Salvogi
-
Numero contenuti
1.424 -
Iscritto
-
Ultima visita
-
Giorni Vinti
26
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Salvogi
-
Difetto in stampe a resina
Salvogi ha risposto a Sefiroths nella discussione Problemi generici o di qualità di stampa
Sembra un problema dell'asse Z come se il motore perdesse passio se ci fosse un problema sulle guide. Hai messo velocità di salita e discesa del piatto troppo elevate? Potrebbero essere anche i supporti insufficienti quindi la stampa si sia imbarcata un po' durante la stampa. Eventualmente posta uno screenshot dello slicer con i supporti che hai utilizzato. -
Puoi inviare una foto dell'oggetto che ti crea il blocco sempre a 24,2mm? Puoi inviare una foto del gruppo estrusore nuovo? Per estrusore intendi lo spingifilo o l'hotend? Se installato male, potrebbe essere quello.
-
Durante la stampa di un parallelepipedo normalmente non ci sono retrazioni. La stampa che si blocca a 24,2mm probabilmente è relativa ad un oggetto che a 24,2 mm presenta molti perimetri separati.
-
Il fatto che si blocchi nello stesso punto è strano, forse a 24,2mm aumenta il numero di retrazioni?
-
Posizione iniziale finecorsa asse z
Salvogi ha risposto a mavo190 nella discussione La mia prima stampante 3D
Continui ad alimentare la mia curiosità, solitamente utilizzo un foglio di carta. -
Posizione iniziale finecorsa asse z
Salvogi ha risposto a mavo190 nella discussione La mia prima stampante 3D
Allega una foto del plexiglass installato nella stampante altrimenti dai adito al buontempone di @FoNzY di scherzarci su. -
Indicazioni dopo una stampa fallita
Salvogi ha risposto a Sefiroths nella discussione La mia prima stampante 3D
Devi filtrare la resina della vaschetta così la puoi riutilizzare, su internet trovi i colini appositi oppure i filtri usa e getta di carta. Con l'uso il fep diventa un po' opaco, andrebbe cambiato quando gli aloni sono eccessivamente opachi. Se non hai martellato sul piatto, non occorre rifare il livellamento. Che significa che la stampa è venuta sfocata in alcuni punti? -
Layer separati
Salvogi ha risposto a Alessia200008 nella discussione Problemi generici o di qualità di stampa
Concordo con tutti i suggerimenti che ti hanno già dato. Specifica anche che slicer e che stampante utilizzi anche per curiosità. Come mai hai utilizzato 5 perimetri? Il cubo più a sinistra ha un width (larghezza di estrusione) minore, come mai da principiante vai a modificare questi parametri? Io inizierei da un profilo standard ed inizialmente mi limiterei ad aggiustare solo i parametri fondamentali quali la temperatura ed il flusso. Gli angoli arrotondanti a prima vista sembrerebbe essere un problema di estrusione da correggere regolando il LIN_ADVANCE (che per adesso a te conviene non toccare). Guardando meglio invece, si dovrebbe trattare di overshoot causato da cinghie lente o da troppa velocità o da troppa accelerazione. 60 mm/s non sono tantissimi ma neanche pochi. Qui si vede anche il ghosting (i numeri ripetuti) e ringing (le onde sulle superfici causate dalle vibrazioni), in questo caso dovresti ridurre velocità ed accelerazione e controllare la tensione delle cinghie e la regolazione degli eccentrici delle rotelle (se hai guide con rotelle). -
Comportamento strano display BTT Mini 12864 V1.0 collegato a SKR Mini E3 v3.0
Salvogi ha risposto a dnasini nella discussione Hardware e componenti
SKR mini E3, MKS Robin E3, come dice il nome sono upgrade per la Ender 3 quindi per loro è un problema secondario supportare altre attrezzature, gli basta poter collegare il display della Ender 3. -
Nozzle da 0.4 si dilata a 0.45
Salvogi ha risposto a Alessia200008 nella discussione Problemi generici o di qualità di stampa
