MAL1190
-
Numero contenuti
510 -
Iscritto
-
Ultima visita
-
Giorni Vinti
2
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di MAL1190
-
COSA STA SUCCEDENDO? ESTRUSIONE ANOMALA
MAL1190 ha risposto a MAL1190 nella discussione Problemi generici o di qualità di stampa
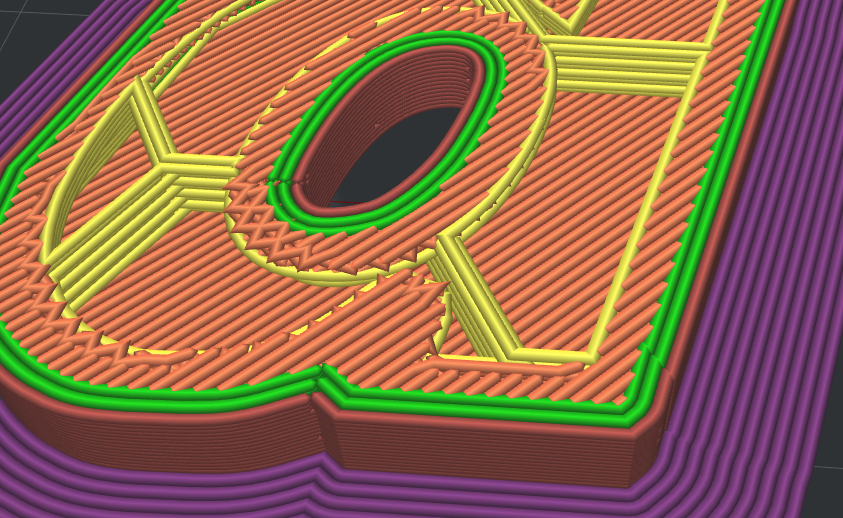
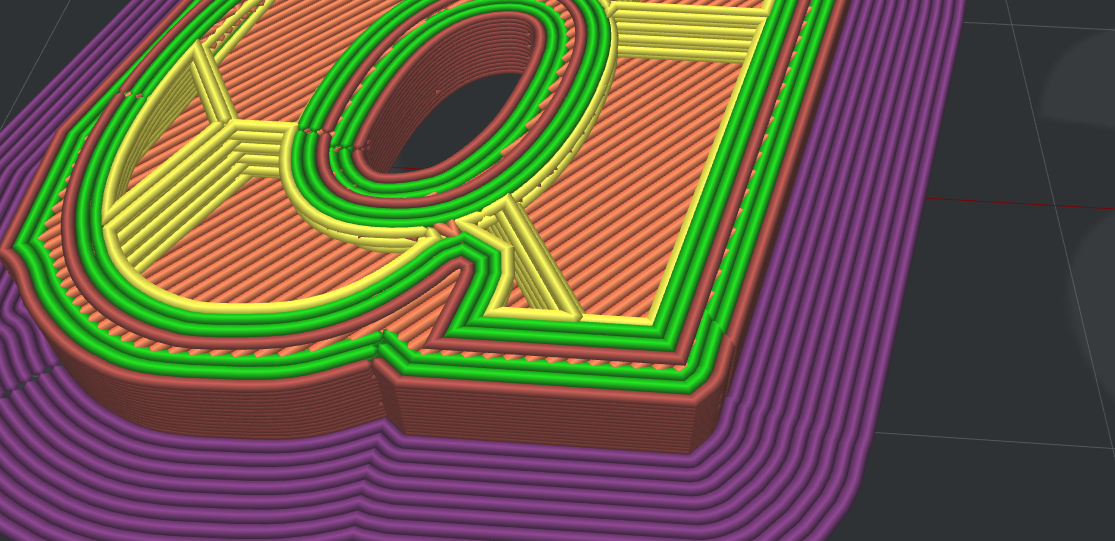
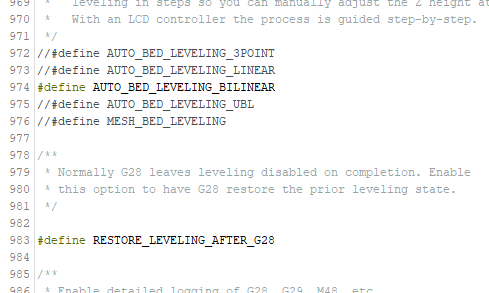
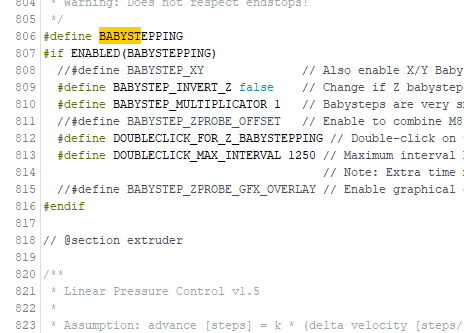
mah.. sono un po' perplesso però, è da 6 mesi che ho montato il BLT e non ho mai calibrato il piatto da quando lo uso... probabilmente fino ad oggi la calibrazione sbagliata era compensata dal BLT ma ora è aumentata e non ce la fa più? io ho attivo il BED LEVELING BILINEAR volendolo gestire da BLT ( foto 1) questa è attiva e la utilizzo già nel caso vedo il primo layer non come lo voglio (foto2 ) ma così non serve a nulla, tanto vale tenere in tasca 50€ e utilizzare il fine corsa meccanico!! il BLT deve assolutamente leggere tutti i punti del piatto ( io ho una griglia 7x7 ) memorizzarli e quando stampa andare a correggere la Z in funzione della mesh che si è memorizzato ( avendo M420 S1 nello start gcode ) e Z si corregge autonomamente mentre stampa perchè se metti un dito contro il nottolino che unisce lo stepper di Z e la barra filettata senti che mentre si sposta su X e Y si micro-muove anche Z!!
