Salvogi
-
Numero contenuti
1.424 -
Iscritto
-
Ultima visita
-
Giorni Vinti
26
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Salvogi
-
Mi sono dimentaticato di dirti di stare attento al collegamento sulla scheda madre perchè sul connettore arrivano anche negativo e positivo di alimentazione quindi con il microswitch del sensore potresti fare cortocircuito. Probabilmente questo già lo sapevi ma per scrupolo te lo volevo dire lo stesso. Se hai dubbi, posta una foto del sensore aperto o un link dove vedere le caratteristiche.
-
E' quello con l'interruttore che segnala solo la presenza del filamento o è quello con gli ingranaggi e l'encoder che segnala anche il filamento fermo? Comunque, dovresti attivare i seguenti parametri su Configuration.h #define EXTRUDE_MAXLENGTH 600 // Nelle stampanti bowden, deve essere maggiore della lunghezza del tubo in teflon .... #define FILAMENT_RUNOUT_SENSOR #define FIL_RUNOUT_PIN 19 // Pin Zmax .... #define FIL_RUNOUT_STATE LOW // se hai il sensore con l'interruttore devi verificare se è normalmente aperto o normalmente chiuso .... #define FILAMENT_RUNOUT_DISTANCE_MM 10 // se hai il sensore con l'encoder #define FILAMENT_MOTION_SENSOR // se hai il sensore con l'encoder .... #define NOZZLE_PARK_FEATURE #define NOZZLE_PARK_POINT { 0, 0, 2 } // posizione parcheggio { X, Y, sollevamento Z } Poi, dovresti attivare i seguenti parametri su Configuration_adv.h #define ADVANCED_PAUSE_FEATURE .... #define FILAMENT_CHANGE_UNLOAD_FEEDRATE 20 .... #define FILAMENT_CHANGE_UNLOAD_LENGTH 550 // Lunghezza bowden, distanza tra rotella dell'estrusore e nozzle .... #define FILAMENT_CHANGE_FAST_LOAD_FEEDRATE 15 .... #define FILAMENT_CHANGE_FAST_LOAD_LENGTH 545 // Lunghezza bowden -5 .... #define ADVANCED_PAUSE_PURGE_LENGTH 20
-
La cinematica sembra funzionare bene, avete già scelto gli stepper da utilizzare?
-
Consiglio driver tcm2225 su arduino shield v3
Salvogi ha risposto a l0v3byte nella discussione Hardware e componenti
Concordo con @Truck64, una cosa è la risoluzione un'altra la precisione. La precisione è affetta dai giochi meccanici (ad esempio sulla barra T8, nel riduttore ad ingranaggi dentro lo stepper o nelle guide lineari), dagli attriti che falsano un po' l'angolo di rotazione del magnete dello stepper e dalla rigidità del telaio. Rischi di avere una risoluzione di 0.3 micron ma con una precisione di 10 micron (se utilizzi componenti di precisione) o di 100 micron (se utilizzi componenti standard). -
Potrebbe anche essere che ho fatto qualche errore io. Non so, attualmente mi trovo bene così potendo manovrare gli assi uno a volta. Mi sono stampato dei goniometri con angoli di 30, 45, 60 e 90 gradi e per la taratura degli step/grado sono stati fondamentali.
-
Si, uso sempre il convertitore in Phyton, non ho più provato a configurare Marlin per i seguenti motivi. Penso che per la cinematica SCARA sia necessaria una scheda a 32 bit. Ne sono quasi sicuro perchè Marlin configurato come SCARA su ATMEGA2560 da i numeri, collegando la stampante al PC tramite Pronterface mi restituisce posizioni con angoli dell'ordine di 100000 gradi ed ogni tanto la stampante si riavvia da sola. Ho già perso troppo tempo a fare tentativi a vuoto cercando di configurare Marlin come stampante SCARA. Il fatto di avere sul display la rotazione in gradi degli stepper mi è risultato molto comodo per tarare gli step/grado e gli endstop, penso che configurando il firmware come SCARA sia molto più complesso tarare la stampante. Si tratta solo di un piccolo passaggio in più, il file gcode lo elaboro con il programma in Phyton ed ottengo il gcode da mandare in stampa, alla fine è un'operazione facile e veloce. Il programma in Phyton l'ho preso da un altro progetto di stampante SCARA su Thingiverse e l'ho modificato per la mia stampante e caricato su Thingiverse. Invece gli stepper 28byj-48 hanno un comportamento molto strano in teoria hanno 2037.8864 passi/giro mentre sperimentalmente a me vengono circa 2106 passi/giro.
