MAL1190
-
Numero contenuti
510 -
Iscritto
-
Ultima visita
-
Giorni Vinti
2
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di MAL1190
-
Pezzi che si rompono facilmente
MAL1190 ha risposto a Goku nella discussione Problemi generici o di qualità di stampa
Perdonami @Goku ma tu nel post di inizio dici che hai cambiato stampante mantenendo le stesse impostazioni della vecchia.. Questo è sbagliato dal mio punto di vista, due stampanti ( anche se di stessa marca e modello, ammesso che sia il tuo caso,ma soprattutto di diversi modelli) non potranno mai essere identiche al millimetro in tutto e per tutto, seppur entrambe montanto lo stesso feeder di estrusore, lo stesso hotend, lo stesso nozzle ecc. Ci saranno per forza di cose delle differenze!! Secondo me devi rifare tutti i test per calibrare al meglio la stampante, partendo da una buona calibrazione del piano di stampa per poi passare dagli step/mm dell'estrusore, il thin wall test e un bel cubo xyz... In questo modo pptrai portare la stampante nelle migliori condizioni di lavoro possibili per poi andare a lavorare su tenperatura di stampa e flusso!! -
Pareti interne ed esterne separate
MAL1190 ha risposto a HzO nella discussione Problemi generici o di qualità di stampa
Hai sostituito l'ugello e basta? Quindi smonta e monta? Per l'hotend devi controllare che non vi sia il tubo in PTFE rovinato o che si è riempito di materiale... -
Creality Ender 3 - macata estrusione
MAL1190 ha risposto a Mat Solo nella discussione Problemi generici o di qualità di stampa
Di nulla.. sai come montare e soprattutto inserire correttamente il PTFE a battuta con il nozzle? Altrimenti smonti e pulisci per nulla... -
Creality Ender 3 - macata estrusione
MAL1190 ha risposto a Mat Solo nella discussione Problemi generici o di qualità di stampa
Se la metà che ti fa perfetta è la prima, quindi inizi la stampa bene e poi peggiori potresti avere del trafilaggio tra il nozzle ed il tubo in PTFE dell hotend... Spiegherebbe perché dopo un po di stampa inizia a sotto estrudere.. -
Retrazione sbagliata
MAL1190 ha risposto a Heda nella discussione Problemi generici o di qualità di stampa
E io che ho sempre tenuto a 80mm/s mi sento proprio un pollo!! 🐔 -
Ender3 Pro - Problema di livellamento
MAL1190 ha risposto a Katanza nella discussione Problemi generici o di qualità di stampa
diametro dell'ugello? puoi provare ad abbassare un po' il primo layer, tipo 0.1 o 0.15 per fare in modo che sia più schiacciato al bed e aderisca meglio, se lo tieni a 0.4 senza aumentare il flusso del primo layer ( quindi estrude lo stesso materiale ) non si attaccherà mai bene -
Ender3 Pro - Problema di livellamento
MAL1190 ha risposto a Katanza nella discussione Problemi generici o di qualità di stampa
non riesco a vedere il video!! -
Aiuto sono un principiante
MAL1190 ha risposto a Liquid89 nella discussione Problemi generici o di qualità di stampa
concordo con @Carsco, stiamo girando intorno al problema senza concentrarci sulla risoluzione! per prima cosa riscalda il bed e calibralo bene, nel frattempo ci mandi le schermate dello slicer dove si vede: - temperatura di estrusione, - velocità di estrusione sia per i perimetri che gli interni -
Ender 3 problema sui primi layer
MAL1190 ha risposto a Mitch86 nella discussione Problemi generici o di qualità di stampa
Metti il link del tutorial,potrebbe servire ad altri che hanno il tuo stesso problema!! Grazieee -
Problema di stringing
MAL1190 ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Postaci almeno i valori che indicava @Marco-67 del modello miniature.. così guardiamo come stanno... -