-
PRIMA STAMPA IN ABS
MAL1190 ha risposto a MAL1190 nella discussione Problemi generici o di qualità di stampa
Sono andato avanti con gli esperimenti su ABS e ASA, ormai riesco a stampare bene e senza che mi si presentano problemi di Warping.. ora il mio problema sta nella qualità del primo layer sopra al top dei supporti Nella foto vedete una parte di leva e la sua anteprima di slicer, come e cosa posso andare a modificare per ottenere quella zona più rifinita? Devo necessariamente stamparla di "taglio"per dare robustezza al pezzo...
-
COSA STA SUCCEDENDO? ESTRUSIONE ANOMALA
MAL1190 ha risposto a MAL1190 nella discussione Problemi generici o di qualità di stampa
Aggiornamenti, il pezzo che era in stampa ieri sera non è finito perché mi si era bloccata la bobina ( tralasciamo ho imprecato in tutte le lingue del mondo )ma... come potete vedere dalla foto è stampato perfetto.. L' unico cambiamento è che quando è partita la stampa e ha iniziato a farmi il brim (5 loop ) ho visto che non ero livellato con il piano e ho agito sulle ruote per calibrarlo ad occhio mentre looppava (si dice? 🤔) e la stampa è venuta bene... È possibile che fosse solo il bed non calibrato? Se si allora a che ca##o serve il BLTOUCH?