-
Consiglio driver tcm2225 su arduino shield v3
Salvogi ha risposto a l0v3byte nella discussione Hardware e componenti
Utilizzi le barre trapezie T8 per spostare gli assi X ed Y? Eventualmente con quale passo e quanti principi? Probabilmente Arduino uno non ce la fa perchè hai troppi passi/mm, ad esempio se utilizzi una barra T8 ad un principio con passo da 2mm e 32 microstep e lo stepper classico da 200 passi/giro, ottieni 200x32/2=3200 passi/mm che possono essere assai per una CPU a 8bit, tra l'altro in questo modo otterresti una risoluzione di 0.3 micron che è inutilmente alta. -
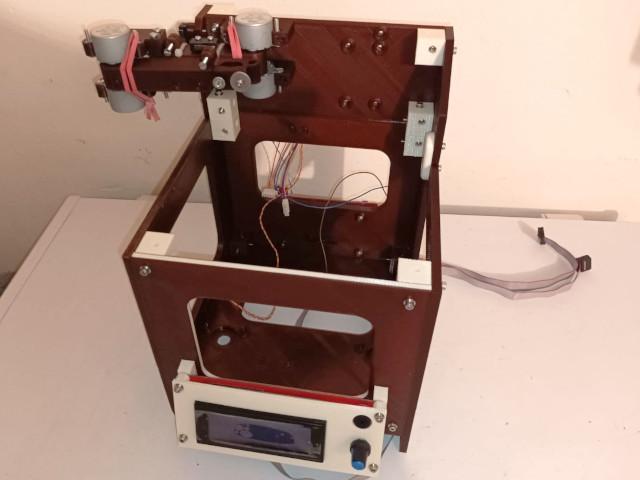
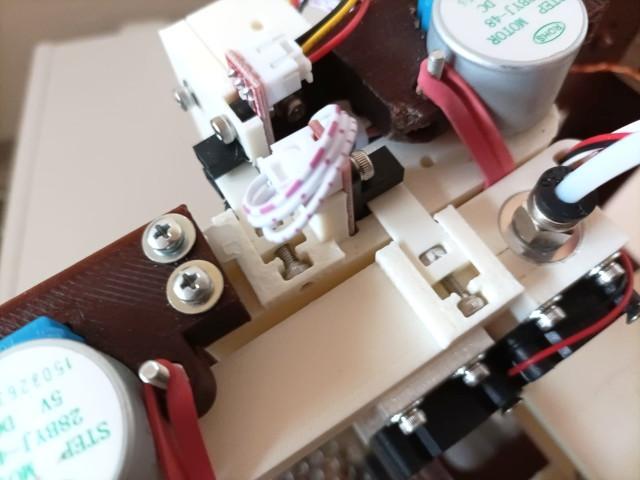
Ho installato gli endstop ottici perchè quelli meccanici creavano un macello con gli elastici antibacklash messi sugli assi X ed Y. In pratica ogni home veniva completamente diversa e siccome sulle stampanti SCARA l'home errato comporta una stampa distorta era un problema. Ed ho fatto una prova di stampa che sicuramente farà ridere se confrontata con quelle fatte da altre stampanti ma che a me mi ha dato soddisfazione visto la semplicità del progetto di questa stampante. Questo è il risultato finale.

