Salvogi
-
Numero contenuti
1.424 -
Iscritto
-
Ultima visita
-
Giorni Vinti
26
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Salvogi
-
Disegno 3D per stampo serbatoio per Jet Rc
Salvogi ha risposto a sandrocacciola nella discussione Nuove idee e progetti
Ciao, potresti fornire almeno uno schizzo in 2D del serbatoio con le misure? Gli stampi di ogni mezzo serbatoio vanno suddivisi in due parti uniti da bulloni per facilitare la rimozione del pezzo? -
Nuova postazione di lavoro (spero provvisoria)
Salvogi ha risposto a Salvogi nella discussione La mia stampante 3D e il mio laboratorio
Ciao, grazie per avermi scritto ciò, penso che salvogi con Prusa Bear Clone con tanto di display MKS MINI12864 sia io. Alla fine, se è solo il display lo puoi caricare anche senza menzionarmi. Altrimenti dovresti spuntare la casella "This Is a remix" ed inserire il numero del Thing ovvero 5429867 -
Cosa posso usare per tagliare i V-slot
Salvogi ha risposto a l0v3byte nella discussione Off-Topic in generale
Quando ho costruito la mia stampante corexy ho utilizzato questo https://www.amazon.it/dp/B07N1GY936 abbinato ad un flex che avevo già a casa più un disco per acciaio. Non mi sembra un attrezzo di grande precisione ma sono riuscito a fare tutti i tagli con sufficiente precisione, siccome questo supporto ha una struttura un po' traballante la qualità del taglio (soprattutto l'ortogonalità) dipende dalle capacità manuali di chi lo esegue. Ho scelto questo attrezzo perché era la soluzione più economica avendo