Salvogi
-
Numero contenuti
1.424 -
Iscritto
-
Ultima visita
-
Giorni Vinti
26
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Salvogi
-
Per questo a me esce molto lucida. Io ho finito 2 bobine (una grigia ed una gialla) e sono passato alla terza gialla. Le prime 2 bobine mi davano un po' di problemi di stringing mentre la terza no addirittura nessuno stringing a 290°C. Con la terza bobina ho avuto un solo problema di ostruzione dell'hotend ma penso che sia dovuto al fatto che prima avevo provato a stampare il policarbonato.
-
Arriva incellofanato, con una bustina di essiccatore ma non sottovuoto. Danno in omaggio un sacchetto con zip per conservare il filamento. Per adesso non ho avuto problemi. Le stampe sono resistenti. Come termini di paragone ho solo il PETG Creozone. Con quest'ultimo l'aspetto estetico è migliore ma le stampe sono meno resistenti. Oltretutto quello Creozone non è avvolto bene sulla bobina.
-
Il PETG Amazon e Creozone l'ho stampo con gola all-metal e nozzle volcano in acciaio o con gola all-metal e nozzle V6 in ottone senza problemi. Sia in configurazione diretta che bowden, in entrambi i casi con spingifilo BMG ridotto. Come temperatura uso 290°C/100°C (sebbene siano raccomandate temperature inferiori) ed i pezzi mi vengono molto resistenti. Ovviamente con temperature così alte i bridge e le parte a sbalzo vengono esteticamente una schifezza ed aumenta lo stringing con la configurazione bowden ma a me interessa di più la resistenza. Comunque, come raccomanda sempre @Killrob, fai la torre di temperatura.
-
Poi che brutto quel 78,74 secondo me chi l'ha messo la ha fatto la prova a stampare un cubo 20x20x20mm, siccome l'extrusion width gli ha causato un aumento dei lati X ed Y di 0,32mm si è fatto questo calcolo. 80*20/(20+0,32)=78,74 Se avesse stampato un cubo 100x100x100, a causa dell'extrusion width avrebbe ottenuto un cubo di 100,32x100,32x100 ed il calcolo gli sarebbe venuto così 80*100/(100+0,32)=79,75 Se avesse provato a stampare una scatola, misurando le misure interne gli sarebbe venuto un numero maggiore di 80. Secondo me non ha molto senso questo tipo di calibrazione se prima non si calibra l'extrusion width.
-
Con AVRDUDE è possibile leggere la parte di EEPROM dove c'è il firmware e salvarlo come .hex che poi puoi flashare su altra scheda. I file .hex sono difficili da decifrare quindi non lo puoi usare per leggere i parametri. Probabilmente cambia la definizione dei pin, ad esempio su una scheda il sensore di temperatura è collegato ad un piedino della CPU, sull'altra potrebbe essere collegato ad un altro piedino quindi è difficile che funzioni. Puoi provare ma non penso che sia una bella idea. Ormai i parametri sono al sicuro, sono scritti nel forum 😁 Se il problema sono i motori che girano al contrario hai tre possibilità: Invertire i fili dei motori estraendoli con una pinzetta da uno dei due connettori. Provare a mettere tra i parametri -78,74 al osto di +78,74 Modificare su Marlin le righe seguenti (cambiando true con false o viceversa) per i soli motori che girano al contrario: #define INVERT_X_DIR true #define INVERT_Y_DIR true #define INVERT_Z_DIR false #define INVERT_E0_DIR true
-
Problema risalita predator d
Salvogi ha risposto a Emanuele91 nella discussione Problemi generici o di qualità di stampa