-
Consiglio driver tcm2225 su arduino shield v3
Salvogi ha risposto a l0v3byte nella discussione Hardware e componenti
Nella scheda Arduino CNC Shield sotto i driver c'è la possibilità di inserire 3 jumper MS1, MS2 ed MS3, a secondo del chip (es A4988, o TMC2225) ci sono delle tabelle che indicano quanti microstep ottieni a seconda dei jumper inseriti. Nei driver silenzioni MS3 è utilizzato per la comunicazione seriale (UART o SPI) con la scheda madre quindi nel tuo caso è inutilizzato e devi togliere gli jumper MS3. La configurazione di MS1 ed MS2 la trovi cercando il datasheet del TMC2225. Alla fine i TMC2225 non hanno prezzo molto elevato, il problema è che devono essere raffreddati bene rispetto agli A4988, DVR8825 o TMC2208. Quindi dovrebbero stare in ambiente ventilato, qualcuno dice che è obbligatoria la ventola, io ho i TMC2225 senza ventola e lavorano ormai da quasi un anno senza problemi. Me ne sono accorto, non solo lo spindle, anche gli stepper sono troppo scadenti, prima di avere questa CNC pensavo che uno stepper valeva l'altro, poi ho visto cosa significa stepper scadente. Dovrei sostituire spindle, stepper e scheda madre. Onestamente non ho mai utilizzato la tecnica della fotoincisione, normalmente utilizzavo pennarello e traferibili ed ultimamente la stampante laser con il ferro da stiro. Il problema è che non so come ottenere la stampa su acetato quindi non ho mai provato la fotoincisione. Io pensavo di realizzare un stl con le piste, passarlo su Chitubox e quindi alla Elegoo Mars, in questo modo evito la stampa su acetato. La mia incognita è la potenza del LED, forse sarebbe più opportuno utilizzare una stampante mono. O forse non è possibile perchè occorre una potenza maggiore. -
Consiglio driver tcm2225 su arduino shield v3
Salvogi ha risposto a l0v3byte nella discussione Hardware e componenti
Oltre alla Vref devi regolare i ponticelli per i microstep. Certo, per fresare non ha tanto senso utilizzare i driver silenziosi. Ho una CNC 3018 ed ho capito che è un po' complesso ottenere dei buoni risultati con i PCB. Sicuramente è molto più conveniente ordinarli su Jlcpcb, Pcbway o altro produttore cinese. Ancora non ho provato ma vorrei provare ad incidere un PCB con photoresist e la Elegoo Mars utilizzata come bromografo. Mi devo procurare il photoresist o una piastra ramata fotosensibile. -
Ho acquistato un alimentatore da 10 A (almeno così c'è scritto sopra) a 10 € e l'ho appena installato nella stampante. Adesso dovrei provare a mettere gli endstop ottici sugli assi X ed Y visto che la molla degli endstop è più forte degli elastici utilizzati come antibacklash.
-
Penso di lasciarla così, ho realizzato questa stampante per sperimentare la configurazione SCARA e per utilizzare del materiale che avevo a casa. Ho dovuto comprare solo i bulloni e l'alimentatore. Il vetro l'ho tagliato con un tagliavetri di quelli con le rotelline. Anzi questo è andato molto meglio di altri tagli che ho fatto. Purtroppo capisco di non poter avere un futuro come vetraio.
-
Non è una stampa 3d ma al solito...