già a casa un flex. Il disco per l'acciaio con l'alluminio tende ad impastarsi quindi il taglio è un po' più faticoso ma alla fine riesce a tagliare. Ovviamente questo attrezzo è da usare all'aperto o in garage perché le scintille macchiano muri e pavimenti. -
Policarbonato in fibra di Carbonio
Salvogi ha risposto a belcarlo nella discussione Materiali di stampa
La bobina da 1kg l'ho pagata 25,60€ compresa di spool ma a questo punto non conviene visto che quello della Bambù si stampa facilmente. Di Arduiner ho anche provato PETG e PLA e vanno bene ma il PC mi ha creato molti problemi. -
Policarbonato in fibra di Carbonio
Salvogi ha risposto a belcarlo nella discussione Materiali di stampa
Che PC utilizzi? Io ho il braccino corto e ne ho comprato uno economico (sul sito Arduiner) che mi sta facendo disperare per quanto riguarda l'adesione al piatto. Metto in forno altrimenti i layer si separano se applico abbastanza forza sul pezzo (anche se la stampa in policarbonato è obiettivamente più resistente del PETG). Dopo avere infornato occorre molto più forza per separare i layer. -
Policarbonato in fibra di Carbonio
Salvogi ha risposto a belcarlo nella discussione Materiali di stampa
Ho fatto qualche stampa in policarbonato senza carbonio ed ho avuto gravi problemi di adesione al piatto ma ho utilizzato un filamento molto economico. Probabilmente se usi un filamento di marca avrai meno problemi. L'adesione al piatto non l'ho mai risolta quindi devo stampare per forza il primo layer in PETG con ampio