Nello slicer può impostare "Width". Solitamente si utilizza imposta il Width maggiore od uguale al diametro del nozzle. Ad esempio se hai il nozzle da 0.4 ed imposti il Width pari a 0.5, l'estrusore estruderà una quantità di plastica leggermente maggiore ed otterrai linee larghe 0.5. I nozzle hanno la parte piatta attorno al foro proprio per questo motivo. Comunque il diametro esatto non è un grosso problema, i primi anni ho stampato con un nozzle da 0.4 e nello slicer avevo impostato 0.3 e nulla è andato storto, poi mi sono accorto dell'errore, se vuoi nozzle di precisione devi spendere un po'. -
Comportamento strano display BTT Mini 12864 V1.0 collegato a SKR Mini E3 v3.0
Salvogi ha risposto a dnasini nella discussione Hardware e componenti
I problemi che si presentano saltuariamente sono quelli più difficili da risolvere. Io farei i seguenti test. Sulla scheda hai un solo PIN reset mentre sul display ne hai uno solo, proverei le 3 possibilità: reset collegato solo su EXP1, solo su EXP2, su entrambi i connettori del display. Provare altri schemi di collegamento. Se cerchi su internet trovi anche altri schemi ad esempio questo https://github.com/bigtreetech/BIGTREETECH-SKR-mini-E3/issues/728 Io ho una MKS Robin E3D e l'ho collegata ad un MKS 12864 Mini V3, purtroppo funziona con Marlin fino alla versione 2.0.9.2, ho provato a segnale il problema su Github e si sono unite molte persone con lo stesso problema, hanno confermato il bug, ma nulla è stato fatto. Forse Bigtretech è più autorevole come ditta rispetto ad MKS quindi può essere che per il tuo caso risolveranno. -
Genius Pro, problemi adesione Petg
Salvogi ha risposto a Alessandro Siviero nella discussione Artillery
Scusa, non avevo visto il messaggio. Se non citi non mi arriva la notifica. Per l'appunto il fatto di essere più schiacciato al centro di certo non ti aiuta. Il PETG non soffre molto la presenza di correnti d'aria ma, puta caso, non è che hai la stampante posizionata vicino ad una finestra che tieni aperta? Raramente mi sono capitati filamenti rovinati (o che almeno io non sono riuscito ad utilizzare), comunque se vedi le recensioni su Amazon, il PETG Giantarm ha ottime recensioni. Per il PETG Amazon utilizzo il piatto a 70°C per le altre marche 80°C ma non dovrebbe essere questo il problema. Prova un test di livellamento come questo https://www.thingiverse.com/thing:4642274, prima guarda il seguente video -
Come attivare la funzione di mixing su Marlin
Salvogi ha risposto a Dario Comico nella discussione Software di slicing, firmware e GCode
Diciamo che un cambio colore così semplice secondo me giustifica gli altri compromessi. -
Come attivare la funzione di mixing su Marlin
Salvogi ha risposto a Dario Comico nella discussione Software di slicing, firmware e GCode
Non me ne ero accorto che non funzionava lo scaricamento, comunque nessun problema, rispetto al file platformio.ini originale ho cambiato solo il valore di default_envs default_envs = mks_robin_nano_v1_3_f4 Secondo quanto specificato qui https://github.com/makerbase-mks/Mks-Robin-Nano-Marlin2.0-Firmware -
Come attivare la funzione di mixing su Marlin
Salvogi ha risposto a Dario Comico nella discussione Software di slicing, firmware e GCode
A me compila, ho utilizzato MKS Robin Nano 1.2 con il display TFT. Marlin non riesce a gestire i sensori di filamento quando è attivo il mix colori (almeno io non ci sono riuscito). Se devi utilizzare i TMC2209 in modalità UART con la Robin Nano 1.2 devi fare altri cablaggi. platformio.ini Configuration.h Configuration_adv.h -
Come attivare la funzione di mixing su Marlin
Salvogi ha risposto a Dario Comico nella discussione Software di slicing, firmware e GCode
