MAL1190
-
Numero contenuti
510 -
Iscritto
-
Ultima visita
-
Giorni Vinti
2
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di MAL1190
-
Superficie di stampa irregolare
MAL1190 ha risposto a Salvobl nella discussione Problemi generici o di qualità di stampa
Uno quello che tiene a 100 % iniziale è il flusso, non conosco cura ma direi che percentuale di flusso possa essere, mentre il 0.45 è la larghezza di estrusione, l'extrusion width, questo parametro è legato al diametro dell ugello (solitamente 0.05 in più del DN ) Che ugello monta la tua stampante? -
PRIMA STAMPA IN ABS
MAL1190 ha risposto a MAL1190 nella discussione Problemi generici o di qualità di stampa
Grazie mille @Killrob... Tenete le dita incrociate x me...- 25 risposte
-
- 1
-

-
- abs
- ender 3 pro
- (and 1 più)
-
PRIMA STAMPA IN ABS
MAL1190 ha risposto a MAL1190 nella discussione Problemi generici o di qualità di stampa
Azz.. allora il mio entusiasmo svanirà la prima volta che stampo la famosa saponetta! 🤔 Quindi cosa consigli per risolvere il warping su un pezzi pieno? Tanta brim? Raft? Velocità di stampa più lenta? Non mi dire ASA però @Killrob 😂 ho una bobina da 1kg di ABS e mi scoccia buttarlo.. -
Il motore dellestrusore va a scatti
MAL1190 ha risposto a Di! nella discussione Problemi generici o di qualità di stampa
Il famoso tac tac dell'estrusore!! Prima o poi ci cascano tutti!! 😅 hai calibrato il piano di stampa? Classico giochino con il foglio di carta o spessimetro? Hai controllato che il nozzle sia pulito e non sia occluso? Fai queste 2 cose e vedrai che sistemi... -
Superficie di stampa irregolare
MAL1190 ha risposto a Salvobl nella discussione Problemi generici o di qualità di stampa
Hai provato a fare un thin wall test? Per calibrare il flusso di stampa? A me sembra che sei un po' abbondante... Inoltre dicci che slicer usi e se hai impostato modalità particolari nel top e bottom layer -
PRIMA STAMPA IN ABS
MAL1190 ha risposto a MAL1190 nella discussione Problemi generici o di qualità di stampa
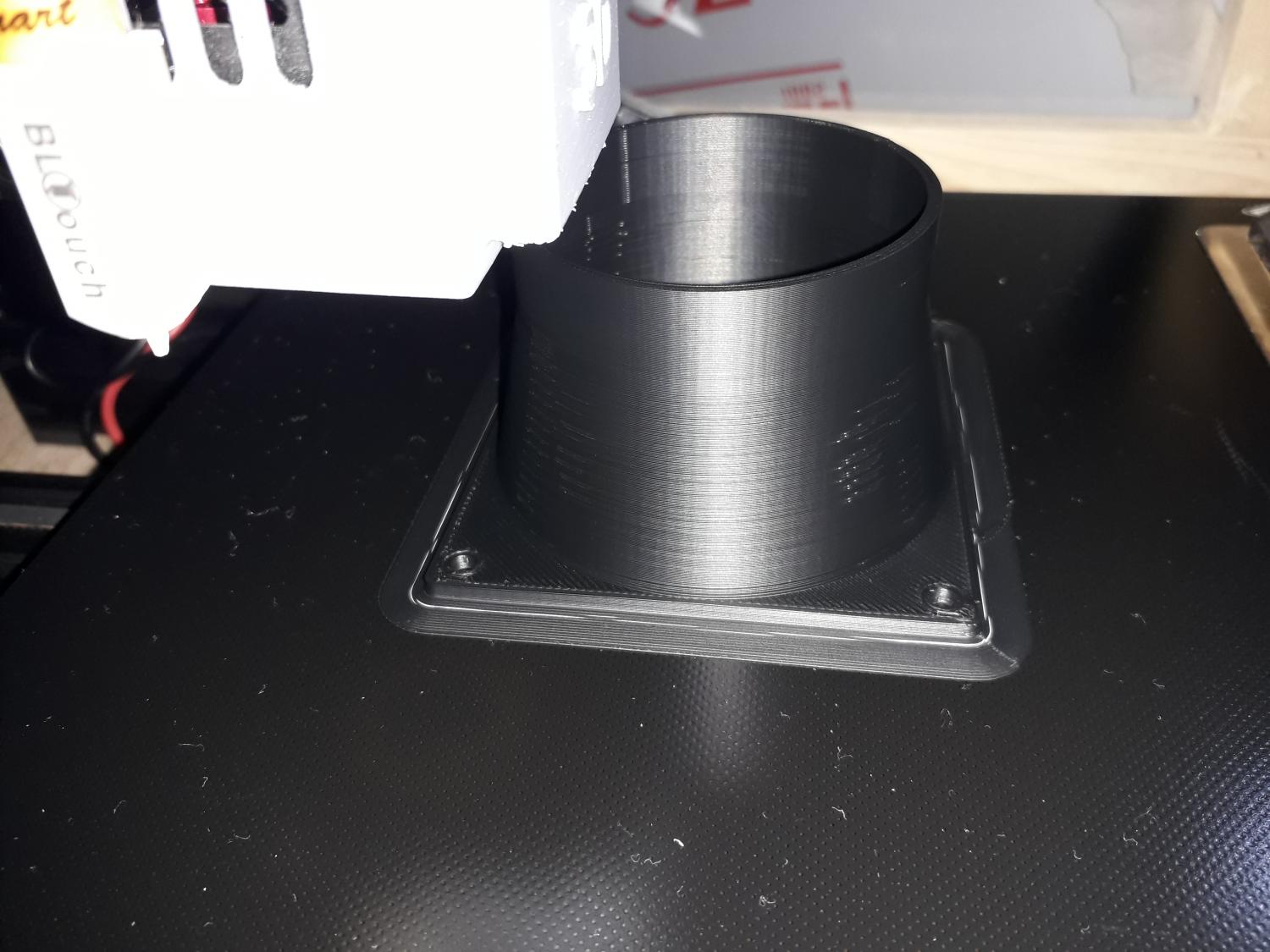
Aggiornamenti stampa notturna.. Dopo aver aumentato i giri di brim da 5 a 15 e diminuito la velocita2di stampa del primo layer da 15mm/s a 10mm/s ho stampato l oggetto che vedete in foto ( un convogliatore per una ventola 80x80 ) e non si è minimamente staccato dal piatto!! 😃 sono stra felice! Addirittura era attaccato così bene che sono diventato di gomma a staccarlo! Domandina: è più facile che si deformi un oggetto pieno come una saponetta per intenderci tipo le prime foto o un oggetto tipo cono stradale come questo? I miei miglioramenti sono dovuti alla forma dell oggetto o ai parametri di stampa?
-
Pareti interne ed esterne separate
MAL1190 ha risposto a HzO nella discussione Problemi generici o di qualità di stampa