Salvogi ha risposto a Killrob nella discussione Incisione e taglio laser
Complimenti, davvero bella, quanto tempo ci ha messo il laser per incidere e tagliare? -
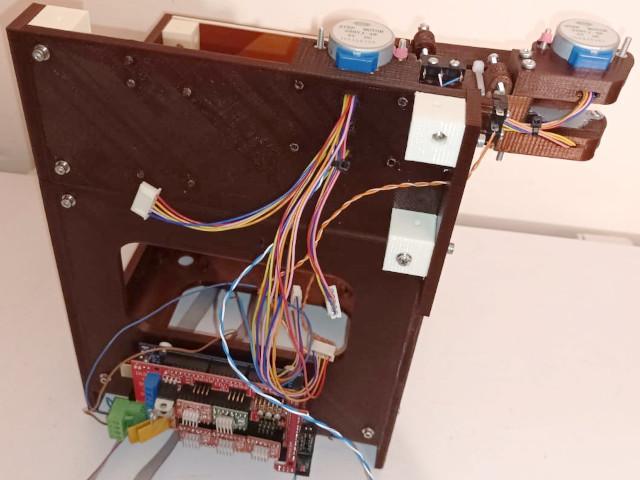
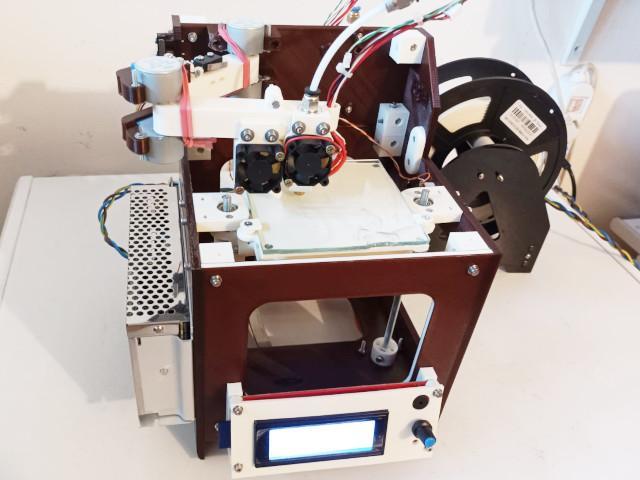
Ho completo l'assemblaggio della stampante, non ho trovato un alimentatore decente e ne ho usato uno ATX. Il vetro l'ho tagliato io, come si può facilmente notare dalla precisione ed accuratezza del taglio. Questo è il sistema antibacklash dell'asse Z. Ho avuto un po' di problemi e sfortune. Ho tarato la corrente dei motori troppo alta, i motori si sono surriscaldati e si sono fusi i braccetti in PLA nei punti di contatto con i perni dei motori. Infatti li ho ristampati con il PLA bianco. Ho iniziato a fare prove con PLA scadente che mi ha cusato un po' disastri perchè si è spezzettato dentro l'hotend e dentro il tubo in PTFE. Non mi raccapezzo con gli step/grado quindi devo fare un altro po' di prove. Comunque ho fatto un test di stampa. Questo è il risultato. Le misure sono 20x20x20mm esatte ma è venuto storto perchè devo regolare meglio gli endstop.
-
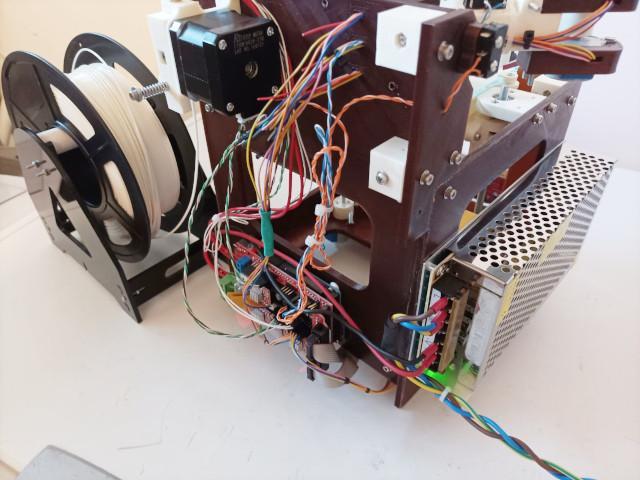
Finito di stampare il telaio (ed anche il PLA marrone quindi mi è venuta bicolore). Adesso devo passare all'asse Z e poi ai cablaggi.
-
Prima stampa, come migliorare?