Gli stepper sono componenti elettromeccanici quindi sono affetti anche da guasti meccanici come lo grippaggio che si manifesta anche senza corrente. Potrebbe anche essere il cuscnetto di rinvio della cinghia. Potrebbe essere sporcizia sul binario in alluminio. E potrebbe essere come dici tu, un cuscinetto del carrello senza carico gira bene mentre sotto sforzo tende a bloccarsi. -
Piccolo tornio con stampante 3D
Salvogi ha risposto a Carlo50 nella discussione Hardware e componenti
Mi sembra che M84 serva a disabilitare gli stepper. Non penso che marlin possa comprendere M84 100000, probabilmente penserà che vuoi disabilitare lo stepper numero 100000 della tua stampante. Insisto dicendo che secondo me il comando G28 è inappropriato per comandare il mandrino perchè dopo che parte il mandrino (asse X), il firmware attende che sia attivi l'endstop dell'asse X per proseguire con l'homing degli altri 2 assi. E' vero che si potrebbe utilizzare il comando G28 X ma il firmware oltre a fare girare il mandrino non farà altro fino a che non si chiude l'endstop X. Oltretutto se usi G28 per attivare il mandrino ti toccherà modificare i gcode prodotti dai CAM (es. Fusion 360) visto che la tua macchina userebbe un gcode fuori standard. In tutte le CNC il comando per avviare e fermare il mandrino è M3 S e non G28 anche se usi relè che non ti permettono di regolare la velocità. Un'altra cosa che non comprendo è l'utilizzo dei pin dei driver degli stepper per comandare il mandrino, eventualmente sarebbe più opportuno collegare il relè all'uscita per l'heatbed o per le cartucce riscaldanti degli hotend o alle uscite per le ventole. Se il mandrino è a bassa tensione CC, l'uscita del heatbed ti consentirebbe anche di regolare la velocità del mandrino. Per attivare CNC su Marlin, devi togliere il commento nella riga #define SPINDLE_FEATURE -
Problema risalita predator d
Salvogi ha risposto a Emanuele91 nella discussione Problemi generici o di qualità di stampa
Per verificare se è il carrello o il motore che fa attrito, puoi allentare la cinghia (ci dovrebbe essere una piastra con 4 bulloni). Poi puoi provare a regolare la tensione della cinghia. Se è il carrello che scorre male, ci dovrebbero essere una o due ruote dotate di bullone eccentrico per poterle regolare. Probabilmente sarà sufficiente regolare l'eccentrico. Potrebbe anche essere che un cuscinetto di una ruota si sia grippato e quindi occorre sostituire la rotellina. Comunque, se puoi, contatta l'assistenza. -
Problema risalita predator d
Salvogi ha risposto a Emanuele91 nella discussione Problemi generici o di qualità di stampa
Purtroppo Firefox vorrebbe visualizzare il video ma si sente solo l'audio. Mentre con Chrome o Edge è possibile scaricare il video ed aprirlo con un player qualsiasi. Le cause possono essere molteplici: Un cavo del motore è interrotto o fa falso contatto. La corrente del driver è troppo bassa. Il motore in questione è guasto. Le ruote del carrello sono regolate male e fanno troppo attrito. Comunque bisogna vedere dove hai acquistato la stampante, se puoi contatta chi te l'ha venduta. Se invece l'hai comprata dalla Cina e non hai assistenza puoi fare dei tentativi, ad esempio puoi vedere se con la stampante spenta occorre la stessa forza su tutti e 3 i carrelli per spostarli con la mano. -
Se la cartuccia riscaldante è vecchia potrebbe essere che non riesce a mantenere la temperatura con il flusso maggiore del nozzle da 0.8mm. Eventualmente se non risolvi sostituendo il termistore, prova a cambiare la cartuccia.