Siamo qui apposta!! Considera che, come logico, la cosa normale è il 100%... se cali lavori un po' più magro, se cresci un po' più grasso!! Un po' come la vecchia miscela dei 2tempi! -
Rumore alimentatore
MAL1190 ha risposto a xaem nella discussione Problemi generici o di qualità di stampa
Quoto quello che dice @FoNzY, secondo me lo stai stressando un po'.. Quando dici " riscaldare la stampante" intendi sia piatto che nozzle insieme? Potresti provare a farli separatamente, in questo modo hai un consumo istamtaneo minore e se il rumore deriva dall'alimentatore che è un po' impiccato facendo così dovresti sentirlo molto meno, o magari per nulla... -
PRIMA STAMPA IN ABS
MAL1190 ha risposto a MAL1190 nella discussione Problemi generici o di qualità di stampa
Consuma come un treno!! 😬 nel caso conviene utilizzare un alimentatore esterno e non collegarlo alla 24v dell'alimentatore della stampante... non credo sia molto felice!! Una mezz ora fa ho fatto partire un altra stampa, ho scaldato l'enclosure con il phon da capelli.. ha iniziato a stampare a 34°C... Speriamo!! Il primo layer l'ho fatto lentissimo a 10mm/s e mi sembra venuto molto bene ed uniforme.. teniamo le dita incrociate! 🤞 -
PRIMA STAMPA IN ABS
MAL1190 ha risposto a MAL1190 nella discussione Problemi generici o di qualità di stampa
si ottima idea, se non mi si scioglie il plexiglass! devo provare.. sarebbe anche molto comoda perchè il termostato ambiente dell'enclosure ha un'uscita a 220 V che viene attivata dalla temperatura che gli imposti, quindi potrei far arrivare con la lampada la T. amb sui 38°C e in automatico il termostato la disattiva se no pensavo una cosa del genere https://www.amazon.it/Termoventilatore-MoreChioce-Universale-Riscaldamento-Sbrinatore/dp/B08GHQY996/ref=sr_1_20?__mk_it_IT=ÅMÅŽÕÑ&dchild=1&keywords=termoventilatore%2B12v&qid=1603113909&sr=8-20&th=1 ma chissà quanto ci mette a scaldare tutto! -
PRIMA STAMPA IN ABS
MAL1190 ha risposto a MAL1190 nella discussione Problemi generici o di qualità di stampa
avevo pensato anche io di farla arrivare alla temperatura " di stampa" prima di partire con la stampa, un po' come funziona per bed ed estrusore... il più è come fare, dovrei tipo scaldare con un phon da capelli o qualcosa di simile e quando sono a regime spegnerlo e far partire la stampa... è che la mia stampante è in una camera che non uso, quindi non c'è il riscaldamento acceso e d'inverno ci arrivano anche 10 12°C... se ci mette un'ora adesso chissà quando è freddo sul serio... -
PRIMA STAMPA IN ABS
MAL1190 ha risposto a MAL1190 nella discussione Problemi generici o di qualità di stampa