-
Problema rottura tra layer
MAL1190 ha risposto a Lupetto8811 nella discussione Problemi generici o di qualità di stampa
quoto quanto detto da @FoNzY, una forza applicata perpendicolarmente ai layer di stampa romperà sempre il pezzo con estrema facilità. per questo motivo è importantissimo, a mio avviso, progettare nel modo giusto ciò che dovrà essere stampato in FDM il tuo cilindro, per esempio, per dargli resistenza ad una forza perpendicolare dovresti stamparlo tangente al piano di stampa e non appoggiato con la faccia al piano... anche se tra supporti e qualità dopo si scende... un piccolo miglioramento potresti averlo se alzi appena un po' la temperatura di estrusione e la larghezza di estrusione, in questo modo il materiale sarà un po' più "schiacciato" sul layer sottostante e un po' più caldo aderisce meglio ( ma non esagerare ) in ogni caso non aspettarti chissà che! -
COSA STA SUCCEDENDO? ESTRUSIONE ANOMALA
MAL1190 ha risposto a MAL1190 nella discussione Problemi generici o di qualità di stampa
Si probabilmente hai ragione, forse si nota meno nei perimetri perché ha lo "spazio" di espandersi,mentre il rimepimento è racchiuso e quindi l unica via che ha è verso l'alto... Sto provando a stampare un altro pezzo che non centra nulla, ma almeno per avere un feedback... vi terrò aggiornati! -
COSA STA SUCCEDENDO? ESTRUSIONE ANOMALA
MAL1190 ha risposto a MAL1190 nella discussione Problemi generici o di qualità di stampa
Le ultime foto le ho stampate abbassandolo al 90% e non cambia nulla.. La cosa strana è che i perimetri sono ok e la parte interna no.. se fosse sovra estrusa lo sarebbe tutta no? Inoltre per quale motivo da un mese all'altro lo stesso filamento estrude troppo? -
COSA STA SUCCEDENDO? ESTRUSIONE ANOMALA
MAL1190 ha risposto a MAL1190 nella discussione Problemi generici o di qualità di stampa
Ho provato a stampare il vecchio gcode che un mese fa andava benissimo... e lo schifo resta! Guardate qua... adesso sto provando a stampare con una bobina diversa vediamo come viene, anche se sai primi layer che ha fatto mi sembra che faccia ca..re uguale!! Chiedo il vostro aiuto...
-
Accumulo di materiale, bordi imprecisi, piani asimmetrici...e altri difetti...
MAL1190 ha risposto a TheClue nella discussione Problemi generici o di qualità di stampa
I miglioramenti sono decisamente evidenti.. dedicati alla retraction adesso.. anche per questo ci sono mille tutorial in rete e sul forum.. Questo valore, quando ottimizzato, farà si che il nozzle non si "porti dietro" piccole quantità di materiale negli spostamenti a vuoto.. evitando quello sporco che dici tu.. -
COSA STA SUCCEDENDO? ESTRUSIONE ANOMALA
MAL1190 ha risposto a MAL1190 nella discussione Problemi generici o di qualità di stampa
Si ho controllato ad inizio bobina, e ho inserito il suo valore nello slicer in modo che mi calcoli i giusti valori.. quindi a meno che non sia cambiato repentinamente all'interno della stessa bobina la misura è ancora valida.. e a logica se fosse un po' più grosso il filamento questo problema lo ritroverei anche sui 3 loop dei perimetri ( che sono perfetti invece) Proverò a guardare di non aver toccato e modificato per sbaglio qualche valore nello slicer... Anzi mi hai fatto venire una grande idea, dentro alla SD che uso per stampare dovrei avere ancora il vecchio gcode che " stampava bene" se mando in stampa quello e viene bene allora ho fatto casino nello slicer, se anche con quello viene male è un problema hardware della stampante... -
COSA STA SUCCEDENDO? ESTRUSIONE ANOMALA
MAL1190 ha risposto a MAL1190 nella discussione Problemi generici o di qualità di stampa
Lo fa a tutti i layer, anche il primo... loop perfetti e interno "abbondante" e non ho impostato nessun aumento di flusso per il riempimento Gli step/mm sono già stati calibrati all epoca quando montai la stampante, escluderei che si siano sregolati da solo.. Darei la colpa al filemento, forse ha preso umidità o sono arrivato in un punto della bobina in cui ha un diametro maggiore... ma è successo tutto di punto in bianco! Un mese fa venivano perfetti, tolta la bobina,messa via e rimessa adesso e track.. uno schifo!! -
COSA STA SUCCEDENDO? ESTRUSIONE ANOMALA
MAL1190 ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao a tutti.. ho un problema che proprio non riescio più a venirne a capo.. immagino che sia qualcosa di banale e di scontato ma ormai non so più dove sbattere la testa! Sto stampando delle specie di figure degli scacchi, ad incastro, molto sottili 1mm di altezza. Un mese fa ho stampato lo stesso materiale con gli stessi gcode e venivano benissimo, ho sospeso questa stampa per dedicarmi ad altro ( altre stampe e altri materiali) e adesso che ho ripreso questo progetto mi viene uno schifo totale.. i loop perimetrali vengono perfetti ma quando fa i zig-zag per il riempimento estrude troppo, tanto che la superficie viene segnata dal nozzle quando cambia posizione per fare un altra figura.. L'unica cosa che è cambiata da un mese a questa parte è il tempo che il PLA è aperto Vi allego le foto, spero che possiate aiutarmi e darmi qualche consiglio come fate sempre! Un po' di informazioni: materiale PLA temperature 210/45 stampante ender 3 pro Ho fatto anche un thin wall test con una extrusion width di 0.45 le pareti vengono di 0.46/0.47 quindi direi che sia corretto il flusso
-
Accumulo di materiale, bordi imprecisi, piani asimmetrici...e altri difetti...
