Killrob
-
Numero contenuti
14.121 -
Iscritto
-
Ultima visita
-
Giorni Vinti
429
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Killrob
-
non sono proprio malvagissime, anzi, però la sosotituzione del telaio di darebbe una gran bella mano. Dovresti vedere che valore di jerk hai su X ed abbassarlo di 2 o 3 punti
-
Non fare crossposting pls, hai già aperto la stessa discussione con un altro titolo in un altra sezione.
-

Mi salta un layer
Killrob ha risposto a akita nella discussione Problemi generici o di qualità di stampa
Sull'anteprima non si nota niente? -
Flying Bear Ghost 5 - Upload Error
Killrob ha risposto a FabioGhost nella discussione La mia prima stampante 3D
Di nulla -
Questo cubo è decisamente migliore dell'altro quindi sì può essere che il filamento sia difettoso. Se vuoi vedere il profilo crea la Ender 3 su cura, importi il profilo, lo guardi e poi cancelli la stampante. La A8 è una stampante con un sacco di problemi di telaio, genera troppe vibrazioni quando stampa, da li le ondulazioni delle pareti, se vuoi fare un upgrade senza spenderci un rene ed avere buoni risultati prendi in considerazione l'acquisto di questo telaio https://www.green-house-store.com/shop/telaio-titan-a8/?cn-reloaded=1 Io ne ho 2 e ne sono soddisfatto.
-
Prima stampa ENDER 3
Killrob ha risposto a ing_angelointi94 nella discussione Problemi generici o di qualità di stampa