brim che funge da collante. Inoltre il policarbonato viene corroso dall'acqua a temperatura maggiore di 70°C, ciò significa che se il filamento è umido il policarbonato inizia a corrodersi in fase di stampa creando molti problemi. Temperatura di stampa intorno a 250-260°C ma penso che dipende dalla marca, piatto a 120°C se ci arrivi, altrimenti al massimo. Ventola spenta tanto i bridge vengono perfetti e se accendi la ventola la stampa si deforma e si separano i layer. Meglio se hai una camera chiusa per evitare gli spifferi. La ritrazione non è un grosso problema perché il policarbonato a me non ha mai fatto stringhe. Ok per bowden, il mio filamento non si è mai intasato quindi qualunque configurazione va bene. Meglio hotend all-metal così puoi andare tranquillo anche a temperature maggiori. Alla fine inforna la stampa a 150°C per un'ora (una volta ho provato con una stampa in PETG a 100°C e si è deformata completamente ma il policarbonato che ho utilizzato io resiste bene a 150°C). Concordo con @Killrob per il nozzle da 0.6mm in acciaio temprato in quanto i filamenti caricati possono usurare velocemente il nozzle o intasarlo. -
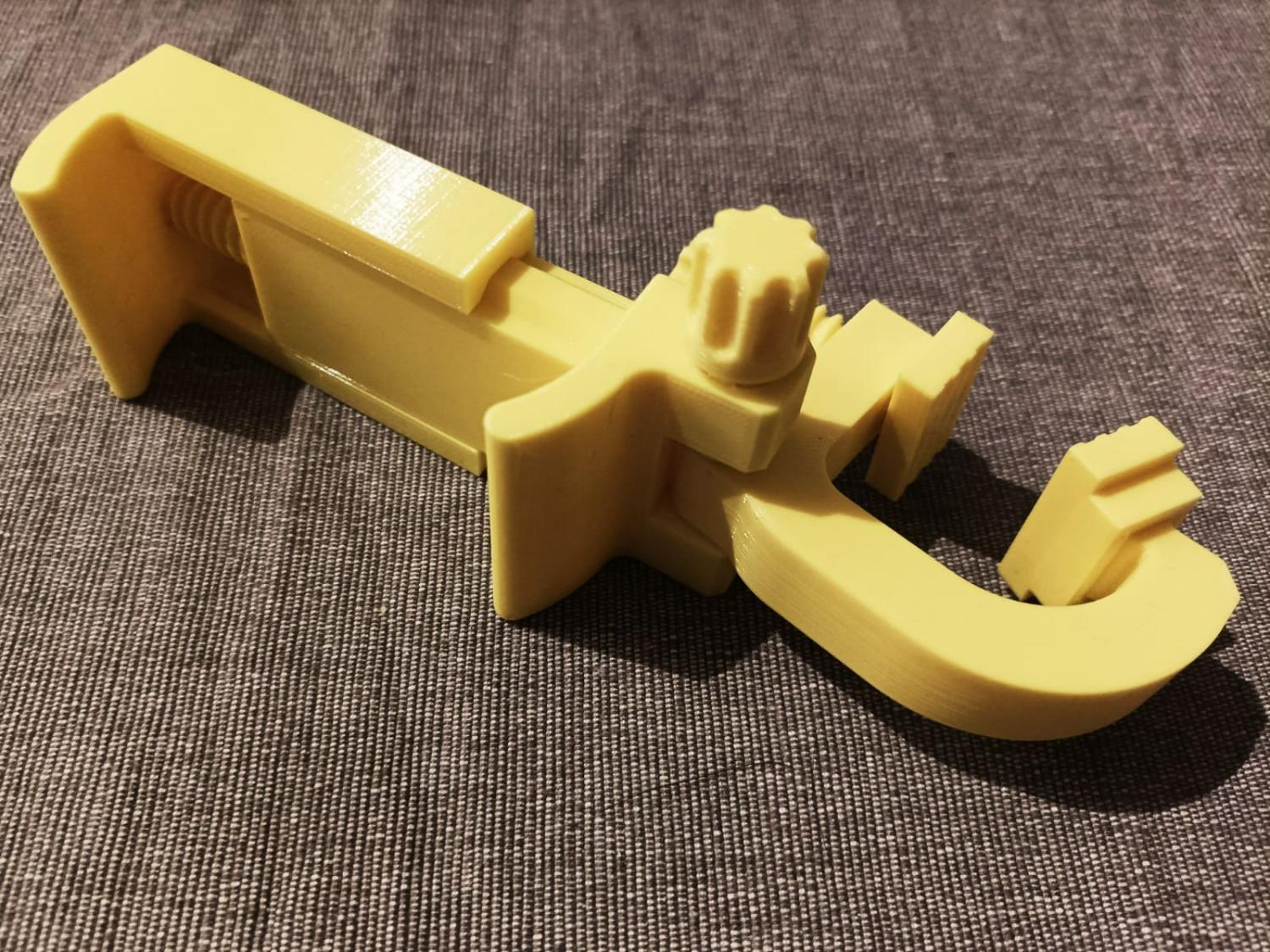
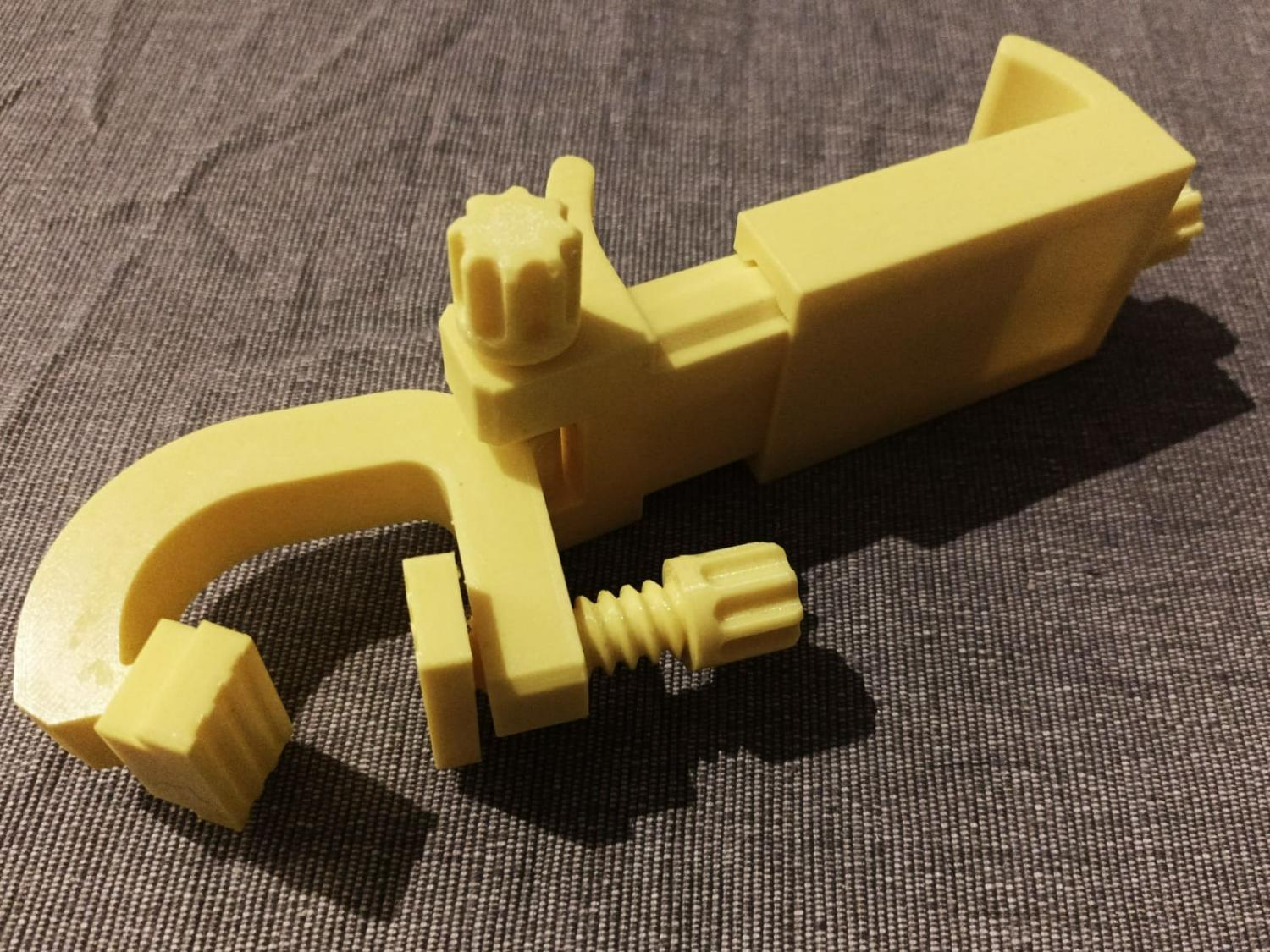
Supporto smartphone per auto
Salvogi ha pubblicato una discussione in Le tue stampe - Album fotografico dei migliori modelli 3D
Il disegno va ancora ottimizzato un pochino ma già tiene a meraviglia.
-
Nuova postazione di lavoro (spero provvisoria)