Comunque servono molte informazioni, tipo : L'estrusore ha due motore o utilizza un servo per cambiare? L'estrusore ha 2 cartucce riscaldanti e 2 sensori per la temperatura? Che tipo di driver hai? Gli step/mm di tutti gli assi? -
Come attivare la funzione di mixing su Marlin
Salvogi ha risposto a Dario Comico nella discussione Software di slicing, firmware e GCode
Il mixing colori con cambio veloce senza spurgo è molto interessante. Io ho costruito un hotend per il cambio colore (senza mix) e lo spurgo è una pena https://www.stampa3d-forum.it/forums/topic/14749-flusso-canalizzatore-hotend-multicolore/?do=findComment&comment=118536&_rid=8243. Eventualmente, mi interessa sapere che problemi hai avuto oltre il firmware. I display touch non li ho mai utilizzati (il mio touch e con Octoprint, una cosa diversa) e qui potrei non saperti aiutare. Ok, quindi sei riuscito a compilare una versione di Marlin? Quando attivi Mixing_Extruder, il compilatore ti dovrebbe dire cos'altro attivare. -
Come attivare la funzione di mixing su Marlin
Salvogi ha risposto a Dario Comico nella discussione Software di slicing, firmware e GCode
Ciao, dovresti dare qualche informazione in più: E' la Cetus2 di cui tu sembri non essere molto contento? Hai scaricato Marlin 2.1.2.1 ? Come compilatore utilizzi Vscode + Platformio? Che errore ottieni? Ho visto qualche video della Cetus 2 e quasi mi sta venendo voglia di comprarla. Un'informazione, il nozzle è sostituibile? -
Genius Pro, problemi adesione Petg
Salvogi ha risposto a Alessandro Siviero nella discussione Artillery
Non mi sono espresso bene, io utilizzo il sapone perché posso togliere il vetro dalla stampante. Utilizzare il sapone su una macchina elettrica non mi sembra un bella idea, tra l'altro la Genius Pro forse ha il piatto a 220V con il relè a stato solido. L'alcool va bene perché non è un buon conduttore ed evapora velocemente senza lasciare tracce. L'uso di acqua e sapone al limite andrebbe fatta con spugna appena umida ed ovviamente con stampante scollegata dalla rete. Ma io proverei prima con l'alcool -
Genius Pro, problemi adesione Petg
Salvogi ha risposto a Alessandro Siviero nella discussione Artillery
Questo problema incide sull'adesione al piatto, di solito le stampe si staccano dai bordi quindi sarebbe stato meglio essere più schiacciati verso l'esterno. Anche se la condizione migliore e la stessa altezza in tutti i punti del piatto. Hai l'autolivellamento? Anche questo andrebbe verificato con un termometro all'infrarosso o altro strumento, non so cosa conviene utilizzare. Io ho il piatto rimovibile quindi lo lavo con acqua e sapone, non so se l'alcool isopropilico va bene. -
Genius Pro, problemi adesione Petg
Salvogi ha risposto a Alessandro Siviero nella discussione Artillery
Questo potrebbe essere l'origine di tutti i problemi, vetro e metallo potrebbero avere diverso coefficiente di dilatazione termica e causare una curvatura del piatto quando viene riscaldato che rende difficile il livellamento. Non succede in tutte le stampanti con il vetro incollato ma a qualcuno è successo. Con un righello puoi controllare la planarità del piatto sia da freddo che a temperatura. No, secondo me è indifferente. Però, visto che non puoi togliere il piatto, devi stare attento a non spruzzare sulle guide e sull'estrusore perché li la lacca non fa bene. Quindi sposta la testina tutta a sinistra e tira il piatto tutto in avanti. Lo spostamento manuale degli assi va fatto lentamente perché i motori si comportano come generatori elettrici e potresti danneggiare la scheda elettronica. Non è detto che devi tenerti la baracca, la Genius Pro secondo me vale i soldi spesi quindi non è un acquisto errato, eventualmente puoi installare un tappetino in PEI ma prima dovresti scollare il vetro il che non è un bel lavoro da fare. -