Grazie @FoNzY... Per il primo layer cercherò di farlo più perfetto possibile, e credo che il BLT con griglia 7x7 aiuti anche se porta via tanto tempo... ma se il primo layer è così importante vale la pena perdere 10 minuti... Altra domanda che mi è venuta in mente, io ho montato sui motori degli assi e di E il dissipatore + ventola,bene questo flusso d aria crea problemi al pezzo? Non lo colpisce mai direttamente, e se come ho capito quello che da fastidio a questi materiali sono gli sbalzi di tenperatura, l aria mossa dalle ventole degli stepper è sempre alla stessa temperatura ambiente dell'enclosure... -
PRIMA STAMPA IN ABS
MAL1190 ha pubblicato una discussione in Problemi generici o di qualità di stampa
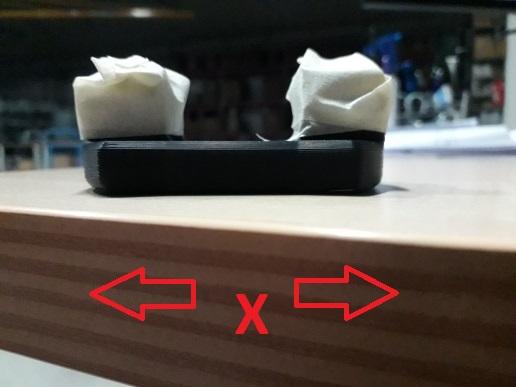
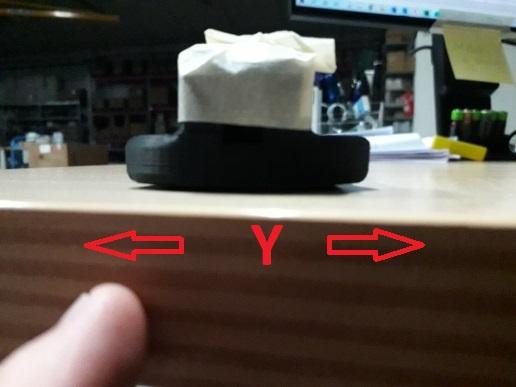
Buongiorno a tutti, come anticipato in un altro post, che i più assidui lettori ricorderanno, in questi giorni ho iniziato a stampare per la prima volta in assoluto l'ABS. allora premetto che sono molto soddisfatto del risultato, potrete vedere le foto, questo è il primo pezzo in assoluto mai stampato in ABS da me, quindi già che sono arrivato in fondo alla stampa senza che si staccasse completamente dal bed e che la qualità sia decisamente buona mi rende felice! ☺️ ma chiedo consigli e pareri su come e cosa modificare per migliorare. stampante ENDER 3 PRO in enclosure ( auto-costruita in fase di perfezionamento farò un post appena finita ) - piatto in vetro con lacca splendor -temperatura piatto 90°C estrusore 240°C materiale ABS amazon basic - la temperatura dentro l'enclosure dopo 1 ora si è stabilizzata a 38.5°C ( durata totale stampa 3H ) - brim 10 loop - velocità di stampa 15mm/s primo layer poi 45mm/s - altezza primo layer 0.3 mm poi 0.2 mm - ventola OFF ora le mie domande: - la lacca va messa ogni stampa o se sposto la posizione del pezzo sul piatto, in modo che stampi in una zona vergine anche se han scaldato prima, fa il suo lavoro? - aumento il brim? con 10 loop a 0.45 di extrusion width forse è poco? - abbasso il primo layer? - la deformazione maggiore si è presentata sul lato corto del pezzo ( Y ) è normale o è una coincidenza? scusate se le foto del pezzo sono " oscurate" in parte con il nastro carta ma non è un mio disegno e non voglio "mandarlo in giro" grazie a tutti come sempre per l'aiuto!
-
Problemi cn il filo
MAL1190 ha risposto a Farixxx nella discussione Problemi generici o di qualità di stampa
Hai notato se quando stampi in quella zona senti il famoso tac-tac del nozzle che è troppo schiacciato? Se il problema succede solo in quella zona del piatto può essere che non sia più perfettamente planare.. se il piatto si può rimuovere, toglilo ruotalo mantenendo la parte che ora usi per stampare in alto ma spostando la parte "problematica" in un altra zona di stampa e rimettilo.. poi privi a stampare, in questo modo sposti la zona incriminata in un altro punto.. se è un problema di piatto non planare troverai questo difetto in un altra parte della stampa... Spero di essermi spiegato! -
Problemi cn il filo