-
Piccolo tornio con stampante 3D
Salvogi ha risposto a Carlo50 nella discussione Hardware e componenti
Perchè usare G28 per azionare il motore di un mandrino CNC? La velocità del tornio CNC si setta con il comando M3 S, ad esempio M3 S1000 significa 1000RPM. Ovviamente in Marlin bisogna attivare la funzione CNC ed usare un pin apposito per comandare il mandrino. Ovviamente con i relè puoi fare solo ON/OFF e non puoi regolare la velocità. Per CNC è più usato il firmware GRBL piuttosto che Marlin. -
Stampa dei supporti
Salvogi ha risposto a Capitantino nella discussione Problemi generici o di qualità di stampa
Penso che intendi il "brim" che trovi nel menu in "Adesione piano di stampa". -
il filamento si stacca dal piatto
Salvogi ha risposto a Chris73 nella discussione Problemi generici o di qualità di stampa
Aggiungo a quanto detto da @hokuro usi la lacca per far aderire la stampa al pezzo? Quando inizia la stampa, la distanza del nozzle dal piatto deve essere pari all'altezza del layer (es. 0,3mm), guardandolo di lato ti sembra eccessiva tale distanza? -
vi presento in anteprima
Salvogi ha risposto a Killrob nella discussione La mia stampante 3D e il mio laboratorio
Bella complimenti, come mai vuoi usare il piatto della Anycubic Chiron ha qualche particolarità? -
Cartuccia riscaldante che fa cattivo odore
Salvogi ha risposto a Goku nella discussione Hardware e componenti
Non c'è che dire, sei un innovatore della stampa 3D 🤣 A parte gli scherzi, io non farei mai una cosa del genere, se la puzza è forte cambierei cartuccia visto che una confezione di silicone o di mastice costa di più. Possibilmente a temperature alte il silicone o il mastice potrebbero fare più odore della cartuccia. Comunque esistono prodotti in grado di resistere a temperature molto più elevate https://www.amazon.it/Sigillante-alta-temperatura-BOSTIK-Bostik/dp/B008BGXT26 o questo https://www.amazon.it/Sigillante-resistente-calore-fino-1250/dp/B0046450C4. Verifica anche che l'hotend sia pulito, perchè l'odore potrebbe provenire da altra parte. E prova a vedere se dopo una mezz'ora di lavoro l'odore scompare da solo. -
Printer halted kill called() thermal runaway
Salvogi ha risposto a Goku nella discussione Problemi generici o di qualità di stampa
Con 10W basta una leggera corrente d'aria per abbassare la temperatura e mandare tutto in errore. La prima cosa da provare è quella di mettere una cartuccia giusta. Se perde anche un grado mentre sta riscaldando, Marlin pensa che il sensore si sia scollegato termicamente dall'hotend e blocca tutto. Fa bene, perchè tu sai il motivo perchè l'hotend perde temperatura mentre riscalda ma Marlin non può sapere se l'hotend è già arrivato a 300°C mentre il sensore che si è scollegato termicamente dall'hotend ne segna 25. -
Policarbonato - Problemi di adesione al piatto
Salvogi ha risposto a Salvogi nella discussione Materiali di stampa
Comunque mi sono reso conto che 310°C sono pochi per il policarbonato, ho fatto una prova di rottura flettendo il pezzo stampato (con i soli primi 3 layer) e si sono scollati i layer. A trazione longitudinalmente ha una resistenza molto alta e prima di rompersi si allunga tantissimo mentre a flessione di separano i layer e la resistenza è un po' inferiore al polietilene. Penso che dipenda dalla temperatura bassa. Ho l'hotend che dovrebbe resistere a temperature maggiori ma il termistore non ci va dietro, superato i 310°C inizia a dare i numeri, ad esempio se imposto 315°C il display segna un valore diverso ogni secondo saltellando tra 300 e 330°C mentre con una termocoppia esterna vedo che la temperatura oscilla lentamente tra 320 e 350°C. Sono riuscito a configurare Marlin con il MAX6675 ma ho una sonda K con filettatura M6 ed uno scoperta senza protezione. Dovrei trovare un hotend con un alloggio M6 per la sonda o dovrei provare a mettere la sonda scoperta dentro il forellino dell'hotend normale. -
Printer halted kill called() thermal runaway
Salvogi ha risposto a Goku nella discussione Problemi generici o di qualità di stampa
Il problema è proprio questo la cartuccia solitamente ha una potenza di 40W, la potenza va al quadrato della tensione P=V*V/R Quindi alimentata a 12V ottieni una potenza di 10W, è normale che da errore. Quella a 12V dava errore forse perchè era guasta. -