MAL1190 ha risposto a TheClue nella discussione Problemi generici o di qualità di stampa
credo che sia un problema comune dell'asse Y delle ENDER 3 che quando arrivano hanno il piatto un po' lasco ( anche io all'epoca ho trovato lo stesso difetto ) hai fatto bene a controllare X e Y ma controlla anche Z altra cosa che non ho detto di controllare prima è la geometria dei montanti che siano in squadra con il telaio e paralleli a se stessi e la tensione delle cinghie gli eccentrici devono essere regolati che non abbiano gioco ma che non siano troppo stretti in teoria essendo vetro no ma... prendi una riga e passandoci sopra controlla che sia planare si vede bene nelle pareti verticali in particolare dalla parte finale, vedi che ha tutti quei dentini? e anche i perimetri sono " grossolani" a mio avviso è indice che stai estrudendo troppo effettivamente la barchetta sembra migliore, ma considera che i file che ti da il fornitore sono sempre " meglio" di quello che fai tu... almeno all'inizio!! -
Accumulo di materiale, bordi imprecisi, piani asimmetrici...e altri difetti...
MAL1190 ha risposto a TheClue nella discussione Problemi generici o di qualità di stampa
rispondo un po' sinteticamente e non a punti altrimenti ci metto un mese! 😅 dalle foto che hai postato si vedono chiaramente i seguenti problemi: - sovraestrusione - hai il nozzle tropo alto rispetto al bed ( il primo layer mostra chiaramente uno spazio vuoto tra le linee ) - hai dei giochi sui vari assi ( per questo i fori sono decentrati ) - probabilmente anche un po' più di retraction aiuterebbe per prima cosa vai a calibrare bene il bed rispetto al nozzle ( possibilmente con uno spessimetro da 0.1 mm ) e controlla nuovamente le regolazioni degli eccentrici degli assi... poi esegui i vari test: - step/mm dell'estrusore - thin wall test - cubo di calibrazione XYZ fai molto bene questi passaggi e riprova a stampare, poi andiamo a vedere cosa ti salta fuori! puoi abbassare le temperature del bed se stampi PLA se fai un primo layer a 55° e poi a 50° è più che sufficiente se hai un piatto ben calibrato ( io personalmente stampo PLA a 45° costanti ) -
Pareti interne ed esterne separate
MAL1190 ha risposto a HzO nella discussione Problemi generici o di qualità di stampa
siamo qui per questo! -
problema calibrazione step/mm estrusore
MAL1190 ha risposto a Belvis nella discussione Problemi generici o di qualità di stampa
sono d'accordo, domanda banale ma doverosa, non è che sbagli a salvare il valore che trovi degli step/mm? quindi quando spegni la stampante e poi la riaccendi magari cambiando filamento, lei torna alle impostazioni di fabbrica? -
supporti sì, supporti no...
