accorgo di problemi, magari un nuovo check lo faccio, ma tendenzialmente nn mi e' mai capitato se non una volta in 2 anni. Riguardo la questione della calibrazione del flusso, ok! Adesso mi è chiaro... grazie della precisazione. P.S. Vale la pena pensare a un upgrade del gruppo estrusore all metal oppure ancora meglio dual gear? Ovviamente, considerando il fatto che non sono uno "stampatore seriale"! 😅 Modificato 23 Gennaio 2023 da il_cosmo Cita Link al commento Condividi su altri siti Altre opzioni di condivisione...
dnasini Inviato 23 Gennaio 2023 Condividi Inviato 23 Gennaio 2023 24 minuti fa, il_cosmo ha scritto: Perdonami la mia durezza di comprendonio ma, se fosse il gruppo estrusore, c'è una qualche prova che posso fare? Oppure, come dicevo prima, devo affidarmi all'esperienza ed empiricamente pulisco con uno spazzolino (semmai di ottone) la ruota godronata? E provo a tensionare di più la molla di precarico? Come diceva Quelo.... la seconda che hai detto. Vai di spazzolina e tensionamento molla e vedi se cambia qualche cosa 25 minuti fa, il_cosmo ha scritto: Inoltre, un altro dubbio che mi è venuto dopo la notte a pensarci su: non è che la testina scalda male oppure dopo un pochino scalda come vuole lei? C'è qualche prova che posso fare? mmm se fosse questo il problema mi aspetterei una temperatura rilevata che oscilla intorno alla temperatura impostata (e oscilla di 5-6 gradi in su o in giu' come minimo) o che ci metta un sacco di tempo a raggiungere la temperatura. Hai gia' fatto un PID dell'hotend? mosto probabilmente nn risolvera', ma almeno ti togli il tarlo 27 minuti fa, il_cosmo ha scritto: P.S. Vale la pena pensare a un upgrade del gruppo estrusore all metal oppure ancora meglio dual gear? Ovviamente, considerando il fatto che non sono uno "stampatore seriale"! 😅 io ho spigifilo dual gear e gola bi-metal e nn tornerei indietro. Questo, pero', nn risolvera' il tuo problema almeno in questa fase. Situazioni come la tua al 90% nn si risolvono cambiando pezzi, bisogna capire cosa nn va, perche', per quanto economica possa essere una stampante, deve stampare almeno pezzi accettabili. I due upgrade che citi puoi valutarli una volta che il setup che hai e' accettabile, altrimenti rischi di spendere soldi ee ritrovarti con ancora piu' problemi. La regola d'oro x gli upgrade e' sempre quella di partire da un setup di stampa accettabile cosi' che l'ultimo pezzo che cambi e' l'unico responsabile di eventuali problemi che sorgono. Cita Link al commento Condividi su altri siti Altre opzioni di condivisione...



















Messaggi raccomandati
Partecipa alla conversazione
Puoi pubblicare ora e registrarti più tardi. Se hai un account, accedi ora per pubblicarlo con il tuo account.