Printer halted kill called() thermal runaway
Salvogi ha risposto a Goku nella discussione Problemi generici o di qualità di stampa
Potrebbe trattarsi di falso contatto come dicevi tu nel primo post di questo topic. Se ce l'hai di ricambio, puoi provare a collegare un altro hotend, solo elettricamente senza installarlo nella stampante. Lo tieni con una pinza e provi se riscalda, ovviamente non c'è bisogno di arrivare a 200°C. -
Policarbonato - Problemi di adesione al piatto
Salvogi ha pubblicato una discussione in Materiali di stampa
Ho appena comprato la prima bobina di policarbonato. Per raggiungere la giusta temperatura ho comprato una sonda a termocoppia (con relativa scheda MAX6675) ma ancora non l'ho installata perchè mi manca l'heatblock adatto alla termocoppia. Però non ho resistito alla tentazione ed ho mandato il povero termistore 3950 100k (quello di vetro) a 310°C ed ho provato 2 stampe. La prima stampa con la lacca sul vetro ha preferito attaccarsi all'hotend. La seconda l'ho provata con la colla vinlica sul piatto ma si è staccata appena è iniziata la stampa del quarto layer. Comunque la stampa dei soli primi 3 layer è venuta molto resistente quindi vorrei riuscire a cavarci qualcosa con il policarbonato. Anche il filamento rimasto attaccato all'hotend non si è annerito con la successiva stampa a 310°C quindi sembra anche resistente alla temperatura. Ho usato un estrusore BMG all metal (che funge anche da dissipatore), una gola chimera all-metal 1.75, un heatblock volcano con relativo nozzle da 0.4mm in acciaio temperato. Temperatura hotend 310°C, temperatura piatto 120°C, altezza layer 0.3mm. Non ho usato il brim ma l'adesione era così bassa che penso di non risolvere con un brim. Come si fa a fare aderire il policarbonato al piatto? -
Nylon senza spendere un capitale
Salvogi ha risposto a Killrob nella discussione Materiali di stampa
Il filo da tagliaerba l'ho provato con hotend V6 clone con gola all-metal senza teflon, nozzle da 0,4mm, estrusore bowden. Il mio filamento è da 2,4mm utilizzato con hotend ed estrusore per 3mm. Lo spingifilo mio è un UM2 3mm molto economico https://it.aliexpress.com/item/4000460185093.html e sembra non avere problemi a spingere il filo. Ho stampato con il piatto a 100°C e l'hotend a 290°C, ho provato temperature inferiori per ridurre lo stringing ma i layer non attaccavano bene e la stampa veniva fragile. Purtroppo il warping è un problema insito del nylon, anche quello specifico per la stampa 3D tende a warpare assai. Il Taulman 645 è il nylon che warpa meno tra quelli che ho provato e viene molto resistene anche stampato a 270°C ma costa 90€/kg. Gli altri nylon che ho provato warpano come quello da tagliaerba. Con la lacca si stacca il pezzo dal piatto già dopo i primi 10 o 20 layer. Per ridurre il warping, puoi spennellare sul vetro acqua e colla vinilica. Ovviamente usa il brim. Se sei disposto a grattare il vetro a fine stampa puoi mettere quache goccia di colla cianoacrilica sul brim, il nylon lo assorbirà e si attaccherà al vetro con una forza tale che impedirai completamente il warping. Però con la colla cianoacrilica alla fine devi pulire il vetro con una spatola per grattare i residui di nylon impregnato di colla. L'intasamento dell'hotend è strano, il nylon è usato per pulire gli hotend intasati, hai provato a misurare il diametro del filo? -
Stampante 3D grandi dimensioni
Salvogi ha risposto a imaginbot.com nella discussione La mia stampante 3D e il mio laboratorio
Casomai il polettone dopo che lo sformo lo posso mettere nell'amuchina 🤣 -
Male che va puoi provare con qualcosa del genere https://www.thingiverse.com/thing:8460 tra il motore e il mini BMG
-
No, la forza è la stessa. Il mini ha solo il doppio ingranaggio BMG che guida meglio il filo e riduce la probabilità che l'ingranaggio slitti sul filo. Se devi cambiare nuovamente ordine, puoi pigliare quello all-metal https://it.aliexpress.com/item/4000764123776.html. Qualcuno ha avuto problemi con i cloni di plastica di scarsa qualità. Se ti interessa solo la riduzione, puoi valutare anche il titan https://it.aliexpress.com/item/32969075084.html che è ridotto ma è più piccolo del BMG. Anche in questo caso meglio quello all-metal.