MAL1190 ha risposto a Farixxx nella discussione Problemi generici o di qualità di stampa
Il piatto è ben calibrato? È strano che faccia i bordi ma non il riempimento... se fai l anteprima di slicer cosa vedi in quel punto? Inoltre metti indicazioni di stampante, materiale, temperature ecc... -
Pareti interne ed esterne separate
MAL1190 ha risposto a HzO nella discussione Problemi generici o di qualità di stampa
fai un thin wall test, cos' verifichi il flusso di stampa... ti stampava bene all'inizio e poi ha iniziato a sotto-estrudere? -
Quando mando La Stampa la puleggia dellestrusore fa fatica a girare
MAL1190 ha risposto a Di! nella discussione Problemi generici o di qualità di stampa
Quelli non sono i valori degli step/mm sono i valoro della velocità ( quelli di cui parlavamo stamattina! ) ma avresti dovuto lasciare i valori che hai trovato! Non vorrei dire una cavolata perché vado a memoria,non ho la stampante sotto mano, ma devi trovare load settings dentro a prepare... No non credo che sia la causa ma la conseguenza! Se come immagino hai l'hotend ostruito il filamento non scorre, quindi la ruota godronata ( quella color ottone ) lo scava e lo raspa... Stanotte se non hai di nulla meglio da fare smonta l hotend e riempici di foto... e puliscilo!! Vedrai che il problema è li! -
Quando mando La Stampa la puleggia dellestrusore fa fatica a girare
MAL1190 ha risposto a Di! nella discussione Problemi generici o di qualità di stampa
guarda questo... https://help3d.it/step-x-mm-la-guida-definitiva/ ( ti consiglio di salvare il canale perchè ti torna molto utile per mille cose collegate alla stampa 3d ) il video è spiegato benissimo, fai prima a guardarlo piuttosto che io te lo scriva, se quando lo hai guardato hai dubbi siamo qui! -
Quando mando La Stampa la puleggia dellestrusore fa fatica a girare
MAL1190 ha risposto a Di! nella discussione Problemi generici o di qualità di stampa
la velocità a cui gira è corretta. adesso per quanto mi riguarda abbiamo escluso tutti i vari problemi elettrici o di motore, per fare la prova del 9 torna a collegare tutto come originale sia dentro la SM, sia sui motori e riprova. dovresti avere lo stesso risultato degli ultimi video ( quindi sia per X che per E ) se così è, come credo, prima di tutto stacca il PTFE dall'inizio del bowden e fai un test step/mm di E, per vedere un po' come siamo messi io in ogni caso opto per un'ostruzione a valle dell'estrusore ( hotend prima incriminata ) -
Quando mando La Stampa la puleggia dellestrusore fa fatica a girare
MAL1190 ha risposto a Di! nella discussione Problemi generici o di qualità di stampa
il video si vede, X si muove bene anche collegato con il cavo di E quindi il cavo di E è ok sarebbe opportuno un video che si veda che muovi E visto che il problema è li! è come dice @Killrob, deve girare piano ma soprattutto gira dalla parte corretta? -
