Salvogi
-
Numero contenuti
1.424 -
Iscritto
-
Ultima visita
-
Giorni Vinti
26
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Salvogi
-
A questo non ci avevo pensato, però esistono diversi adattatori https://www.thingiverse.com/search?q=cr-10s+bmg&type=things&sort=relevant
-
Printer halted kill called() thermal runaway
Salvogi ha risposto a Goku nella discussione Problemi generici o di qualità di stampa
Potrebbe anche essere. -
Printer halted kill called() thermal runaway
Salvogi ha risposto a Goku nella discussione Problemi generici o di qualità di stampa
Intanto per termocoppia si intende un sensore di temperatura che si basa su un principio differente del termistore. L'elemento riscaldante si chiama cartuccia o al limite resistenza. Thermal runaway è un problema piuttosto comune e potrebbe dipendere da un guasto della cartuccia o del sensore o dai relativi cavi di collegamento o dalla scheda madre. Più comunemente la stampante va in thermal runaway perchè è settato male il PID o altri parametri nel firmware. L'errore può essere causato dall'hotend o dal bed. Per regolare il PID devi collegare la stampante ad un host (tipo Printrun o Repeier host che si possono scaricare gratuitamente) e lanciare il comando M303 E0 S250 C8 Dove E0 sta per il primo hotend (gli altri sono E1, E2, ...), S250 è la temperatura alla quale vuoi eseguire il test, C8 è il numero di cicli che gli vuoi far fare. Se la tua stampante usa il PID anche per il bed devi eseguire anche M303 E-1 S70 C8 Alla fine ottieni dei vaoli di Kp, Ki e Kd da inserire nel firmware. -
Sul forum ci sono diversi utenti che lo usano. Io ce ne ho uno all-metal. Inizialmente devi impostare 415 step/mm sul firmware, poi puoi provare una calibrazione più fine misurando la lunghezza realmente estrusa. Se non vuoi toccare il firmware puoi provare da host con i comandi M92 E415 ; setta 415 step/mm sugli estrusori M500 ; salva le impostazioni
-
Altre 2 produzioni della Titan 1
Salvogi ha risposto a Killrob nella discussione Le tue stampe - Album fotografico dei migliori modelli 3D
Molto belle, complimenti 👍 Hai usato nozzle da 0.4mm? Soprattutto la punta del fucile io penso che no riuscirei mai a realizzarla. -
Posizione X, Y e Z dopo homing su Marlin 2.0
Salvogi ha risposto a Salvogi nella discussione Software di slicing, firmware e GCode
Ho risolto il problema del posizionamento. Quando ho configurato Marlin, ho pensato di partire dagli esempi che si trovano su Github, non trovando Zonestar P802N ho pensato di usare quelli per Zonestar P802M ma evidentemente ho fatto una cavolata già a partire dal fatto che hanno schede madri differenti. Allora sono ripartito da zero ed ora funziona. In pratica penso che si trattava di Z_SAFE_HOMING più gli offset di una qualche sonda di autolivellamento che io neanche ho. Infatti ora ho capito perchè @Whitedavil mi chiedeva se avessi una sonda. Rimane sempre il problema della lentezza di ripetizione dei pulsanti tenuti premuti, ho provato a cambiare BUTTON_DELAY_EDIT ma, non avendo touchscreen, non succede nulla. Poi ho provato a cambiare ADC_BUTTON_DEBOUNCE_DELAY ma meno di 16 non mi fa mettere. -
Stampante 3D grandi dimensioni
Salvogi ha risposto a imaginbot.com nella discussione La mia stampante 3D e il mio laboratorio
In teoria si potrebbe utilizzare un nozzle da 0.4mm per i pezzi piccoli ed uno da 1.2mm per quelli grandi. Con un nozzle da 1,2mm ovviamente la qualità di stampa è inferiore ma dipende anche dalla forma dell'oggetto, in alcuni casi le differenze sono minime. In teoria la velocità di stampa dovrebbe andare al quadrato del diametro del nozzle. La stampa con il nozzle da 1,2mm con altezza del layer da 0.9mm dovrebbe, quindi, essere 9 volte più veloce di quella che puoi ottenere con un nozzle da 0,4mm e altezza del layer di 0,3mm. Sulle stampe grandi sono molte ore di lavoro risparmiate. Poi una stampante del genere merita molto di più rispetto ad un MK8. P.S. Me lo ricordo diverso questo topic, si saranno perse delle foto. -
Nylon senza spendere un capitale
Salvogi ha risposto a Killrob nella discussione Materiali di stampa