Potrebbe essere dovuta ad una non corretta tensione delle cinghie -
Primo approccio IdeaMaker
Killrob ha risposto a nervine nella discussione Software di slicing, firmware e GCode
non saprei, io non lo metto nel mio start gcode, ma se è per quello io non ho nemmeno M83 -
Problemi cn il filo
Killrob ha risposto a Farixxx nella discussione Problemi generici o di qualità di stampa
quoto -
si ma che colore è? hai X pieno di ghosting, le linee delle pareti tutte ondulate. Io non credo che il filamento sia il problema, è la macchina che non è settata bene ecco il profilo che uso sulla Ender 3 p.s.: il mio estrude il filo largo esattamente come il nozzle, niente vermi oblunghi o strani pla silk oro sunlu.curaprofile
-
Prima stampa ENDER 3
Killrob ha risposto a ing_angelointi94 nella discussione Problemi generici o di qualità di stampa
si, rallenta, a quanto la stai stampando? falla a 30mms -
io ho usato e sto usando il pla silk gold di sunlu e tutti i problemi che avete voi non li ho mai riscontrati

-
Prima stampa ENDER 3
Killrob ha risposto a ing_angelointi94 nella discussione Problemi generici o di qualità di stampa
ottimo, e se hai dubbi, perplessità o altro... sono qui 😉 -
Prima stampa ENDER 3
Killrob ha risposto a ing_angelointi94 nella discussione Problemi generici o di qualità di stampa
no, 5 gradi in più circa di stampa -
Prima stampa ENDER 3