Salvogi ha risposto a Tanbruk nella discussione Problemi generici o di qualità di stampa
Anche a me sembrano buone le stampe anche considerato il fatto che sono piccoli oggetti. Spesso se c'è un pezzo difettoso, te lo inviano il ricambio, speriamo bene per il tuo piatto. TwoTrees dovrebbe essere una ditta seria. -
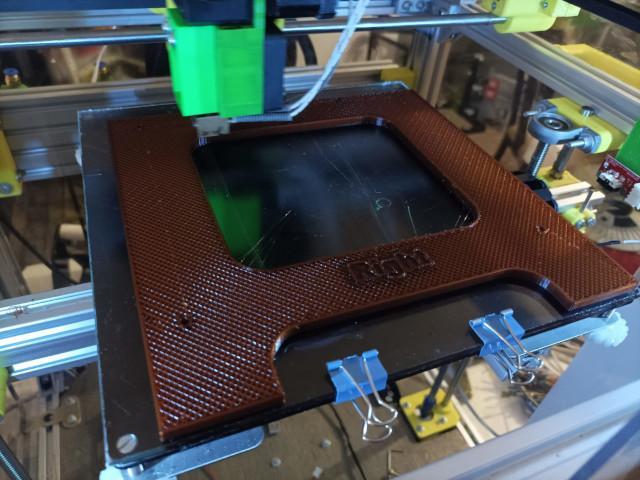
Purtroppo le ferie mi finiscono la settimana prossima 😢. Il problema è che su Amazon ho comprato bulloni e rondelle, i bulloni mi sono arrivati ieri e le rondelle forse arriveranno domani. Oggi pomeriggio ho iniziato a stampare il frame della stampante. Non avevo esperienza con stampe che pigliavano tutto il piatto quindi la parete sinistra mi è venuta un po' warpata vicino al piede anteriore perchè avevo messo la lacca solo al centro del piatto ed i primi due layer sono venuti sfalsati di mezzo millimetro perchè il fanduct della ventola si è agganciato ad una molletta che tiene fermo il vetro. Comunque, a parte l'estetica è utilizzabile quindi la tengo così. Ora sto stampando la parete di destra e sembra che stia andando meglio, ho messo la lacca nei 4 lati ed ho salito il fanduct della ventola, tanto per questa stampa non mi serve ventilare.
-
La qualità è importante ma ci sono persone impazienti che non riescono ad attendere la fine di una stampa, ad esempio io stacco il riscaldamento del piatto quando la stampa è al 90% ed inizio ad usare il rasoio quando ancora mancano gli ultimi layer con il rischio di farmi tranciare le mani dal nozzle. Se ho lo spazio per le mani, inizio anche a scartavetrare. Ha il dragonfly direct, mica robetta così... Comunque con il vaso a spirale non ce ne dovrebbe essere stringing.
-
Oggi Google mi ha ricordato un evento romantico di 5 anni fa. La mia prima stampante 3D, una Zonestar P802N. L'unica stampante che ho avuto che non ha mai fallito una stampa.
-
- 5
-

-
Se è solo la parte posteriore, sarà dal lato opposto a quello da dove soffia la ventola. Puoi vedere su Thingiverse se c'è un fanduct migliore.
-
Se è per un test di velocità, io mi regolo così: Perimetri 50% Riempimenti solidi (le facce inferiori e superiori) 0% Riempimenti (quelli interni) 100% A velocità, i riempimenti interni sono che mi vengono più difficili con il PETG, il PETG si arriccia così tanto che il nozzle ci sbatte contro facendo perdere passi agli stepper e spostando il vetro dal piatto. Se il riempimento interno non è troppo, tanto vale farlo con percentuale dell'80% o 100% (tutto pieno). Poi dipende cosa vuoi stampare, se è un pezzo piccolo, il layer appena stampato non ha il tempo di raffreddardi completamente e ti conviene aumentare la ventola. A velocità il PETG mi viene meglio se sovraestrudo un po', altrimenti la plastica che esce dal nozzle preferisce stare non il nozzle piuttosto che attaccarsi alla stampa. Solitamente io stampo tra gli 80mm/s e i 120mm/s e già le stampe non sono proprio il massimo della bellezza, ho provato velocità inferiori tipo 50mm/s ed effettivamente i risultati sono migliori. Secondo me il limite di velocità non dipende solo dalla cinematica e dalle masse in movimento ma anche dai limiti della tecnologia FFF, a velocità maggiori aumenta notevolmente la forza tra nozzle e oggetto (probabilmente perchè la plastica fusa reagisce con una forza di tipo viscoso legata alla velocità) e la stampa non ha il tempo di raffreddarsi. Per cui a velocità il nozzle si tira la stampa deformando il layer sottostante. A velocità alte forse è meglio il PLA purchè la stampa non sia troppo piccola e non abbia troppo sporgenze e comunque con la velocità le stampe diventano brutte Casomai potrei fare un test con l'ABS, ho visto che molti stampano veloce con l'ABS. Non solo, dipende anche da che ventola hai, non tutte le stampanti sono uguali. Mi pare che @muffo abbia la camera chiusa, in questo caso anche con la ventola si ottiene una buona resistenza senza penalizzare in modo apprezzabile le sporgenze.