Effettivamente 100 m equivalgono a 230 grammi circa, quindi verrebbe a costare un po' di più (circa 47/kg). Però se compri bobine da 250 grammi di nylon per stampanti 3D spendi anche di più in più c'è la soddisfazione della sperimentazione. Ho provato il filo per il tagliaerba da 2.4mm con estrusore da 3mm e li il risparmio c'è perchè viene a costare 17 €/kg. Eventualmente per trasformare (non definitivamente ma solo all'occorenza) la mia stampante da 1.75mm a 3mm ho speso meno di 10 euro per acquistare spingifilo, gola, nozzle, raccordi pneumatici e tubo PTFE. Io non l'ho seccato, diciamo che il filamento da 2.4mm dovrebbe essere un po' meno sensibile all'umidità del 1.6mm. Ma un primo tentativo lo puoi fare anche così. Forse avrò sbagliato procedura, ma ho fatto dei test ad essicare il nylon (Taulman 645) nel forno ma mi si è rovinato, per fortuna ho usato piccole quantità per i test. Senza essiccatura, il nylon fa rumore tipo frizzante (sia con il Taulman che con quello da tagliaerba) durante la stampa ma alla fine non ho avuto altri problemi. -
Posizione X, Y e Z dopo homing su Marlin 2.0
Salvogi ha risposto a Salvogi nella discussione Software di slicing, firmware e GCode
Ho cercato su e giù per i file Configuration.h e Configuration_adv.h senza riuscire. Ho anche usato la funzione trova con le stringhe "137" e "159" senza trovare nulla. Veramente ho fatto un po' di pasticci con il firmware perchè se provavo ad inserire la mia scheda ZRIB_V20 mi dava errore il compilatore mentre il display ZONESTAR_LCD me lo accettava. Quindi come scheda ho selezionato RAMPS ed ho modificato il file pins_RAMPS.h inserendogli i valori ricavati dal file pins_ZRIB_V20.h (che a sua volta richiamava anche pins_MKS_GEN_13.h). Non è che esiste un comando gcode per settare la posizione iniziale dopo l'homing? Certo significherebbe scavalcare un problema di confgurazione di Marlin ma se risolvo così mi sta bene lo stesso. No, ho solo 3 endstop e nessuna sonda di livellamento. -
E' lo stesso motore che ha comprato qualche giorno fa @Killrob per il tuo stesso lavoro. Mi pare che ha lui inizialmente non funzionava perchè aveva installato male l'estrusore. Intanto puoi vedere se gira senza estrusore e/o se riscalda.
-
Nylon senza spendere un capitale
Salvogi ha risposto a Killrob nella discussione Materiali di stampa
Il nylon è il materiale che preferisco perchè è resistente ma ti accorgerai che stringing... ...soprattutto con quello da tagliaerba Se con la lacca warpa puoi provare a spennellare acqua e colla vinilica al posto della lacca anche se in questo caso l'adesione diventa troppa e rischi di delaminare il vetro. -
per disegno CAD? mouse orizzontale, verticale o trakball??? tendinite al mignolo!!!
Salvogi ha risposto a roberto76milano nella discussione Off-Topic
Che ricordi, quando ero studente utilizzavo Autocad 2.6 perchè utilizzavo un 286 senza coprocessore del laboratorio scolastico. La tavoletta grafica non l'ho mai avuta quindi dovevo digitare i comandi fino a quando non sono passato alla versione 14 su Windows 95 con un 486. Comunque mi sembra che anche le versioni odierne di Autocad hanno il supporto per la tavoletta. -
Spesso io la butto li, non si sa mai ci azzecco 😁
-
Problemi di Stampa I3 Mega S - PETG
Salvogi ha risposto a Giangufo nella discussione Problemi generici o di qualità di stampa
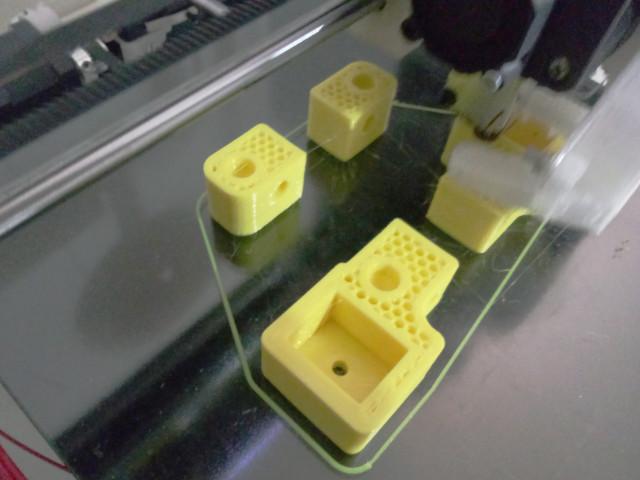
Siccome le temperature che uso io sono più alte di quelle che trovo scritte sulle confezioni dei filamenti, mi è venuto il dubbio e mi sono procurato un termometro a termocoppia quindi la temperatura è all'incirca questa. Uso questa temperatura perchè ottengo una migliore adesione tra i layer e quindi le stampe mi sembrano più resistenti. Magari esteticamente non vengono belle. Soprattutto nelle parti sporgenti, ad esemio nella foto seguente la parte sporgente l'ho già molata perchè non si poteva vedere ed anche così non è bella. Ed anche i bridging non vengono il massimo. Però, per quello che devo fare io, mi interessa di più la resistenza.