Retrazione sbagliata
MAL1190 ha risposto a Heda nella discussione Problemi generici o di qualità di stampa
Che stampante è? Secondo me la velocità sparata a 115mm/s è un po alta.. Poi magari è una stampante con i contro ca..i ma se è una entry level puoi scendere a 80 che si porta in giro meno materiale.. In ogni caso stiamo migliorando, la strada è quella giusta! -
Problemi con il primo strato
MAL1190 ha risposto a Farixxx nella discussione Problemi generici o di qualità di stampa
Non hai modo di farti prestare o comprare un piatto? Se no fai una prova, togli il piatto e con una squadra verifica come è messo.. se riesci metti qualche foto.. poi valutiamo il da farsi!! -
Ender 3 problema sui primi layer
MAL1190 ha risposto a Mitch86 nella discussione Problemi generici o di qualità di stampa
Parli dell'accoppiamento tra il motore di Z e la vite senza fine? Nella mia ha un classico nottolino D.5 mm per il dello stepper e D.8 mm per la barra filettata, con due grani per stringerle Che questo accoppiamento fisso non sia il massimo è risaputo, soprattutto può creare z wobble... c'è chi ha messo un giunto cardanico.. -
PRIMA STAMPA IN ABS
MAL1190 ha risposto a MAL1190 nella discussione Problemi generici o di qualità di stampa
Aggiornamenti, ho scoperto come si fa a definire un certo numero di layer ad una determinata velocità, vi deve andare a creare un modificatore di velocità per una certa altezza di Z tramite il tab modificatori ( grazie a Piraz di Help3D ) Poi ho stampato la mia famosa saponetta, risultato veramente bellissimo!! Non si è minimamente warpata ne deformata, è rimasta incollata al bed che è una meraviglia!! Per ottenere questo ho sostituito il vetro della creality ( nero microforato) con un classico borosilicato, credo che sia più indicato perché tutti quei microfori che si sentono anche al tatto facciano peggiorare l'adesione.. Quindi vetro lisco, lacca, 20 loop di brim velocità di stampa di 10mm/s per 3 mm di altezza poi 30mm/s temperatura 245°C e 90°C di bed L'unico appunto è che alcuni layer sembrano fragili, che si delaminano.. forse devo alzare la temperatura di estrusione? -
Ender 3 problema sui primi layer
MAL1190 ha risposto a Mitch86 nella discussione Problemi generici o di qualità di stampa
La ender 3 ha 3 ruote su ogni montante ( salvo l'asse Y che ne ha 4 ) in particolare quelle dell'asse Z hanno il cuscinetto singolo,quello eccentrico, all'interno ( verso il bed) e due cuscinetti concentrici verso l'esterno! E si registrano con un eccentrico -
Aiuto sono un principiante
MAL1190 ha risposto a Liquid89 nella discussione Problemi generici o di qualità di stampa
Si praticamente facendo così vai a verificare che il movimento che chiedi alla stampante lei lo faccia realmente! Scusa una domanda, hai detto che hai cambiato slicer per la stampa che ha fatto nascere il problema, le impostazioni sono le stesse? Quando hai rimosso l'oggetto prima della stampa che ha rovinato il livellamento hai sforzato sul piatto? Il piatto della ender è un po sensibile... -
Problemi con il primo strato
MAL1190 ha risposto a Farixxx nella discussione Problemi generici o di qualità di stampa
Un po' di foto non sarebbero male... E anche il modello della stampante!! -
Ender 3 problema sui primi layer
MAL1190 ha risposto a Mitch86 nella discussione Problemi generici o di qualità di stampa