Salvogi ha risposto a Salvogi nella discussione La mia stampante 3D e il mio laboratorio
Ciao, qui a Verona siamo in affitto e la lampada è dell'affittuaria. Comunque sicuramente una stampante 3D è più utile di quella lampada 😁 -
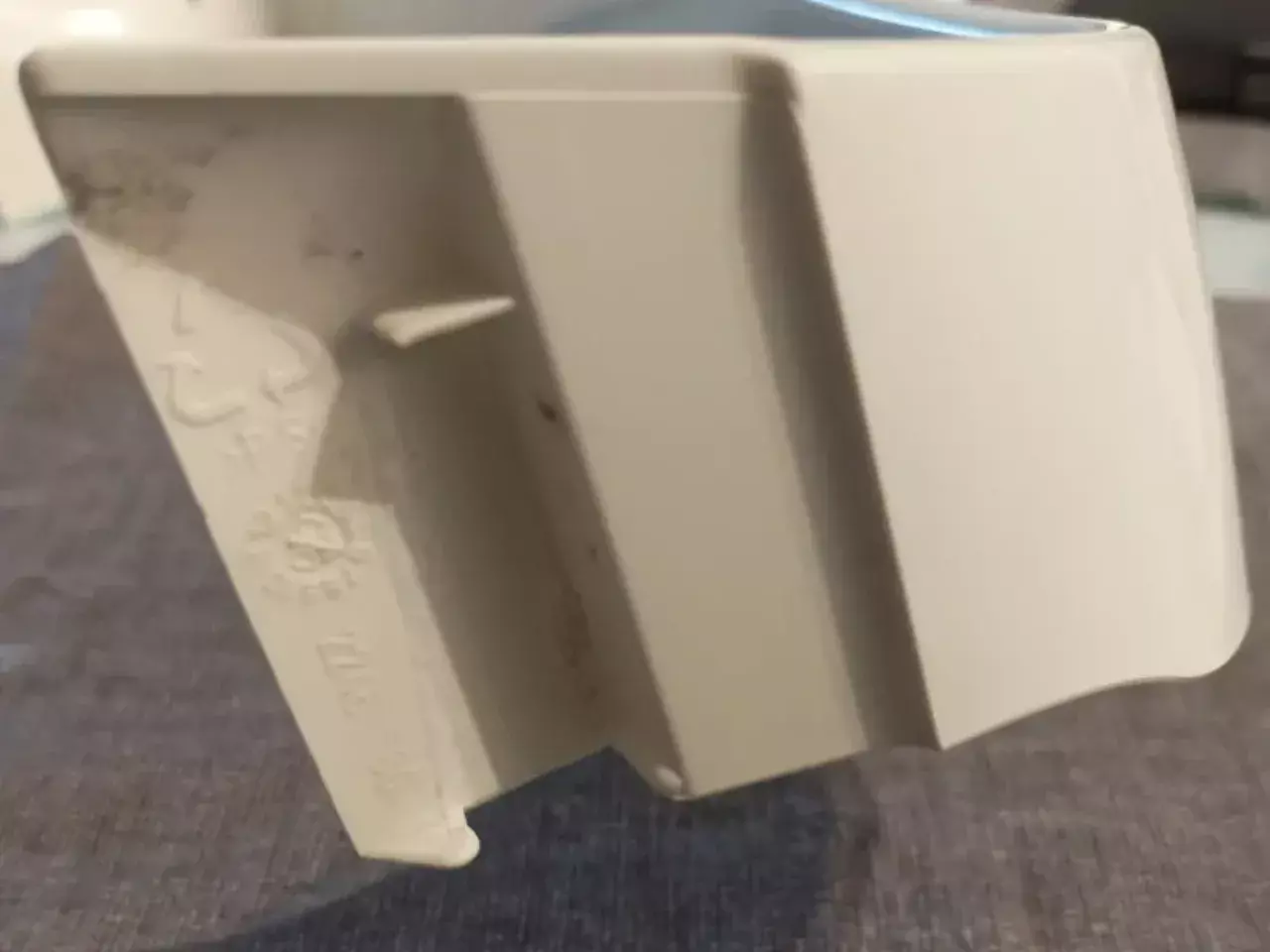
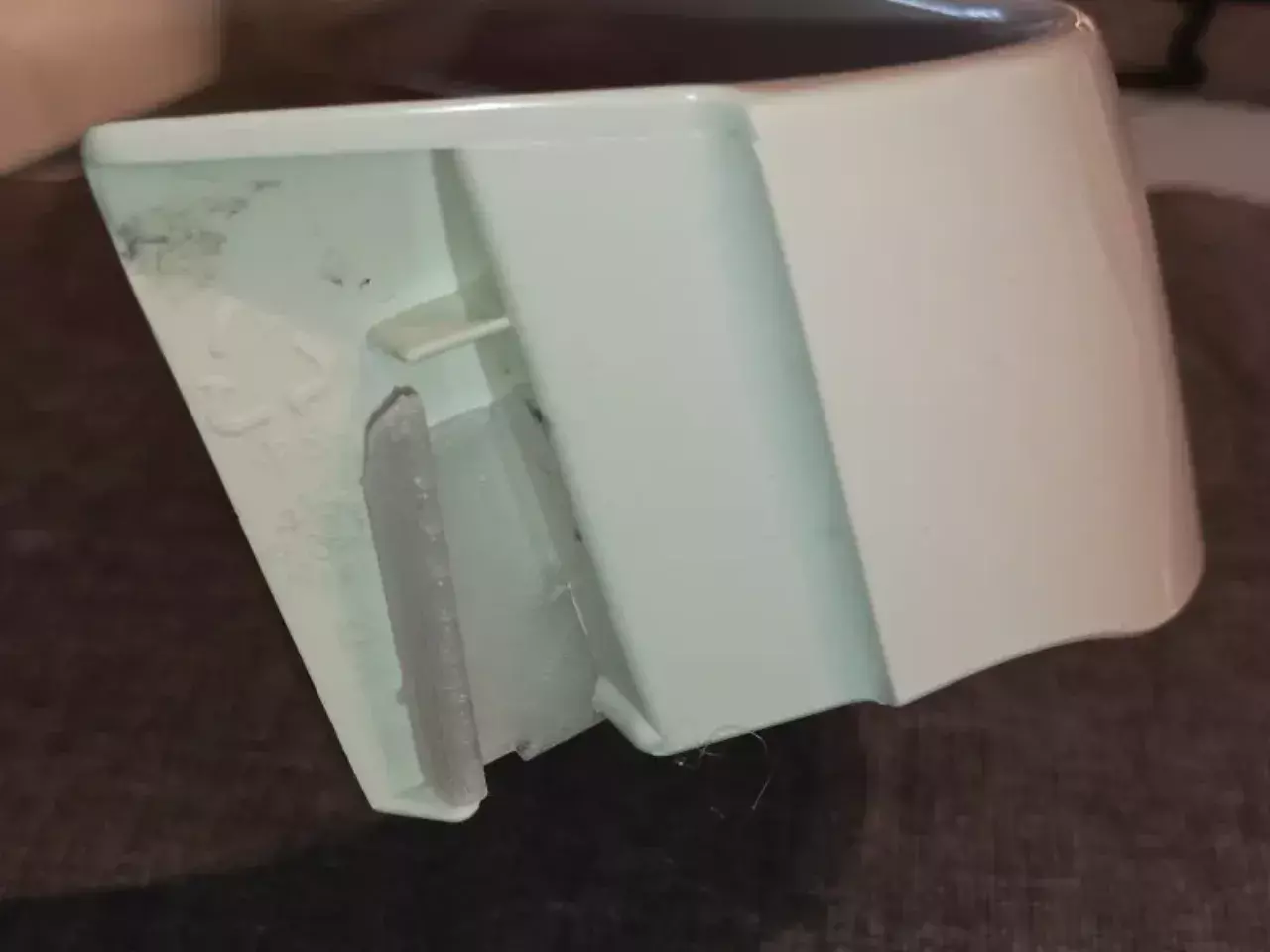
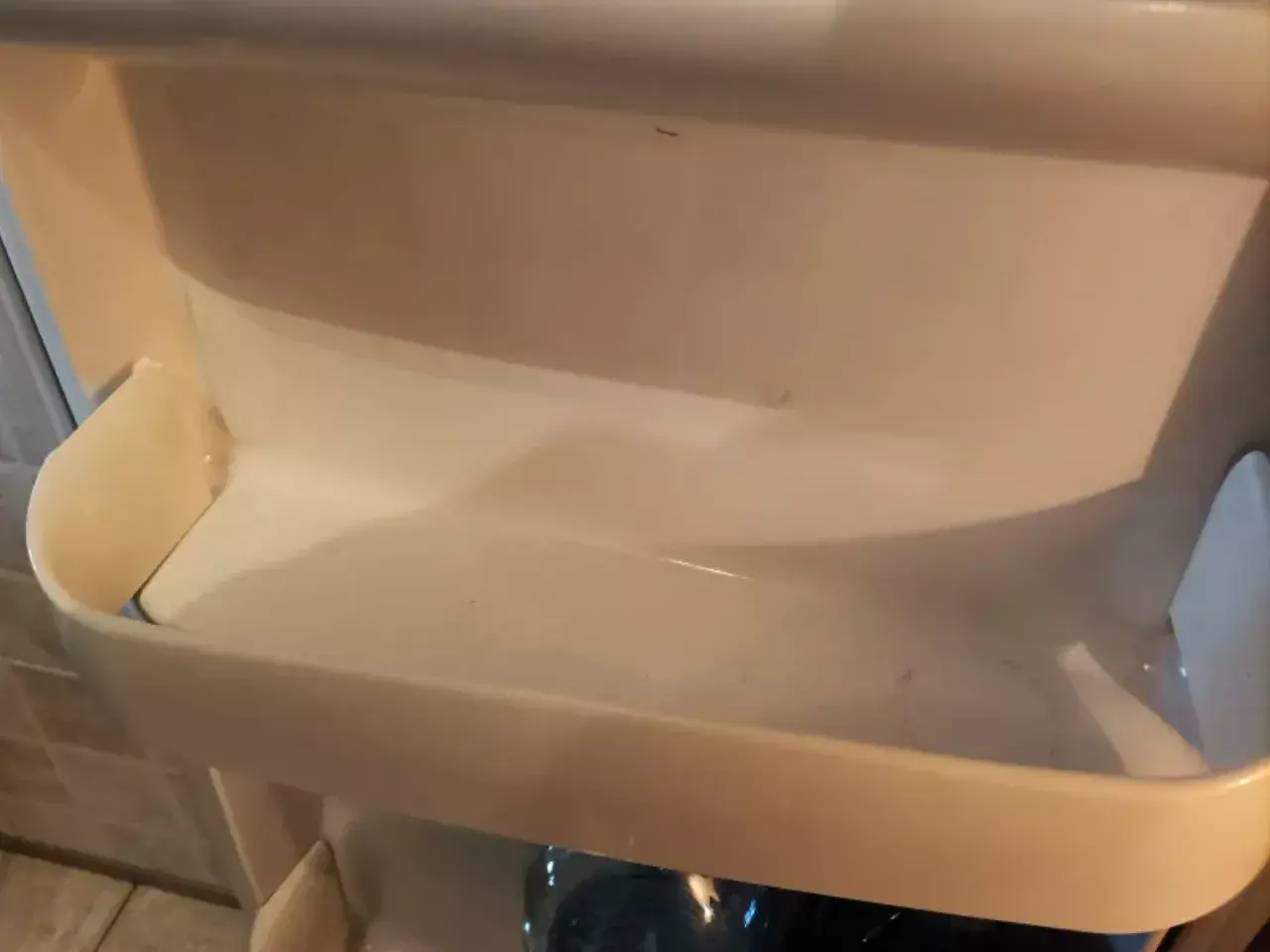
Riparazione mensola frigorifero
Salvogi ha pubblicato una discussione in Le tue stampe - Album fotografico dei migliori modelli 3D
Sono riuscito a riparare la mensola del frigorifero stampando un gancio in PETG. Questo è il modello https://www.printables.com/model/297216-repair-for-refrigerator-shelf
-
- 3
-

-
Portaocchiali
Salvogi ha risposto a Salvogi nella discussione Le tue stampe - Album fotografico dei migliori modelli 3D
Ciao, grazie Le misure interne sono 150x40mm mentre l'altezza varia tra 15.5 e 35.5mm. -
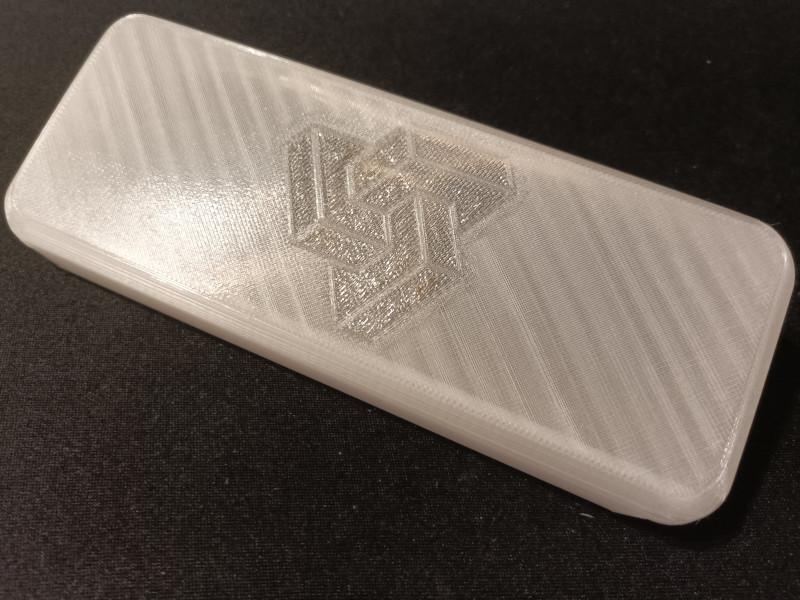
Portaocchiali
Salvogi ha pubblicato una discussione in Le tue stampe - Album fotografico dei migliori modelli 3D
La stampa mi è venuta con un brutto effetto moirè a causa del filamento trasparente e della diversa larghezza di estrusione del primo strato. Comunque la pubblico ugualmente perché funziona molto bene. Questo è il modello https://www.printables.com/model/296100-eyeglasses-case-print-in-place
-
Nuova postazione di lavoro (spero provvisoria)
Salvogi ha pubblicato una discussione in La mia stampante 3D e il mio laboratorio