Quando mando La Stampa la puleggia dellestrusore fa fatica a girare
MAL1190 ha risposto a Di! nella discussione Problemi generici o di qualità di stampa
sono i valori della velocità alla quale i motori girano, espressa in mm/s ( millimetri al secondo ), sono scritti nel FW della stampante e, se non lo hai mai fatto è meglio lasciarli così come sono, perchè quelli impostati dalla casa madre sono quelli ottimali per i motori che monti. escludo che tu debba andare a cambiare questi parametri nel FW, per il semplice motivo che come ci hai detto non hai fatto nessuna modifica a livello software! -
Quando mando La Stampa la puleggia dellestrusore fa fatica a girare
MAL1190 ha risposto a Di! nella discussione Problemi generici o di qualità di stampa
già che si muovano entrambi i motori, se pur piano è un buon segno almeno escluderei che siano rotti loro, quanto riguarda la velocità di movimento loro si muovono in base al valore di mm/s che è impostato a FW, E si muove sempre più lentamente di X ( in collegamento standard ) quindi adesso che li hai invertiti dovresti vedere, oltre al motore X collegato ad E che si muove molto piano, anche il motore E collegato ad X che si muove più veloce del solito! confermi? sono d'accordo, @Di! hai la manualità per aprire il case della scheda madre e invertire 2 cavi? se si facciamo il terzo passo: lascia collegato E con cavo di X e viceversa, apri il case della SM e inverti anche li i cavi di X ed E ( c'è una goccia di colla a caldo trasparente da rimuovere sui connettori bianchi) poi solita storia scalda il nozzle e muovi sia E che X di 10 mm questa volta cambiato i cavi anche sulla SM quando farai muovere E si muoverà E e la stessa cosa per X in questo modo andiamo a verificare che il cavo che dalla SM va ai motori sia intatto e funzionante aggiornaci ormai l'ho presa sul personale!! 😅 -
Quando mando La Stampa la puleggia dellestrusore fa fatica a girare
MAL1190 ha risposto a Di! nella discussione Problemi generici o di qualità di stampa
Si certo scalda il nozzle!! Grazie mille @Killrob -
Quando mando La Stampa la puleggia dellestrusore fa fatica a girare
MAL1190 ha risposto a Di! nella discussione Problemi generici o di qualità di stampa
Ok passo 2, adesso attacca il cavo del motore E al motore X e viceversa, scalda il piatto e muovi sia E che X di 10 mm Se è il motore di E che è ko dovresti veder muovere X ( collegato al cavo di E ) ma non E ( collegato al cavo di X ) Scusa se sembra una supercazzola ma non lo è!! 😜 -
Quando mando La Stampa la puleggia dellestrusore fa fatica a girare
MAL1190 ha risposto a Di! nella discussione Problemi generici o di qualità di stampa
avevi fatto scaldare il nozzle prima? a che temperatura? considera che sotto i 170°C ( a memoria ) è inibito a muoversi dal FW