MAL1190 ha risposto a giannirusso nella discussione Problemi generici o di qualità di stampa
si anche io proverei senza, al limite abbassa un po' la velocità per dare "tempo" al materiale di depositarsi e raffreddarsi un po' di più -
Problema di Clicking.
MAL1190 ha risposto a pnrntn nella discussione Problemi generici o di qualità di stampa
c'è un'altra cosa che non hai fatto... sostituire il nozzle! se come dici nel primo post hai la stampante da un anno e mezzo e non lo hai mai sostituito, può essere che si sia rovinato e/o deformato il foro d'uscita del nozzle, questo causa sia sotto-estrusione che il rumore dell' estrusore -
Cura e unione di pareti verticali
MAL1190 ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
quello che dici tu si chiama ironing ( stiratura- stirare in inglese ) che passa sul materiale stampato senza estrudere. il coasting è la distanza che c'è tra l'inizio e la fine di un loop, serve per evitare che i punti di giunzione creino la famosa "cucitura" dovuta al materiale in eccesso -
Cura e unione di pareti verticali
MAL1190 ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
io che utilizzo ideamaker come slicer me lo fa bene. 15° layer crea l'appoggio e 16° inizia la D più piccola
-
PLA non si attacca e pare "bruciato"
MAL1190 ha risposto a diego_atos nella discussione Problemi generici o di qualità di stampa
si ma calibralo bene prima!! -
Cura e unione di pareti verticali
MAL1190 ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
Non conosco cura ( mi sembra che sia quello lo slicer dal video) e quindi non so dirti dove andare a cercare il parametro corretto.. però credo sia proprio così,se lo spazio che ha è minore della larghezza di estrusione lo ignora.. Magari chi conosce meglio lo slicer può aiutarti nel dettaglio!! -
ender 3 pro estrude troppo su piani lisci
MAL1190 ha risposto a Ema Torino nella discussione Problemi generici o di qualità di stampa
Come sono stampati quei pezzi? La parte dove ti crea il problema è il top o il bottom? Quindi quella a contatto con il piano o sa superficie? Metti qualche foto delle impostazioni di slicing dei top layer... hai un flusso troppo alto per me! -
Cura e unione di pareti verticali
MAL1190 ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
È molto strano, è come se in quella fase di slicing non sentisse che deve fare dei top layer... secondo me tra quelle due P ( quella grande sotto e quella piccola sopra) c è troppo poco spazio e non fa il loop... Provo a spiegare meglio, se tra le due P hai 1.5 mm e fai 3 loop di perimetro da 0.45 lo spazio "consumato" dai loop è 0.45 x 3 = 1.35 mm quindi la stampante non ha abbastanza "spazio" per fare il loop in più che serve a chiudere quello spazio!! Hai modo di misurare quanto c'è tra le due P? -
Pareti interne ed esterne separate
MAL1190 ha risposto a HzO nella discussione Problemi generici o di qualità di stampa
Calibra gli step/mm di E e gai un thin wall test.. se hai pulito e siatemato l'hotend e stampa ancora sotto estrusione può essere praticamente solo quello ormai... -
Pezzi che si rompono facilmente
MAL1190 ha risposto a Goku nella discussione Problemi generici o di qualità di stampa
Lascia stare i calcoli così complicati.. Se dici che con il 120% di flusso era più reistente vuol dire che al 100% stai sotto estrudendo quindi devi fare prima di tutto un test x gli step/mm dell'estrusore... fatto quello vai a fare un thin wall test per calcolare il flusso ( trovi tutto o su help3d o nella firma di @Killrob ) Per il gioco meccanico che ha il pezzo lo puoi migliorare facendo la calibrazione degli step/mm di x y e z ( il famoso cubo, anche quello lo trovi dove ti ho indicato prima) Fai tutto questo e vedrai che lasciando 100% di estrusore e abbassando la temperatura stampi che è una meraviglia e gli rai robustezza!! Ma non stampare il PLA a 230° è troppo!




.jpg.aff35e6c98e55b1c07d1e15148a1185c.jpg)