Scusate il periodo di assenza ma ho avuto troppo impegni lavorativi ed ora mi sono anche dovuto trasferire provvisoriamente a Verona. Sono riuscito a portare con me solo la Prusa Clone e questa è la mia attuale postazione di lavoro con poche attrezzature a disposizione.
-
RepRapFirmware su MKS SGen L V1.0 32Bit
Salvogi ha risposto a Salvogi nella discussione Software di slicing, firmware e GCode
Non so niente di RepRapFirmware e schede Duet quindi non so neanche cosa voglio 😅. So solo che vorrei sperimentare un nuovo firmware tanto per sperimentare. Il WiFi non mi serve ma pensavo che fosse necessario, se posso evitare tanto meglio. Ho visto che il firmware precompilato è di 2 versioni per WiFi o per Raspberry quindi pensavo che almeno una cosa fosse necessaria. A casa ho delle schede ESP8266 ed un Raspberry inutilizzati. Propendevo per la scheda ESP8266 solo perché mi sembra peccato utilizzare il Raspberry visto quello che costa oggi. Poi come configuro pin, tipo di stampante e altro? In Marlin si fa prima di compilare. Su RepRapFirmware dopo visto che ho già il file compilato .bin? -
RepRapFirmware su MKS SGen L V1.0 32Bit
Salvogi ha pubblicato una discussione in Software di slicing, firmware e GCode
Ho provato senza fortuna ad installare un sistema di autolivellamento sulla mia stampante delta https://www.stampa3d-forum.it/forums/topic/15864-auto-livellamento-su-stampante-delta/#comment-129722 purtroppo durante l'autolivellamento perde passi mentre se livello manualmente riesco a stampare senza problemi. A questo punto penso di non riuscire a configurare Marlin o che ci sia un bug in