Killrob ha risposto a ing_angelointi94 nella discussione Problemi generici o di qualità di stampa
comunque guarda.... qui trovi i miei profili di stampa per la Ender 3 compreso il grigio che ho usato per questa stampa -
Prima stampa ENDER 3
Killrob ha risposto a ing_angelointi94 nella discussione Problemi generici o di qualità di stampa
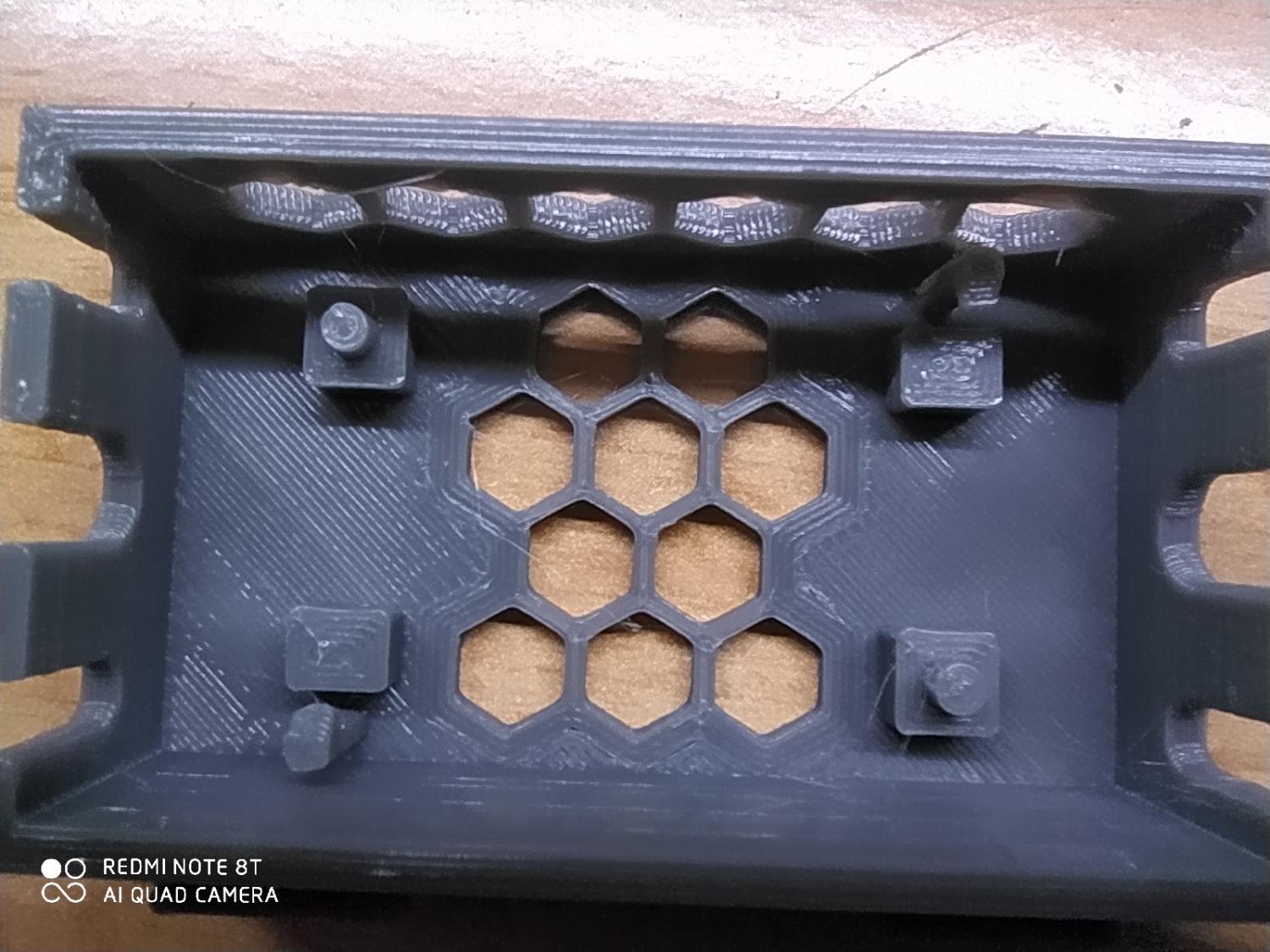
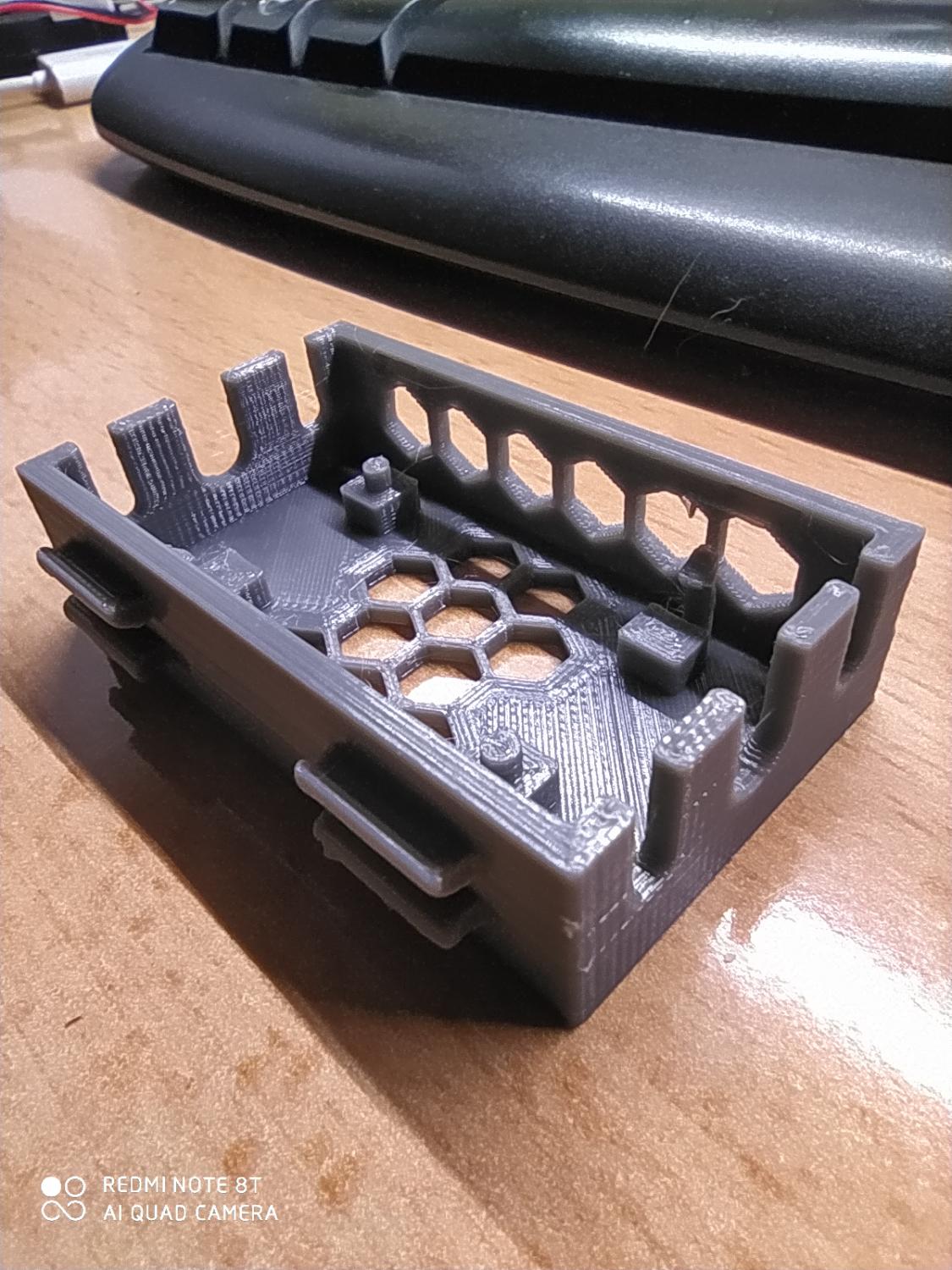
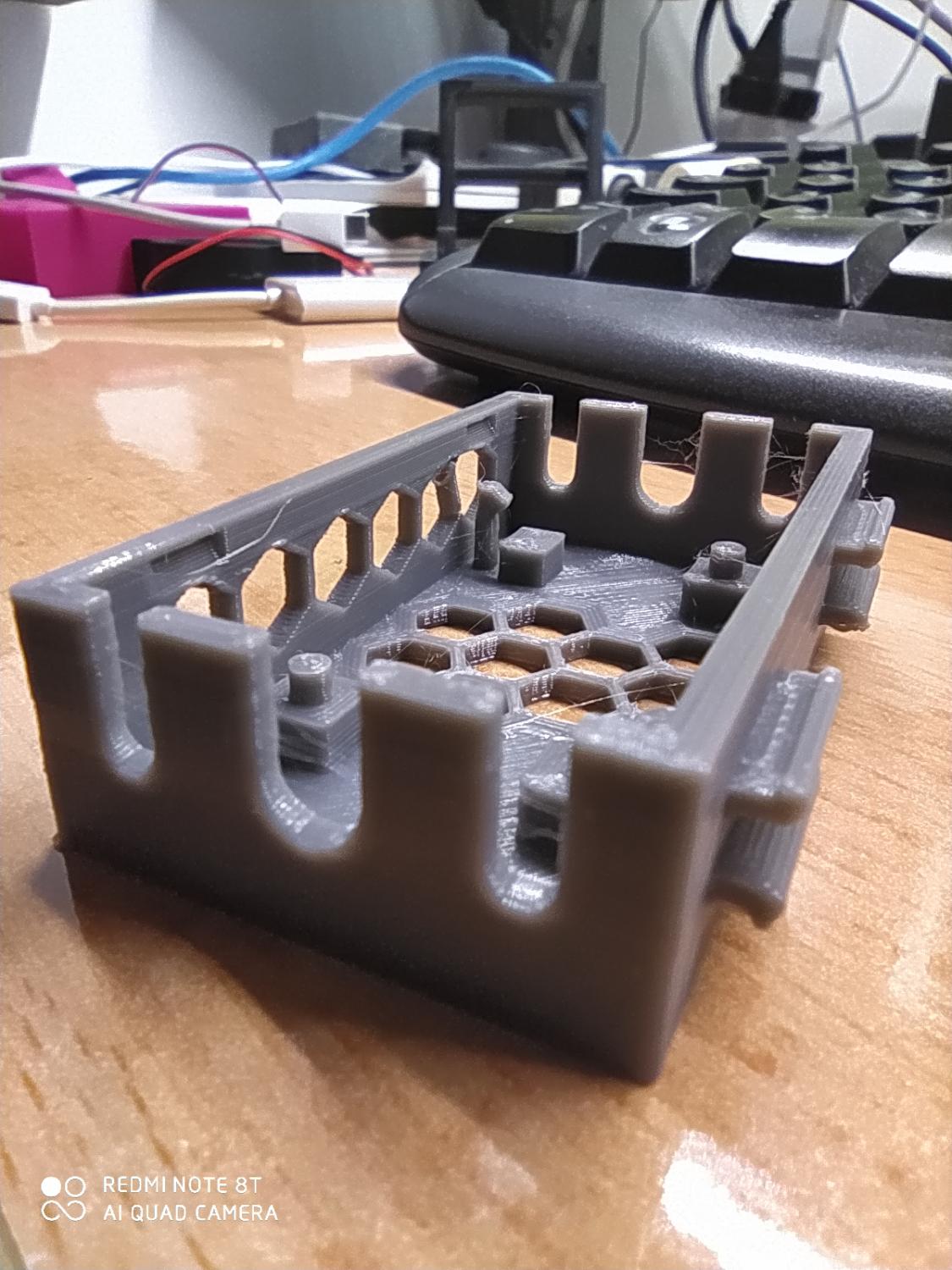
Ecco le foto, e l'ho stampata senza stare troppo a guardarci, visto le dimensioni andava stampata più piano, io l'ho fatta a 60mms. serve per un mosfet?
-
Prima stampa ENDER 3
Killrob ha risposto a ing_angelointi94 nella discussione Problemi generici o di qualità di stampa
allora io la stampa l'ho finita, tempo che si raffreddi, la stacco dal piatto e ti faccio le foto, ma devo dirti subito una cosa, o il filamento che usi si è rovinato o la tua Ender non è settata bene... -
Tenete all'asciutto i vostri filamenti
Killrob ha risposto a invernomuto nella discussione Materiali di stampa
e il cuscino? per far star comode le bobine??? 🤣🤣🤣🤣 -
Che programma per gli ingranaggi?
Killrob ha risposto a jumpjack nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
freecad è vecchio e non più mantenuto dai suoi sviluppatori, Fusion360 ha una licenza per uso privato che è gratuita -
Ventola estrusore non parte
Killrob ha risposto a Naza nella discussione Problemi generici o di qualità di stampa