Genius Pro, problemi adesione Petg
Salvogi ha risposto a Alessandro Siviero nella discussione Artillery
Per sole e intemperie sarebbe meglio utilizzare l'ASA ma è più difficile da stampare quindi meglio lasciare perdere. Se non sei direttamente esposto al sole anche il PLA potrebbe andare, altrimenti il PETG mi sembra la soluzione più bilanciata. Il vetro microforato è incollato o è facilmente rimuovibile? Ovviamente io non volevo fare l'esperto di PETG. E' solo che mi sembra strano che una stampa in PETG si possa rompere cadendo. Hai fatto una torre di temperatura per scegliere la temperatura giusta? Non è che sei sottoestruso, hai verificato gli step/mm della tua stampante? -
Genius Pro, problemi adesione Petg
Salvogi ha risposto a Alessandro Siviero nella discussione Artillery
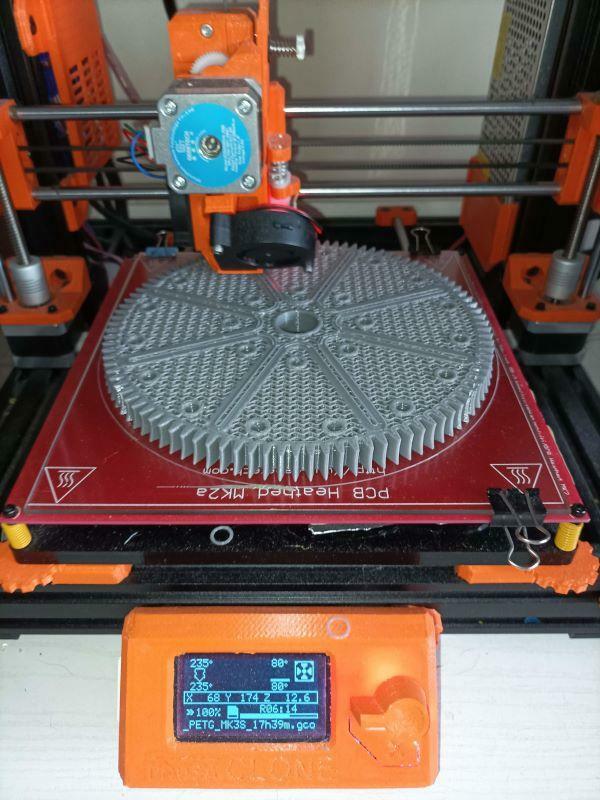
Le stampe in PETG ti risultano fragili? Questa coppia di ingranaggio e vite senza fine costituiscono un riduttore 1:100 per un motore Nema 17 e sono stampati in PETG Reprapper, alla fine si ottiene una coppia importante (per una stampa 3D) e sta lavorando senza segni di cedimento. L'ingranaggio ha un diametro di 196mm ed ha aderito perfettamente al piatto. Anche tutte le parti arancioni della stampante sono stampate con PETG Amazon e non ho avuto mai problemi di adesione.
-
Genius Pro, problemi adesione Petg
Salvogi ha risposto a Alessandro Siviero nella discussione Artillery
Il PETG Amazon lo stampo con nozzle a 225°C e piatto a 70°C, quello Overture e quello Reprapper con nozzle a 235°C e piatto a 80°C. Poi utilizzo anche sottomarche comprati con il criterio del meno costo possibile e faccio dei tentativi. Tieni presente che i sensori delle stampanti fanno differenza anche di 10°C quindi i miei 225°C potrebbero essere anche 205°C o 245°C sulla tua stampante. Quando uso un nuovo filamento scelgo la temperatura con la torre di temperatura. Comunque, se uso una temperatura troppo bassa la stampa mi viene un po' fragile perché gli strati tendono a separarsi, se uso una temperatura troppo alta ottengo molto stringing ma non in ogni caso il PETG attacca al piano anche troppo. Un problema potrebbe essere anche la velocità di stampa, il primo strato fallo a 40 mm/s E tieni la ventola spenta per almeno i primi 3 strati. -
Genius Pro, problemi adesione Petg
Salvogi ha risposto a Alessandro Siviero nella discussione Artillery
In effetti io stampo principalmente PETG e devo cambiare lastra di vetro periodicamente perché dopo un po' di stampe la superficie del vetro inizia a delaminarsi ed a lasciare strati di vetro attaccati alla stampa. Normalmente il primo strato lo faccio alto per evitare di non poter più staccare la stampa dal piatto, per il solo secondo strato aumento il flusso al 120% per riempiere gli spazi causati dal primo strato troppo alto. Non ho mai utilizzato vetro microforato, ho sempre utilizzato vetro scadente proveniente principalmente dalle cornici da 2€ che vendono al supermercato e qualche volta dal vetraio. Quindi, per me non è un grosso problema rovinare un vetro. Senza Splend'Or la stampa non attacca completamente, con Spend'Or l'adesione è anche eccessiva quindi ti conviene metterne poco. Se possibile, togli prima il piatto dalla stampante per evitare di spruzzare lacca sulle guide. Raramente mi è capitato qualche bobina di filamento rovinata che mi ha fatto impazzire, ma sono casi rari, io stampo abbastanza e mi è capitato in 2 bobine su una cinquantina che ho utilizzato fino ad adesso. E comunque mi è capitato molti anni fa quando i materiali di stampa non erano ottimizzati come quelli di oggi.