Marlin. Vorrei quindi provare ad installare RepRapFirmware sulla scheda MKS SGen L V1.0 32Bit della mia stampante delta utilizzando questa versione https://github.com/gloomyandy/RepRapFirmware/releases/tag/v3.3.0_16 e questa guida https://www.jayuk.org/compiling-and-running-reprapfirmware-on-an-skr-1-4-and-other-lp17xx-boards/?v=cd32106bcb6d purtroppo il problema è che non ci ho capito proprio niente. Mi sembra di avere capito che devo mettere il file firmware-lpc-wifi-3.3.0_16.bin sulla microsd insieme ad una struttura di cartelle che non ho capito bene, inoltre dovrei anche collegare alla scheda una scheda ESP8266 o un Raspberry. Se c'è qualcuno che sa come fare, mi potrebbe indicare la procedura? -
Estrusore "salta", ma non è questione di velocità...
Salvogi ha risposto a Otto_969 nella discussione Problemi generici o di qualità di stampa
Ho rimontato la gola all-metal sulla mia corexy e l'hotend mi si è intasato subito con il PETG. Allora ho cambiato la ventola dell'hotend (una 4010) in quanto era rumorosa da tempo con una mezza nuova ed è andata meglio, l'hotend si è intasato dopo un'ora di stampa con molte retrazioni, poi ho pensato di mettere un po' di pasta termica tra la gola ed il dissipatore ed adesso stampa senza problemi. Ho lanciato una stampa lunga e non si è intasato nulla. Forse il dissipatore ti rimane freddo perché il calore non riesce a passare in modo efficiente dalla gola al dissipatore, puoi provare con la pasta termica. -
Estrusore "salta", ma non è questione di velocità...