-
Aiuto scelta prima stampante 3D FDM
Salvogi ha risposto a Massimotx nella discussione La mia prima stampante 3D
Io qualche mese fa ho comprato per 55 euro una stampante delta venduta come "Non funzionante" su eBay, ci ho dovuto penare un po' ma è stato un ottimo spunto per imparare tante cose come la configurazione del firmware. Io sono contento così perchè la stampa 3D principalmente la uso per fare esperimenti ed imparare cose nuove. -
Controlla i carrelli delle guide che devono scorrere senza giochi ed eventualmente regola le pulegge. Controlla la tensione delle cinghie. Verifica che non ci siano attriti eccessivi che possano fare perdere passi ai motori.
-
Problemi di Stampa I3 Mega S - PETG
Salvogi ha risposto a Giangufo nella discussione Problemi generici o di qualità di stampa
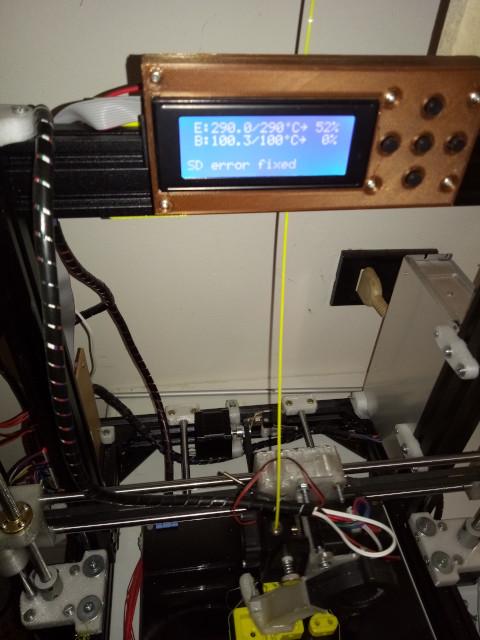
Io uso il PETG AmazonBasics https://www.amazon.it/gp/product/B07T1QD5WW che risulta essere molto resistente, non warpa, fa poco stringing e costa poco. In questa stampa sto usando nozzle volcano da 0,4mm, gola all-metal, hotend a 290°C, bed a 100°C, ritrazione di 3mm, flusso 97%. Ho provato AmazonBasics giallo e grigio, il giallo mi sembra più resistente, inoltre per il grigio devo usare flusso 100% mentre per il giallo 97%. Ho provato anche filamenti PETG di altre marche ma mi sono sembrati peggiori.