è l'unica cosa strana rispetto ai miei gcode, per il resto non ci vedo niente di strano tranne quel doppio G92 -
Ventola estrusore non parte
Killrob ha risposto a Naza nella discussione Problemi generici o di qualità di stampa
ce lo hai messo tu quello in grassetto? -
Errore nel riscaldare il piatto
Killrob ha risposto a Liquid89 nella discussione La mia prima stampante 3D
bene -
Ventola estrusore non parte
Killrob ha risposto a Naza nella discussione Problemi generici o di qualità di stampa
postami le prime 50 righe del tuo gcode -
Flying Bear Ghost 5 - Upload Error
Killrob ha risposto a FabioGhost nella discussione La mia prima stampante 3D
tutte le mie stampanti cartesiane e corexy fanno la home fuori dal piatto, per l'altro errore non so che cosa dirti -
Ventola estrusore non parte
Killrob ha risposto a Naza nella discussione Problemi generici o di qualità di stampa
vai in impostazioni/stampanti/gestione stampanti/impostazione macchina/ extruder 1, in numero di ventole di rafreddamento ci deve essere 0 -
Consiglio stampante per neofita
Killrob ha risposto a Cobra92 nella discussione La mia prima stampante 3D
si che è possibile ma la Ender 3 V2 ha già di suo il touch screen guarda, certo ha anche l'encoder ma non lo so quanto lo userai 😉 ma in ogni caso si può implementare iun TFT touch, solo che poi bisogna ricaricare il firmware