Salvogi ha risposto a Otto_969 nella discussione Problemi generici o di qualità di stampa
Io ho avuto problemi con PETG e gola in metallo, per questo mi sono progettato un hotend dove cambio la gola in pochi minuti. Con la gola all-metal riesco a stampare senza problemi PLA, ABS, HIPS, PC, PA e TPE ma non il PETG. Con la gola con il teflon invece riesco a stampare tutti questi materiali senza problemi, altri non ne ho provati. Comunque il mio hotend è un V6 clone interamente cinese con tutti i pezzi comprati al kg con il criterio del prezzo più basso possibile quindi ci sta che con la gola all-metal non riesco a stampare il PETG. Se uso la gola all-metal con il PETG la stampante smette di estrudere dopo una decina di minuti ed il filamento si blocca nella gola, sono costretto a smontare il tutto è pulire la gola con le manieri forti. Mi sembra che @Killrob utilizzi la gola all-metal ma quella in titanio bimetallica per tutti i materiali compreso il PETG. -
Estrusore "salta", ma non è questione di velocità...
Salvogi ha risposto a Otto_969 nella discussione Problemi generici o di qualità di stampa
Che materiale usi? Il PETG ha un po'di difficoltà con le gole all-metal. Anche se con un hotend come quello Microswiss (con quello che costa) dovresti stampare tutti i materiali senza problemi. Non penso, anzi di solito l'hotend si intasa se la ventola non raffredda abbastanza. Questa è la condizione ideale: il salto termico avviene in una zona molto ristretta, non a caso la parte più stretta della gola è chiamata heatbreak. -
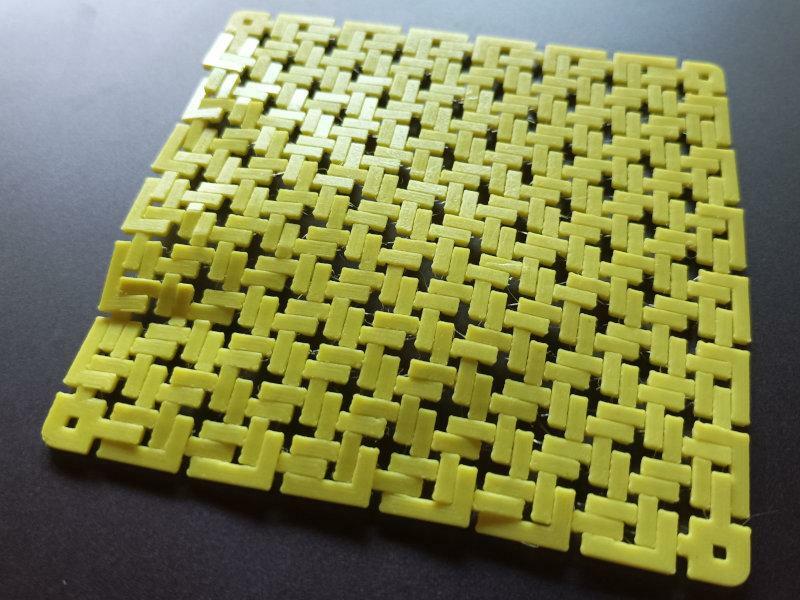
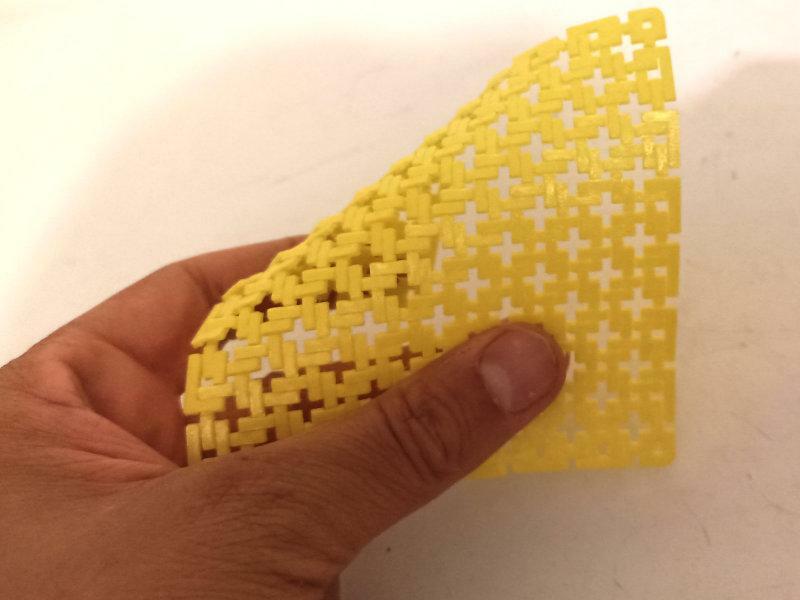
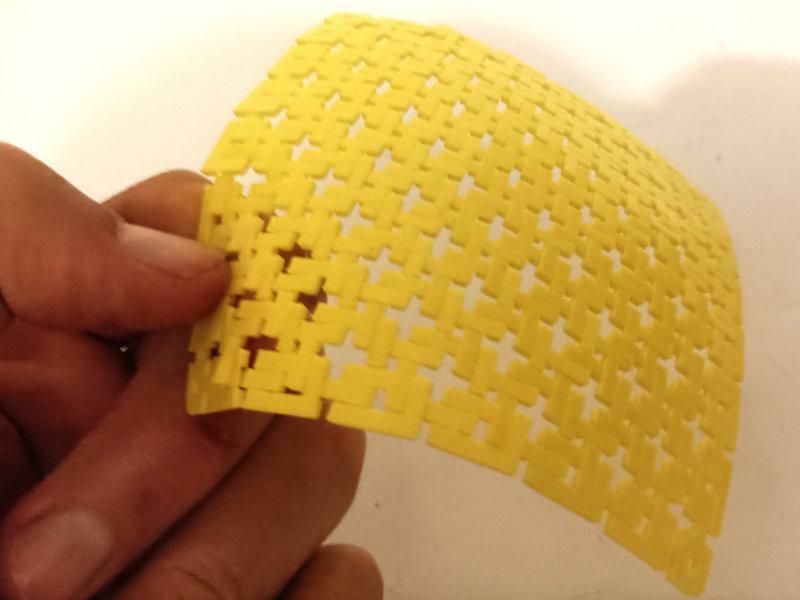
Esempio di tessuto stampato 3D.