-
Aiuto scelta prima stampante 3D FDM
Salvogi ha risposto a Massimotx nella discussione La mia prima stampante 3D
Se non ti interessa l'Anet usata da 80 euro, potresti dire dove hai visto l'annuncio? -
Aiuto scelta prima stampante 3D FDM
Salvogi ha risposto a Massimotx nella discussione La mia prima stampante 3D
In questo annuncio ti danno assai cose per 80 euro. Quasi quasi se non ti interessa mi potrebbe interessare a me perchè dovrei smantellare una stampante simile ad una Anet A8 per recuperare i materiali per una nuova stampante. E nella nuova stampante mi servirebbe un Raspberry per installare Klipper. Se hai buone capacità tecniche per poter sistemare eventuali problemi io la piglierei al volo. Se invece sei all'inizio ti conviene prenderne una nuova come ti suggeriscono @Killrob e @FoNzY -
Posizione X, Y e Z dopo homing su Marlin 2.0
Salvogi ha pubblicato una discussione in Software di slicing, firmware e GCode
Ho avuto dei problemi con Repetier 1.0.3 perchè mi dava errore con la scheda SD Allora ho deciso di installare Marlin 2.0.6 ed ho dovuto lottare con problemi di visualizzazione sul display che ogni tanto mostrava caratteri strani. Poi ho capito che il problema di Repetier e Marlin era causato dei cavi del display fascettati insieme a quelli del bed a 220V. Infatti i problemi si manifestavano appena attava la resistenza del piatto. Comunque ormai vorrei provare Marlin 2.0 sulla Prusa almeno per un periodo. Attualmente ho alcuni problemi con Marlin 2.0, il principale (come da titolo) è che dopo l'homing la stampante si posizione su X137 Y159 Z5, riesco a stampare ma mi da fastidio questo comportamento, preferivo che rimanesse su X0 Y0 Z0. Secondo problema è che quando la distanza dall'endstop dell'asse Z è esattamente a 2mm la stampante mi segna un valore di Z=5 quindi ho dovuto risolvere con il comando M206 Z-3. Terzo problema è la velocità di ripetizione dei pulsanti tenuti premuti, ad esempio se voglio impostare 270°C da display devo tenere premuto il pulsante verso l'alto per quasi 2 minuti, su Repetier era settato con una velocità molto maggiore. Probabilmente sono semplici configurazioni del firmware ma non ci sto riuscendo, sapete come fare?
-
Marlin 2.0 e Geeetech Prusa i3 pro w
Salvogi ha risposto a Lothar nella discussione Software di slicing, firmware e GCode
Prova con questi https://github.com/MarlinFirmware/Configurations/tree/release-2.0.6.1/config/examples/Geeetech/Prusa i3 Pro W non so se sono già configurati per il BLTouch. Ovviamente devi cliccare sui link con il tasto destro e selezionare "Salva con nome" perchè se ci clicchi con il tasto sinistro molti browser visualizzano il file senza scaricarlo. -
Stampante 3D grandi dimensioni
Salvogi ha risposto a imaginbot.com nella discussione La mia stampante 3D e il mio laboratorio
Molto bella complimenti, ho visto anche le foto su Instagram. Che estrusore usi? Dalle foto mi sembra un MK8. Su oggetti grandi sarebbe l'ideale avere un estrusore ad alto flusso con nozzle di almeno 1mm in modo da ridurre notevolmente i tempi di stampa. -
Diciamo che ho cambiato SD e spero che il problema sia quello. Si, ma c'erano 5 pezzi in stampa contemporaneamente e su uno mi ha combinato questo Mentre gli altri (anche più alti) me li ha stampati bene. Poi ho lanciato un'altra stampa e si è interrotta a metà e nel display c'era scritto pausa, ho cercato come un disperato di fare ripartire la stampa ma dopo un poco mi è comparsa la scritta "Stepper disabilitati". Onestamente per quest'ultima scritta me la sono presa come un fatto personale. Si vede anche la fusione del punto dove si è fermato il nozzle. Ero tentato a dargli un colpo di giratubi (l'unico attrezzo pesante che avevo nei pressi) sulla scheda a ZRIB V2 a 8bit mentre era ancora accesa. Ora mi sono calmato e penso di installare Marlin anche se non so se ci riesco visto che il display è quello con 5 pulsanti.
-
Nell'attesa che mi arrivano gli angoli per i profilati, ho iniziato a stampare le parti in plastica. I problemi non mancano mai, ho lanciato una stampa da 5 ore ed a metà mi è apparsa la scritta "SD error fixed" sul display della stampante (firmware repetier 1.0.3).
-
Calibrazione step mm
Salvogi ha risposto a Capitantino nella discussione Problemi generici o di qualità di stampa
Secondo me rincorri problemi inesistenti. Con 80step/mm hai una risoluzione di 1/80=0.0125mm La precisione è una cosa diversa dalla risoluzione e dipende dalla meccanica, dalla qualità dei componenti utilizzati e dalla corretta tensione delle cinghie. La precisione può essere maggiore o minore della risoluzione. In funzione degli step/giro dei motori, del passo della cinghia, del numero di denti delle pulegge e del microstepping dei driver puoi calcolare gli step/mm. Poi rispetto al calcolo nella realtà c'è una piccola differenza ma siccome è molto piccola solitamente di utilizzano gli step/mm calcolati. I decimi in più o in meno probabilmente sono dovuti all'extrusion width. Penso che se ti mancano decimi probabilmente stai sottoestrudendo.