-
Aiuto per la costruzione di una stampante con cinematica H
Salvogi ha risposto a l0v3byte nella discussione Nuove idee e progetti
Effettivamente conviene partire da un kit come quello proposto da @eaman, ti viene a costare moltooo di meno. Solo il materiale che ti ho elencato io ti verrebbe a costare quanto una Ender 5 (circa 250 € su AliExpress) quindi già solo per il materiale che ti ho elencato io vale la pena comprare una Ender 5 per prendere i pezzi. In più devi aggiungere motori, schede, etc. -
Aiuto per la costruzione di una stampante con cinematica H
Salvogi ha risposto a l0v3byte nella discussione Nuove idee e progetti
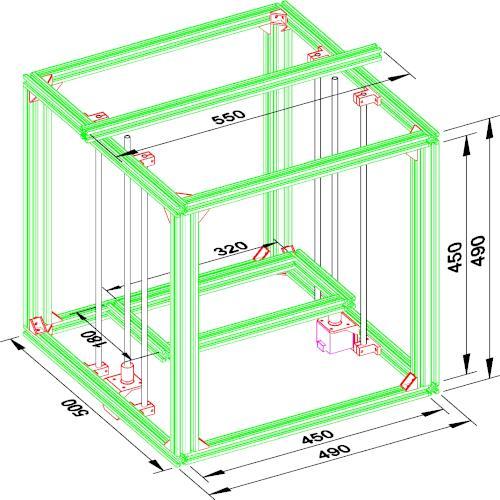
Non ti preoccupare di rompere le maracas, i forum servono a questo, al limite non ottieni risposta. Se ti interessa la Ender 5, considera che il telaio è abbastanza semplice. Per un volume di stampa 220x220x300 dovresti realizzare un cubo circa 500x500x500mm. Ad esempio nel seguente modo. Ovviamente non mi piglio responsabilità per le misure quindi ricontrollatele tu. In totale dovresti avere 4 profili 2040x450 1 profilo 2020x550 4 profili 2020x500 4 profili 2020x450 2 profili 2020x320 2 profili 2020x180 28 angoli 2020 8 supporti SK8 2 staffe per nema 17 4 barre 8x480 2 barre trapezie T8x440 Ovviamente ti devi disegnare tutte le parti che devi stampare quindi è necessario sapere utilizzare un CAD 3D come Fusion. Altrimenti è meglio che vai su un progetto già pronto.
-
A questo punto ti conviene cambiare l'endstop dell'asse Z, costa poco e il corretto funzionamento dell'endstop dell'asse Z è fondamentale. Per regolare l'altezza a stampa avviata è possibile utilizzare il baby stepping però lo devi avere attivo sul firmware.
-
Aiuto per la costruzione di una stampante con cinematica H
Salvogi ha risposto a l0v3byte nella discussione Nuove idee e progetti
Costruendoti da te una stampante hai grosse soddisfazioni, impari molte cose e ottieni una stampante per come piace a te e dove sai dove mettere le mani in caso di problemi. Però occhio al budget, a parità di caratteristiche le stampanti autocostruite costano di più di quelle comprate già pronte. Quando si autocostruisce, spesso capita di comprare cose che poi non si utilizzano e rimangono come soprammobili quindi, come dici tu, è meglio andare sul sicuro e fare un elenco di materiali da acquistare quando il progetto è pronto (o quasi).

.jpeg.0f1f8b93b9292b405a15fcf7bae909db.jpeg)
.jpeg.534b21e9fa4e07d7c1241afe7098a3b0.jpeg)


.jpeg.92c97afe9ca26d68ed7bfe96a466f680.jpeg)
.jpeg.49bf05fe9bf818ae04f755e862df9f2a.jpeg)
.jpeg.a27c8b35437b3f9b1e2f4b7b71634a53.jpeg)