Salvogi ha pubblicato una discussione in Le tue stampe - Album fotografico dei migliori modelli 3D
Finito di stampare ieri sera https://www.printables.com/model/254770-3d-printed-fabric Non fate caso al montaggio del video che è la prima volta che utilizzo Windows Movie Maker di Windows XP
-
- 2
-
-
Z off-set e mesh bed levelling
Salvogi ha risposto a Sdraddi nella discussione Problemi generici o di qualità di stampa
Certo che bisogna regolarlo, è un valore fondamentale. In pratica è la distanza lungo l'asse Z tra il nozzle ed il punto di attivazione del sensore del bed levelling. Normalmente è negativo perché il sensore si attiva prima che il nozzle tocchi il piatto. Per regolarlo, dopo avere fatto il bed level, metti un foglio di carta tra nozzle e piatto e dal menù della stampante abbassi il nozzle fino a quando il foglio non fa leggero attrito tra nozzle e piatto e leggi il valore Z sulla stampante. Se il tuo Zoffset è corretto dovresti leggere Z=0, altrimenti il valore che leggi lo sommi (considerando i segni + e -) al valore di Zoffset attuale e lo imposti come nuovo valore di Zoffset. Non lo so, ho una sola stampante con il livellamento automatico e faccio il livellamento ad ogni stampa. -
Aggiornamento firmware e qualità di stampa
Salvogi ha risposto a Ziki00 nella discussione Problemi generici o di qualità di stampa
La sovraestrusione nei primi lager potrebbe dipendere dal livellamento errato. Forse hai il nozzle troppo vicino al piatto. Poi tu hai l'estrusore a pellet? Forse devi ricalibrare il flusso. Lo zhop di solito è nello slicer. Hai il livellamento automatico? -
Mi si scioglie la ventola durante l'abs smoothing...
Salvogi ha risposto a Alomor nella discussione Hardware e componenti
Tempo fa avevo provato a mettere la stampa dentro una boccia di vetro sopra il piatto riscaldato della stampante senza ventole ottenendo qualche risultato. La stampa l'avevo posizionata su un piccolo rialzo per non farla toccare con l'acetone, di acetone al massimo 1mm sul fondo della boccia ed un piccolo foro sul coperchio della boccia onde evitare sovrappressioni interne. Ora ho provato con altro acetone ed altro filamento ABS e non succede più nulla quindi penso che sia l'acetone che sarà troppo diluito. A proposito, che acetone stai utilizzando? -
Miglioramenti nella stampa
Salvogi ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
L'asimmetria potrebbe essere dovuta alla differenza di peso tra il piatto che si muove lungo Y e l'estrusore che si muove lungo X -
Miglioramenti nella stampa
Salvogi ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Il miglioramento è evidente quindi la direzione dovrebbe essere giusta. Nella prima stampa la sottoestrusione potrebbe essere stata mascherata dagli altri difetti. Nella seconda stampa è più evidente la sottoestrusione perchè hai attenuato gli altri difetti. Nella seconda stampa hai ancora ghosting, per ridurlo ulteriormente dovresti ancora ridurre jerk, accelerazione e velocità. Ovviamente non si può stampare a velocità lumaca quindi è tutto un compromesso. Poi sarà colpa anche della fotocamera che utilizzi che probabilmente riesce ad evidenziare anche difetti minimi. Questo era quello che intendevo dire io quando dicevo di regolare le rotelle delle guide quindi concordo anche con @Cubo. Ovviamente è solo un'ipotesi. -
problema saturn elegoo
Salvogi ha risposto a Alegundam75 nella discussione Problemi generici o di qualità di stampa
Sicuramente già sai, comunque specifico lo stesso che dopo un fallimento la resina rimasta nella vaschetta va filtrata e la vaschetta va pulita. I residui possono fare fallire le stampe successive. -
Errore TMC "coil short circuit"
Salvogi ha risposto a Salvogi nella discussione Software di slicing, firmware e GCode
Probabilmente era lo stepper dell'estrusore, ho lo stesso tipo di motore negli assi X, Y ed E0, ho provato a metterlo in X e l'errore si è spostato su X. Ora ho cambiato stepper dell'estrusore e sto provando uno stress-test: stampa in policarbonato con altezza di layer 0.07mm con milioni di retroazioni rinchiuso nella camera riscaldata a 50°C http://salvogi.ddns.net/webcam/?action=stream