-
Stampante 3D grandi dimensioni
Salvogi ha risposto a imaginbot.com nella discussione La mia stampante 3D e il mio laboratorio
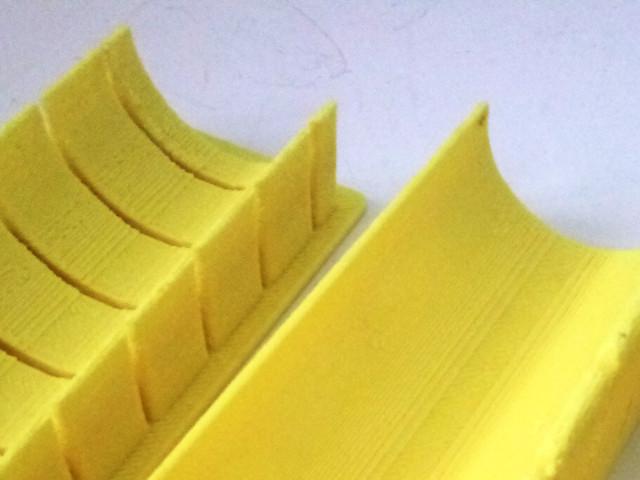
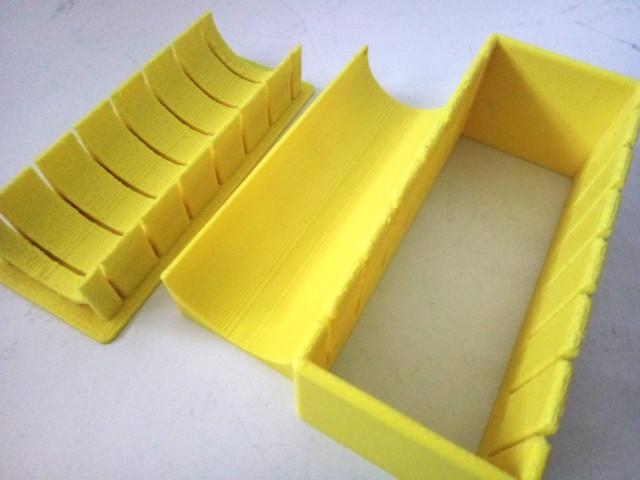
Come dice @Killrob, il diametro dell'estrusore viene gestito dallo slicer. In teoria la macchina potrebbe operare con 2 nozzle di diametro diverso e potrebbe utilizzare un'altezza di layer differente per ogni differente punto della stampa. Il problema è trovare uno slicer che facccia una cosa del genere. Comunque puoi stampare un oggetto come se fossero 2 materiali diversi e sullo slicer puoi settare diametri di nozzle diversi. In questo caso dovresti usare il materialecon l'ugello più piccolo per le parti più difficili. Però ci sono oggetti grandi in cui non è necessario usare un nozzle da 0.4mm per ottenere un buon risultato. In pratica un oggetto grande lo stamperei tutto con il nozzle da 1mm. Ad esempio il sushi maker seguente (dimensioni 180x70x60mm) l'ho stampanto con nozzle da 1mm ed altezza di layer di 0.5mm. Le pareti verticali sono venute addirittura un po' meglio che con il nozzle da 0.4mm in pratrica la rigatura si nota molto meno, il top-layer è venuto con la rigatura evidente ma solo alla vista al tatto non si nota. Mentre le parti curve non sono venute belle perchè sono evidenti i layer sovrapposti. Oltretutto la stampante non l'ho settata correttamente quindi è anche un po' sovraestruso. Il problema principale è che mia moglie lo usa per il polpettone 😂 perchè mi dice che per i sushi è troppo grande. Aumentanto il flusso il problema potrebbe essere una maggiore forza richiesta per spingere il filo quindi potrebbe essere necessario utilizzare un estrusore ridotto tipo il BMG. Comunque penso che l'MK8 ce la dovrebbe fare con un nozzle da 1,2mm e altezza del layer di 0,5mm, provare ti costa sostituire solo il nozzle. O se vuoi puoi installare un Volcano come suggerito @Killrob ed in questo caso dovresti sostituire nozzle, gola ed heatblock.