Assolutamente no, io ti parlo da possessore di una ender 3 pro da un anno, è vero non sarà perfetta ma il rapporto qualità/prezzo mi lascia ancora soddisfatto! Poi un domani quando sarai più esperto e ci avrai preso la mano potrai valutare se fare l'upgrade del secondo asse Z o prendere una stampante di fascia un po' più alta.. In ogni modo tornando al tuo problema di stampa, il problema non si presenta solo negli oggetti sottili,ma in tutti.. se vedi la tua barchetta la base è rovinata e poi migliora! Io darei la colpa alla vite dell'asse Z o ai cuscinetti delle guide sempre dello stesso asse.. come se ci fosse qualcosa che fa scorrere male a quell'altezza... Controlla i cuscinetti dell'asse Z e che la vite senza fine scorra bene.. e anche che l'asse stesso sia in squadro con il telaio.. Per me è solamente un problema meccanico! -
Retrazione sbagliata
MAL1190 ha risposto a Heda nella discussione Problemi generici o di qualità di stampa
Senza offesa @Heda mi sa che la ritrazione sia solo uno dei problemi.. dalla foto se ne vedono parecchi.. è tutto tremolante e poco definito, per non parlare che sembra tutto sotto estruso! A che valori hai impostato accelerazione e jerk? Secondo me sei alto! A che temperatura lo stampi quel PLA? Hai fatto i vari test di calibrazione flusso, step/mm di estrusione ecc? Consiglio stampa dei cubi per calibrare l'estrusione ed il flusso, quando hai messo a posto questo ci dedichiamo alla ritrazione!! -
Ender3 Pro - Problema di livellamento
MAL1190 ha risposto a Katanza nella discussione Problemi generici o di qualità di stampa
Concordo in pieno @Killrob, specie se vengono dati per scontati i valori di accelleraziore e velocità degli stepper, se fossero troppo alti per il tipo di motore si rischia di ridurne di molto la vita.. Se i valori sballati riguardano la stampa è facile accorgersene e a parte la qualità di stampa non creano problemi di affidabilità, ma se si manda un motore "su di giri" non è così scontato accorgersene e si rischia di usurarlo troppo... -
Ender3 Pro - Problema di livellamento
MAL1190 ha risposto a Katanza nella discussione Problemi generici o di qualità di stampa
Si certo! Prima deve calibrare Z altrimenti non finisce nemmeno il cubo!! 😬 -
Ender3 Pro - Problema di livellamento
MAL1190 ha risposto a Katanza nella discussione Problemi generici o di qualità di stampa
Dalla via che ci sei,avendo cambiato la SM calibra ed eventualmente correggi anche gli altri valori di step/mm, quelli degli altri motori!! -
PRIMA STAMPA IN ABS
MAL1190 ha risposto a MAL1190 nella discussione Problemi generici o di qualità di stampa
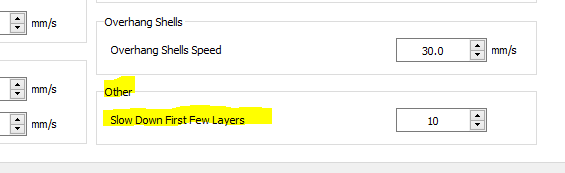
se a qualcuno può interessare ho trovato una soluzione, forse non la migliore ma funzionale, nella tab. speed in basso a destra c'è "other" (altro ) con un valore accanto. se questo valore è diverso da 0 la stampante fa un numero di layer, escluso il primo, più lenti andando ad incrementare la velocità. per il pezzo che devo stampare io ho visto dall'anteprima di slicing che con un valore di 20 mi fa i primi 10-15 layer alla stessa velocità del primo. magari è solo un escamotage ma penso possa funzionare!
- 25 risposte
-
- 1
-

-
- abs
- ender 3 pro
- (and 1 più)
-
Alfawise U30 pro
MAL1190 ha risposto a Biagio Antonio Lo Cascio nella discussione Problemi generici o di qualità di stampa
Ma la macchina con la stampante comunica bene? Se gli dai un G28 ( auto home ) lo riceve e va in home? Perché dalle prime righe prima che inizia ad elencare tutti gli M sembra che non ci sia connessione... -
PRIMA STAMPA IN ABS
MAL1190 ha risposto a MAL1190 nella discussione Problemi generici o di qualità di stampa
come si fa in ideamaker ad impostare velocità diverse per un certo numero di layer? c'è quella del primo layer ma non trovo altro...